I
Изобретение относится к сварке и предназначено для использования при автоматической сварке высокотеплопроводных металлов, например, меди.
Известен способ электродуговой сварки под флюсом, при котором предварительный подогрев свариваемых кромок производят от отдельного источника питания неплавящимся электродом, расположенным перед сварочной дугой 1.
Недостатком известного способа является то, что при сварке активных металлов, таких как, например, медь, имеют место интенсивные процессы окисления основного металла, особенно при воздействии на них открытой дугой (угольной, вольфрамовой, плазменной) или пламенем газовой горелки.
Другим недостатком данного способа при сварке толстолистового металла является длительность его прогрева, что накладывает ограничения на скорость передвижения автомата и снижает производительность труда.
Цель изобретения - повышение качества сварки толстостенного высокотеплопроводного металла.
Указанная цель достигается тем, что предварительный подогрев интенсифицируют, для чего в сторону неплавящегося электрода до его шунтирования подают расплавленный в зоне сварочной дуги флюс и поддерживают его температуру равной температуре плавления свариваемых кромок. При этом подачу расплавленного флюса осушествляют наклоном свариваемых кромок.
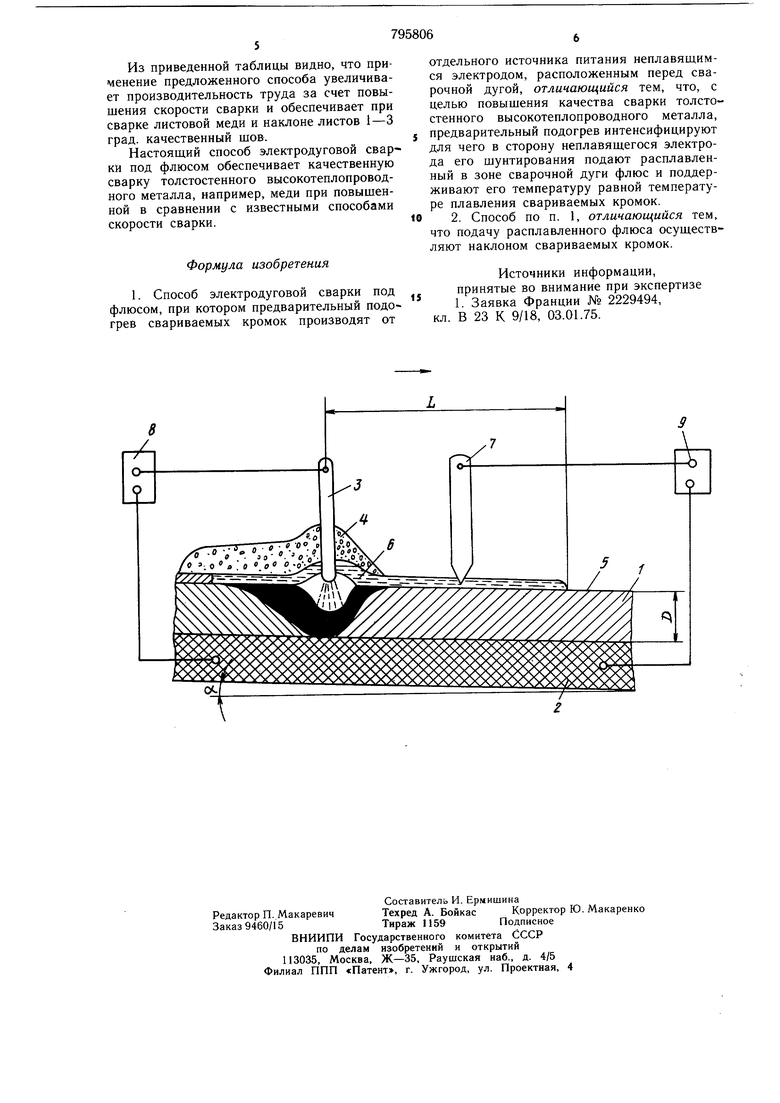
На чертеже изображена схема предлагаемого способа электродуговой сварки под флюсом.
Сварка листов 1, уложенных на подкладке 2 производится электродом 3 под слоем флюса 4. Подкладка 2 и уложенные на ней листы 1 установлены к горизонту под углом а, благодаря чему расплавленный теплом электрической дуги флюс стекает на кромки 5 свариваемых листов 1.
Длина L стока расплавленного флюса 6 в направлении сварки (указано стрелкой) электрода 3 поддерживается равной 2-4 толщинам D свариваемых листов 1 соответствующей установкой угла а.
Температура расправленного флюса 6 поддерживается равной температуре плавления свариваемого металла электропрогревом, например дополнительно установленным неплавящимся электродом 7, подключенных к независимому от сварочного источника 8 питания источнику 9.
Длина стока расплавленного флюса выбирается из следующих соображений. При величине стока менее двух толщин и подогреве флюса неплавящимся электродом имеет место сильное взаимодействие магнитного поля основной дуги и магнитного поля, образованного током, протекающим через неплавящийся электрод, расплавленный флюс и свариваемый металл. При этом наблюдается нестабильность протекания процесса, усиливается блуждение дуги, снижается эффективность подогрева и качество щва.
При длине стока более четырех толщин возникает необходимость в применении удлиненных вводных и выводных пленок для эффективного прогрева начальных и конечных участков стыкового соединения, повыщается расход электроэнергии на предварительный подогрев (чем длинее сток флюса, тем более он переохлаждается), замедляется процесс, так как к моменту подхода основной дуги металл оказывается недостаточно подогретым.
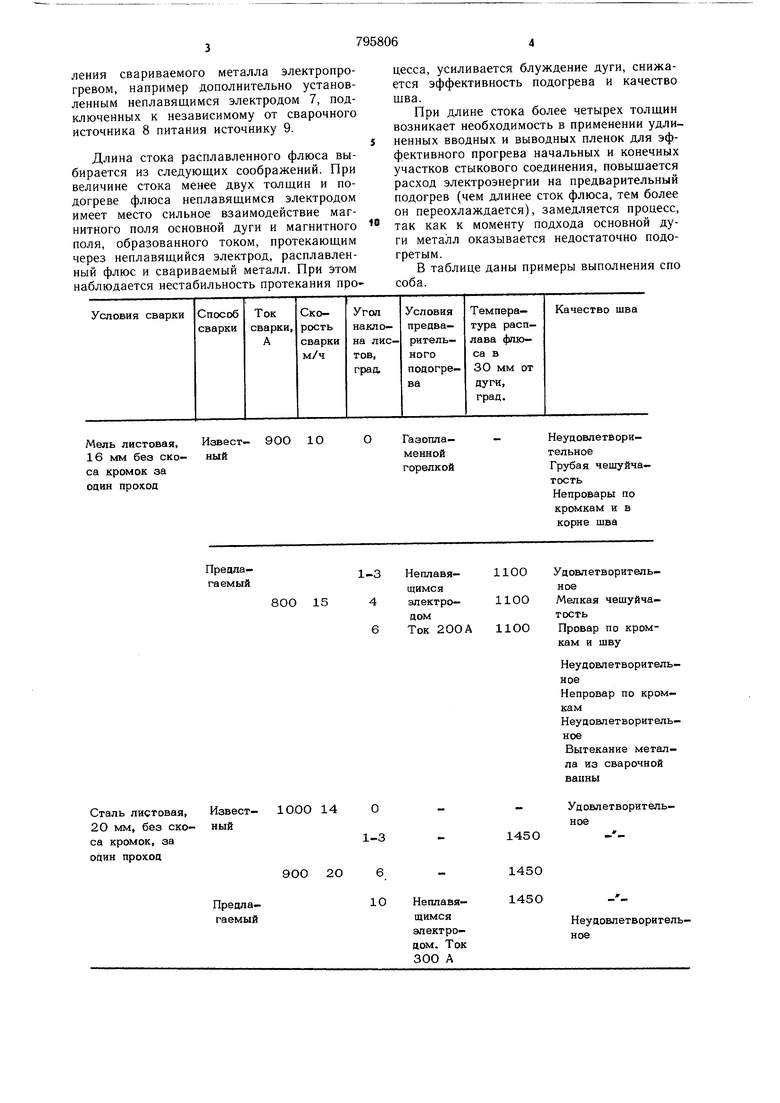
В таблице даны примеры выполнения спо соба.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРОТКИХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1999 |
|
RU2156679C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Способ электрошлаковой сварки высокотеплопроводных материалов | 1980 |
|
SU929368A1 |
| Способ вертикальной дуговой сварки под флюсом | 1991 |
|
SU1819199A3 |
| Способ электродуговой сварки | 1978 |
|
SU743810A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
10
Извест- 9ОО ный Пред гаем Сталь листовая, Изве 20 мм, без око- ный са кромок, за один проход Пре гае
Неудовлетворительное
Грубая чешуйчатостьНепровары по
кромкам и в
корне шва еплавя-1100 Удовлетворительноещимся электро-1100 Мелкая чешуйчатостьдом Провар по кромТок 200А 1100 кам и шву НеудовлетворительноеНепровар по кромкамНеудовлетворительноеВытекание металла из сварочной ванны УдовлетворительноеНеплавящимсяНеудовлетворительэлектроноедом. Ток 300 А
Из приведенной таблицы видно, что применение предложенного способа увеличивает производительность труда за счет повышения скорости сварки и обеспечивает при сварке листовой меди и наклоне листов 1-3 град, качественный шов.
Настояш,ий способ электродуговой сварки под флюсом обеспечивает качественную сварку толстостенного высокотеплопроводного металла, например, меди при повышенной в сравнении с известными способами скорости сварки.
Формула изобретения
. Способ электродуговой сварки под флюсом, при котором предварительный подогрев свариваемых кромок производят от
отдельного источника питания неплавяш,имся электродом, расположенным перед сварочной дугой, отличающийся тем, что, с целью повышения качества сварки толстостенного высокотеплопроводного металла, предварительный подогрев интенсифицируют для чего в сторону неплавящегося электрода его шунтирования подают расплавленный в зоне сварочной дуги флюс и поддерживают его температуру равной температуре плавления свариваемых кромок.
0 что подачу расплавленного флюса осуществляют наклоном свариваемых кромок.
Источники информации, принятые во внимание при экспертизе 1. Заявка Франции № 2229494, кл. В 23 К 9/18, 03.01.75.
