Изобретение относится к электродуговой сварке неплавящимся электродом в среде инертных газов и может найти применение в различных отраслях промышленности при изготовлении конструкций из активных металлов средней и повышенной толщины: титановых, алюминиевых и магниевых сплавов.
Известен способ сварки погруженным электродом, при этом способе дуга горит между вольфрамовым электродом и дном сварочной ванны, а газ, формирующий столб дуги (дуговой плазмы), плавно истекает ламинарным потоком по поверхности вольфрамового электрода (Технология производства титановых самолетных конструкций, Москва, Машиностроение, 1995 г., статья - Аргонодуговая сварка, с. 218-220).
Недостатком известного способа является использование ламинарной подачи защитного газа, в результате сварочная дуга способна отклоняться в процессе сварки под действием электромагнитных сил или температурного поля (блуждание дуги), другим недостатком является отсутствие процесса сжатия, концентрации дуги, и в результате получается малая глубина провара.
Также известен способ дуговой сварки в защитных газах, в котором подают защитный газ в виде замкнутого кольцевого потока, охватывающего непогруженную дугу, и дополнительно подают несколько кольцевых потоков ламинарно вытекающего защитного газа (патент 795802, МКИ В 23 К 9/16, "Способ дуговой сварки в защитных газах").
Недостатком известного способа является то, что подача газа ламинарными потоками формирует защиту без эффекта сжатия и стабилизации дуги, то есть нет эффекта повышения температуры в сварочной ванне, к тому же известный способ предназначен для сварки непогруженной дугой.
Наиболее близким к заявляемому изобретению по технической сущности является способ электродуговой сварки, в котором сварка осуществляется погруженной дугой неплавящимся электродом в среде гелия с кольцевой защитой аргоном, а торец сопла сварочной горелки перед сваркой предварительно нагревают до температуры 0,7-0,8 температуры плавления свариваемого материала и поддерживают заданную температуру в процессе сварки (а.с. СССР 1590264, кл. В 23 К 9/16, 27.11.1987).
Недостатком известного способа является усложнение конструкции горелки и процесса сварки в целом в связи с применением дополнительного подогрева торца сопла горелки и поддержанием заданной температуры на торце в процессе сварки. К тому же дополнительный подогрев торца сопла горелки ухудшает эффект сжатия погруженной сварочной дуги и вместе с этим уменьшается глубина проплавления, увеличивается зона нагрева на наружной поверхности свариваемых кромок и тем самым ухудшаются геометрические параметры сварного шва.
Задачей настоящего изобретения является увеличение глубины проплавления с хорошим качеством сварки активных металлов вольфрамовым погруженным электродом с возможностью применения в автоматизированном процессе сварки.
Для достижения названного технического результата в предлагаемом способе подача дугоплазмообразующего, стабилизирующего и защитных газов осуществляется несколькими кольцевыми струйными потоками, подаваемыми по отдельным направляющим каналам, в которых происходит раскручивание по спирали газовых потоков, охватывающих электрод, дугу и сварочную ванну, образующих трехслойный газовый поток, а по окончании сварки отключение производится в следующей очередности: сначала - внутренний и средний поток, а затем - наружный.
Существенным отличием изобретения от прототипа является наличие одновременной подачи трех вращающихся потоков защитных газов: дугоплазмообразующего, стабилизирующего и защитного, причем отключение защитного потока осуществляется после отключения внутренних потоков.
Сравнение предлагаемого технического решения с прототипом позволило установить его соответствие критерию "новизна".
В отличие от известных технических решений в предложенном способе газы подаются в зону сварки в три кольцевых потока, вращающихся по спирали в одном направлении относительно оси электрода, то есть подача газа осуществляется отдельными сплошными вращающимися потоками: дугоплазмообразующим, стабилизирующим и защитным, эти признаки, отличающие изобретение от прототипа, не были выявлены и в других технических решениях.
Разделение потоков происходит за счет того, что они подаются по отдельным каналам, истекают под разным углом и имеют разную скорость истечения, причем угол и скорость среднего больше, чем у внутреннего, а у внешнего - больше, чем у среднего потока, движение внешнего потока также направляется защитным соплом, стенки которого ограничивают движение внешнего потока, направляют его вокруг сварочной ванны, образуя кольцеобразный сплошной вращающийся поток, который способствует более качественной защите сварочной ванны от окружающей среды.
Внутренний дугоплазмообразующий поток из гелия или смеси гелия с небольшим содержанием аргона состоит из нескольких струй, которые охватывают вольфрамовый электрод, вращаются по спирали с определенным углом и скоростью истечения газа, формируют дугоплазмообразующий вращающийся газовый поток, по своим теплофизическим свойствам приближающийся к плазменной дуге, этот поток оказывает давление на сварочную ванну, тем самым препятствует проникновению паров свариваемого металла в столб дуги и отметает их на периферию ванны, то есть в процессе сварки, при движении электрода и изделия относительно друг друга, пары свариваемого металла увлекаются отраженным дугоплазмообразующим потоком в хвостовую часть сварочной ванны, и это позволяет заметно уменьшить эрозию и износ электрода, а также предотвратить налипание истираемого металла на торцевую часть защитного сопла сварочной горелки. Вращение потока способствует интенсивному обжатию дуги, стабилизации столба дуги по оси электрода, высокой концентрации теплового потока столба дуги на изделии, в результате увеличивается температура в сварочной ванне, что позволяет получить сварные соединения с глубоким проплавлением и относительно небольшой ширины и повысить скорость сварки; а применение смеси гелия с небольшим содержанием аргона наиболее благоприятствует получению стабильного с большими проплавляющими качествами дугового разряда.
Средний стабилизирующий поток из гелия, являющийся высокотеплопроводным газом, также формируется несколькими струями, а поскольку они имеют больший угол истечения газа по отношению к внутреннему потоку и большую скорость истечения газа, то повышается тепловая концентрация дуги путем ее обжатия в потоке, это приводит к увеличению скорости течения дуги и способствует локализации, сжатию и стабилизации дугового разряда.
При применении способа внутренний сжатый дугоплазмообразующий поток и сжимающий его средний поток оказывают давление на ванну, тем самым препятствуют проникновению паров сварочного металла в столб дуги, оттесняя его на периферию. Это препятствует осаждению на поверхности электрода (катода) материала анода за счет повышения анодного барьера, что увеличивает срок службы электрода. При соприкосновении внутреннего и среднего потоков газа с поверхностью расплавленного жидкого металла увеличивается интенсивность перемешивания его в сварочной ванне, в результате происходит ее очищение от разных вредных примесей, то есть очистка (рафинирование) сварочного шва, что способствует улучшению его качества, а также устраняется эффект выдувания жидкого металла из сварочной ванны (выплескивания). В процессе сварки при движении электрода и изделия относительно друг друга пары увлекаются отраженным "плазменным" потоком, преимущественно в хвостовую часть сварочной ванны, тем самым заметно уменьшается эрозия и износ электрода.
При использовании предложенного способа внешний поток, за счет вращения его по спирали, и повышения давления в результате взаимодействия с внутренней поверхностью защитного сопла горелки, стабилизирует защиту при выходе из сопла и обеспечивает динамическую устойчивость газовой защиты.
Внешний защитный поток из аргона или смеси аргона с небольшим содержанием гелия формируется несколькими струями, которые получают вращательное движение с еще большим углом и скоростью истечения, чем у среднего потока не смешиваются с двумя другими потоками, а защитное сопло формирует внешний поток так, что на выходе из сопла получается устойчивый кольцеобразный вращающийся поток, охватывающий сварочную ванну, обеспечивающий более качественную ее защиту от окружающей среды.
На чертеже схематически изображена горелка с каналами для формирования газовых потоков.
Горелка включает электрододержатель 1 с электродом 2 и винтовые каналы 3 для формирования кольцевого потока 4 дугоплазмообразующего газа 5, штуцер 6 для подвода дугоплазмообразующего газа 5, винтовые каналы 7 для формирования вращающегося потока газа 8 для стабилизации и сжатия дуги, штуцер 9 для подвода стабилизирующего и сжимающего газа 10, и винтовые каналы 11 для формирования вращающегося потока 12 защитного газа 13, штуцер 14 для подвода защитного газа 13, защитное направляющее сопло 15 для формирования защитной струи газа, свариваемое изделие 16 с расплавленным металлом 17 в сварочной ванне.
Способ осуществляется следующим образом. Производится одновременно подача различных по составу трех газовых потоков 5, 10, 13, которые подаются через штуцера 6, 9, 14 направляются под разными углами по винтовым каналам 3, 7, 11, получают при этом вращательное движение с разными скоростями и поступают непосредственно к дуге и сварочной ванне, к тому же скорость вращения и угол истечения среднего потока 8, больше чем внутреннего потока 4, а в свою очередь скорость и угол истечения наружного потока 18 больше скорости и угла истечения среднего потока 2. В результате подачи газов различных по составу, направлению и скорости их истечения происходит разделение газов на три кольцевых потока 4, 7, 12, то есть не происходит их перемешивание после возбуждения дуги. Внутренний дугоплазмообразующий поток 4, состоящий из гелия или смеси - гелия (90-80%) с небольшим количеством аргона (10-20%); такая смесь способствует получению более стабильного с большими проплавляющими качествами дугового разряда; проходит через винтовые каналы 3, формируется в устойчивый кольцевой спиралеобразный поток, омывает вольфрамовый электрод 2 и поступает в зону дуги, обеспечивает получение устойчивого дугового разряда и фиксацию его по оси электрода 2. Применение вращающегося внутреннего потока дает возможность получить стабилизированный дуговой разряд с большей концентрацией энергии, с большей теплоотдачей, что позволяет уменьшить заглубление вольфрамового электрода 2 при сохранении глубины провара, а при меньшем заглублении электрода 2 процесс проплавления получается более стабильным. Средний стабилизирующий поток 8 состоит из газа гелия, который подается по направляющим каналам 7, формируется в кольцевой спиральный газовый поток 8, вращающийся в одном направлении с внутренним потоком 4, но с большим углом и скоростью истечения газа для предотвращения их перемешивания; этот поток способствует эффекту сжатия дугового разряда, сформированного внутренним потоком 4, в результате увеличивается плотность тока и температура сварочной дуги и, как следствие, глубина проплавления. Внешний защитный поток 12 состоит из аргона или смеси - аргона с небольшим количеством гелия (10-20%), такая смесь дает более качественную защиту сварочного шва; газ проходит через винтовые каналы 11 и получает угол и скорость истечения больше, чем у среднего потока 8. Скорость вращения потоков возрастает от внутреннего к внешнему. При этом средний поток 8 является как бы разделяющим внутренний поток 4 от внешнего потока 12. В результате имеет место концентрация дугового разряда, повышение его температуры и увеличение величины проплавления. Внешний поток 12 вращается по окружности, сохраняет динамическую устойчивость газовой защиты за счет повышения давления на внутренней поверхности защитного сопла 15, на выходе из которого получается кольцеобразный сплошной поток защитного газа, то есть обеспечивается защита сварочной ванны и зоны вокруг сварочной ванны, повышается устойчивость защиты к воздействию различных возмущений, создающихся при погружении в свариваемый металл и при движении горелки по свариваемому изделию. При окончании сварки отключается сначала внутренний 4 и средний поток 8, а затем внешний поток 12, в результате не происходит резких перепадов давлений, обеспечивается качественная защита в момент остывания сварочной ванны.
Пример. При сварке образцов из сплава ВТ-20 толщиной 54 мм и длиной 800 мм сила сварочного тока 1650 А, напряжение 12 В, электрод заглубляется на 15 мм, скорость сварки 7 м/час, диаметр электрода 10 мм, расход газа, подаваемого в зону сварки: для образования дугоплазмообразующего потока в сопло подается смесь гелия с аргоном (90+10%) - 10 л/мин, для образования стабилизирующего и сжимающего дугу потока подается гелий - 14 л/мин, а для образования защитного потока подается аргон - 15 л/мин, в защитную приставку подается аргон - 15 л/мин, в подкладку --аргон 5 л/мин, в итоге получается полный провар образцов, дефектов не обнаружено.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| Устройство для дуговой сварки в защитных газах неплавящимся электродом | 1989 |
|
SU1798076A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2533616C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2053073C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2004 |
|
RU2271266C2 |
Изобретение относится к области сварки и может найти применение при дуговой сварке неплавящимся электродом в среде защитных газов, и может найти применение в различных отраслях промышленности при изготовлении конструкций из активных металлов средней и повышенной толщины: титановых, алюминиевых и магниевых сплавов. При сварке осуществляют подачу дугоплазмообразующего, стабилизирующего, и защитного газа одновременно тремя отдельными струйными потоками. Формируют кольцевые потоки путем придания каждому из них вращательного движения вокруг оси электрода по спирали в одном направлении с разными углами закручивания и скоростями истечения газа, с увеличением от внутреннего к внешнему. Внешний защитный поток дополнительно направляют защитным соплом вокруг сварочной ванны. По окончании сварки производят отключение потоков в следующей последовательности: сначала - дугоплазмообразующий и стабилизирующий, затем - внешний защитный поток. Такая технология позволяет расширить технологические возможности сварки: увеличить глубину проплавления при сварочном токе меньшей величины, улучшить структуру, механические свойства и геометрические параметры сварочного шва, позволяет использовать простые формы заточки вольфрамовых электродов. 1 ил.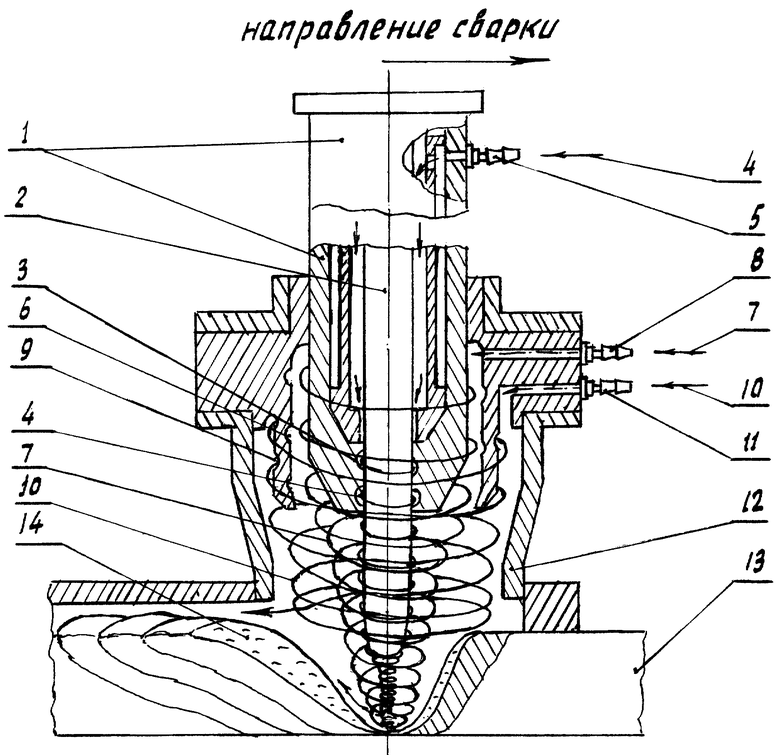
Способ электродуговой сварки погруженной дугой неплавящимся электродом, включающий подачу и формирование нескольких кольцевых потоков защитных газов, охватывающих дугу, отличающийся тем, что осуществляют подачу дугоплазмообразующего, стабилизирующего и защитного газа одновременно тремя отдельными струйными потоками и формируют кольцевые потоки путем придания каждому из них вращательного движения вокруг оси электрода по спирали в одном направлении с разными углами закручивания и скоростями истечения газа, с увеличением от внутреннего к внешнему, причем внешний защитный поток дополнительно направляют защитным соплом вокруг сварочной ванны, а по окончании сварки производят отключение потоков в следующей последовательности: сначала - дугоплазмообразующий и стабилизирующий, затем - внешний защитный поток.
| Способ дуговой сварки | 1987 |
|
SU1590264A1 |
| Способ сварки стабилизированной дугой | 1986 |
|
SU1431193A1 |
| RU 94042810 A1, 20.10.1996 | |||
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1996 |
|
RU2104844C1 |

