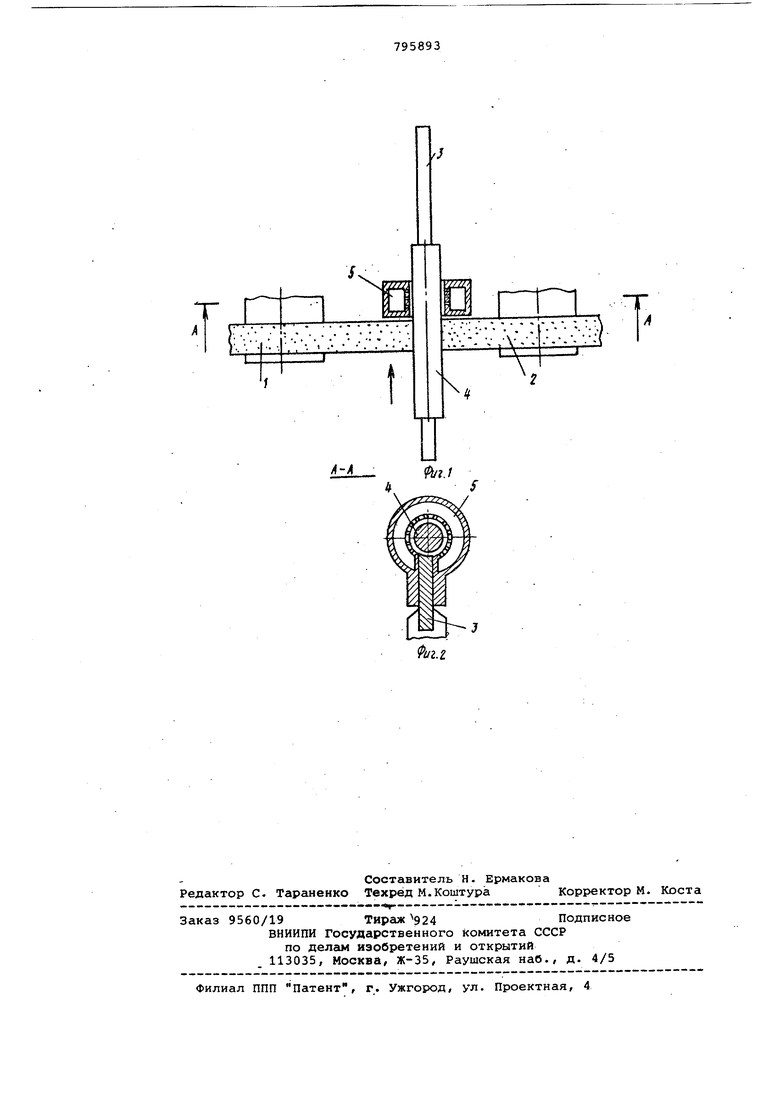
Изобретение относится к шлифовани в частности к устройствам для бесцентрового шлифования деталей. Известно устройство для бесцентро вого шлифования, содержащее шлифовал ный и ведущий круги, опорный нож и приспособление для подачи охлс1ждающей среды 1. В процессе бесцентрового проходного шлифования обрабатываемая детал проходит по опорному ножу между шлифовальным и ведущим кругами. По мере продвижения детали вдоль образующей шлифовального круга, каждый из кругов набора последовательно обрабатывает деталь в своих технологических условиях, соответствующих характеристике данного круга Охлаждающая жидкость подается из соп ла на обрабатываемую деталь сверху поливом. Поскольку пространство между кругами и деталью представляет собой по существу замкнутый снизу объем, в котором охлаждающая жидкост задерживается, как в ванне, попалание охлаждающей жидкости в зону, где должно производиться охлаждение детали, затруднено и ограничено. В этих условиях невозможно обеспечить необходимую скорость охлаждения детали для осуществления эффекта поверхностного упрочнения по известному способу шлифования с упрочнением. Цель изобретения - обеспечение возможности поверхностного упрочнения детали при шлифовании за счет усиления интенсивности охлаждения разогретой в процессе шлифования обрабатываемой поверхности. Указанная цель достигается тем, что приспособление для подачи охлаждающей среды установлено на опорном ноже за шлифовальным кругом в непосредственной близости от него и выполнено с возможностью охлаждения обрабатываемых деталей со всех сторон. На фиг. 1 изображено устройство для бесценарового шлифования, вид сверху; на фиг. 2 - разрез А-А на фиг. 1. Данное устройство содержит шлифовальный круг 1 электрокорундовый на керамической связке, твердый ведущий круг 2 на вулканитовой связке стандартной характеристики, между кругами находится опорный нож 3 для поддержания детали 4, на опорном ноже 3 за кругом расположено сопло 5 кольцеобразной формы.
В процессе упрочняющего шлифования по известному способу на бесцентрово-шлифовальном станке, работающем по методу проходного шлифования, обрабатываемая деталь 4 осуществляет два рабочих движения одновременно: вреицается вокруг своей оси и проходи вдоль образующей шлифовального круга 1, Шлифовальный круг снимает заданный слой металла (припуск) и разогревает поверхностный слой детали до температуры, которая необходима для упрочнения. На выходе из зоны резания разогретая деталь сразу же попадает в кольцевое сопло 5, которое расположено на ноже за шлифовальным кругом в непосредственной близости от него, т.е.. у зоны резания.
Благодаря тому, что охлаждающая среда подается через сопло 5, которое охватывает деталь по окружности, здесь происходит быстрое, интенсивное охлаждение и упрочнение нагретой поверхности. Время охлаждения зависит от длины сопла, которая выбирается в зависимости от скорости продольной подачи по следующему соотношению: в
Ь
где L - длина сопла, мм;
S - скорость продольной подачи.
детали, мм/с; Г - требуемое время охлаждения
детали до температуры окружающей среды, с.
В качестве охлаждающей среды при бесцентровом проходном упрочняющем шлифовании используют обычные стандартные СОЖ (смазочно-охлаждающие жидкости) на водной основе.
После операции упрочняющего шлифования, при необходимости, детали могут быть подвергнуты операциям тонкого шлифования или доводки.
Таким образом, предлагаемая конструкция узла бесцентрового шлифовального станка, включагацего приспособление для.подачи охлаждающей жидкости, которое установлено в непосредственной близости к зоне резания за шлифовальным кругом и выполнено в виде кольцевого сопла для охлаждения обрабатываемой детали со всех сторон,обеспечивает быстрое и обильное охлаждение детали со скоростью, необходимой для упрочнения поверхности сразу после выхода детали из зоны нагрева.
Формула изобретения
20 Устройство для бесцентрового шлифования, содержащее ведущий и шлифовальный круги, опорный нож и приспособление для подачи охватывающей среды, отличающееся тем.
что, с целью обеспечения возможности
поверхностного упрочнения обрабатываемых деталей в процессе шлифования, приспособление для подачи охлаждающей среды установлено на опорном ноже за шлифовальным кругом в непосредственной близости от него и выполнено с возможностью охлаждения обрабатываемых деталей со всех сторон.
Источники информации, принятые во внимание при экспертизе
35 1. Справочник технолога-машиностроителя. Т.1, Машиностроение, 1972,, с. 351-352.
г
J
Y////
с Угттг т
v: .:.;v-;. - Ь
Л-.-. v-y,:...-.:( I
Ч+- „ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования | 1977 |
|
SU618261A1 |
| Круглошлифовальный станок | 1974 |
|
SU616114A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2113334C1 |
| Устройство для бесцентрового шлифования | 1981 |
|
SU1000239A1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
| Круглошлифовальный бесцентровый станок | 1976 |
|
SU576200A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО СЛОЯ НА ПОВЕРХНОСТИ МЕТАЛЛОВ В УСЛОВИЯХ ЗВУКОКАПИЛЛЯРНОГО ЭФФЕКТА | 2013 |
|
RU2547051C2 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |