1
Изобретение относится к абразивной обработке металлов, в частности, на бесцентрово-шлифовальных станках.
Известен круглошлифовальный станок, в котором попытались объединить преимущества центровых и бесцентровых станков 1.
У этого станка установленный на салазках вращающийся ведущий круг упруго поджимается во время обработки к закрепленной в центрах детали с помощью пневматического или гидравлического устройства. Центры располагаются в неподвижном суппорте, параллельном осям щпинделей ведущего и рабочего шлифовальных кругов.
Шлифовальный круг перемещается на деталь по общепринятой схеме бесцентрового щлифования, то есть на ведущий круг. Центры при этом служат опорой для детали, а также осью ее вращения.
Однако больщая масса перемещаемой бабки ведущего круга затрудняет ее безинерционный отжим на несоосных неровностях детали, что создает дополнительную нагрузку на деталь и центры и тем самым ухудщает исправление несоосности и некруглости деталей. Тангенциальная составляющая сил резания не воспринимается опорным ножом и тоже создает добавочную нагрузку на деталь и центры.
1 1звсстен также бесцентрово-щ.чифовальный станок, содержащий ведущий и шлифовальный круги, суппорт и раму для установки детали, который обеспечивает прижим детали к ведущему кругу во время обработки и перемещение ее вдоль периферийной поверхности ведущего круга 2. Обрабатываемую деталь устанавливают на опорный нож, высота установки которого регулируется в зависимости от диаметра об-, работки.
Данный станок наиболее близок к предлагаемому по технической сущности.
Недостатки известного станка свойственны бесцентрово-щлифовальным станкам: значительная несоосность наружных обработанных поверхностей центровым отверстиям и невысокое качество геометрии.
Цель изобретения - повыщение эффективности исправления несоосности и некруглости наружных поверхностей относительно центровых отверстий деталей тел вращения.
Для этого к корпусу суппорта бесцентрово-щлифовального станка щарнирно присоединяется рама, на верхней части которой располагаются центры для установки детали, а нижние концы ее опираются на подпружиненные, управляемые от гидравлики
к-пинья, которые прижимают деталь во время обработки к ведущему кругу.
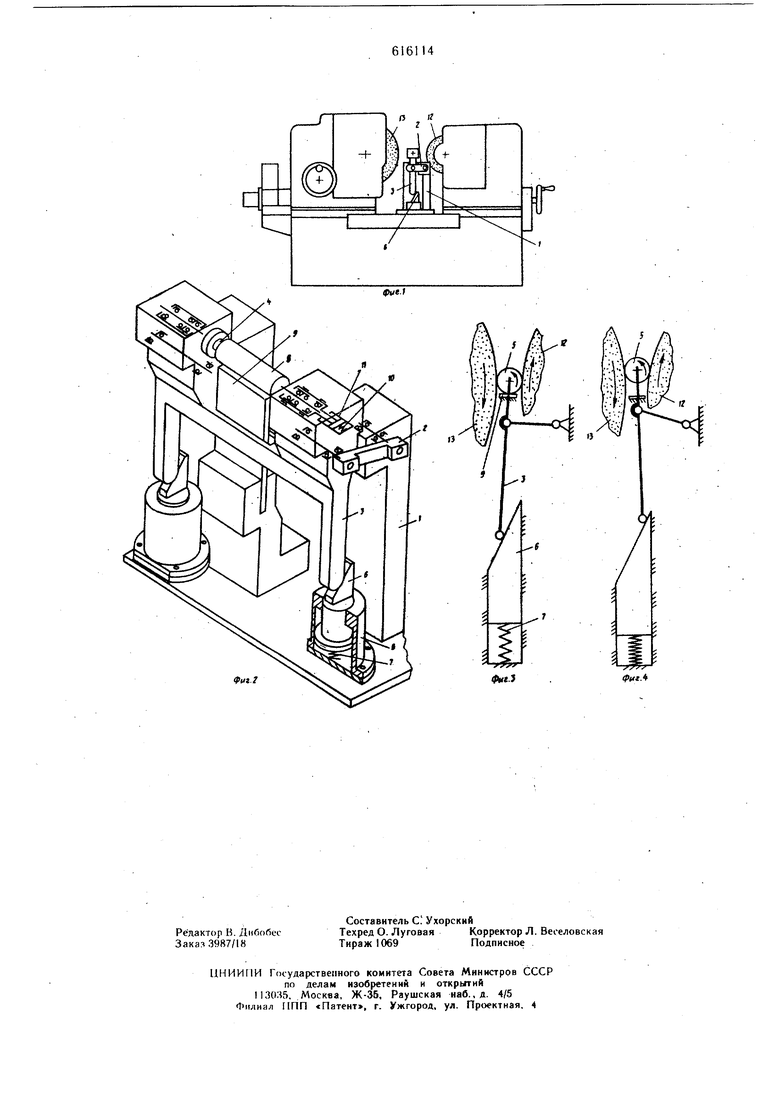
На фиг. I изображен описываемый станс, общий вид; на фиг. 2 - суппорт , в изометрии; на фиг. 3 схематически изображено положение детали с несоосным выступом в нижней части, на фиг. 4 - то же, несоосный выступ переместился на ведущий круг станка.
Шлифовальный станок содержит суппорт 1, к которому в верхней его части через промежуточное звено 2 шарнирно прикреплена рама 3. Вертикальные элементы рамы выполнены, например, в виде двуплечих рычагов относительно точки крепления рамы 3 к звену 2. На верхней части рамы от точки крепления расположены вращающиеся центры 4, в которых устанавливается обрабатываемая деталь 5. Нижние концы рамы находятся в постоянном взаимодействии с клиньями 6, поджимаемыми пружинами 7 до упора в бурт гидроцилиндра 8. Гидроцилиндры 8 снимают поджим подпружиненных клиньев 6 при опускании рамы 3 в исходное поло|н ение загрузки-разгрузки. На cyTiпорте 1 неподвижно закреплен плоский нож 9, на который ложится деталь 5 при загрузкё. Для зажатия детали во врй цающихся .центрах 4 служат пружины 10, управляемые гндроцилиндром 11. Ведущий круг 12 служит для вращения детали, а рабочий шлифовальный круг 13 - для ее обработки.
Деталь 5 кладется на нож 9 н закрепляется в центрах 4. Нож 9 облегчает установку и снятие детали. После закрепления детали выключают гидроцилиндры 8 в результате чего пружины 7 через клинья .6 поджимают раму 3 с закрепленной на ней деталью к вращающемуся ведущему кругу 12. Перемещение клиньев 6 ограничено кольцевым буртом гидроцилиндра 8. К моменту упора клиньев в бурт деталь будет не только прижата к ведущему кругу, но и несколько приподнята над поверхностью ножа 9.
Деталь 5 получает вращение в центрах 4. При подводе рабочего шлифовального круга 13 начинается процесс щлнфования. В момент прохождения выступающих частей детали 5 при принудительном вращении ведущего круга 12 вследствие упора рамы 3 в клинья 6 развивается усилие, которое приподнимает деталь 5 вместе с рамой 3 вдоль рабочей поверхности ведущего круга 12, не допуская шлифования диаметрально гфотивоположной выступу части поверхности летали 5. Таким образом, отжим и сторону рабочего круга, наблюдаемый при обычном бесцентровом гилнфованин, заменяется подъемом по образующей ведуп1е1-о круга.
Величина перемещений по образующей ведущего круга зависит от величины биения несоосных частей детали и места расположения оси вращения относительно ведущего круга. Практически при обработке на станках с ведущим кругом диаметром 300- 350 мм установка центра детали выше центра щпинделя ведущего круга на 10-12 мм увеличивает перемещение по образующей по сравнению с биением в 4-5 раз.
Увеличение перемещений по образующей ведущего круга 12 достигается подбором плеч подщарнирных частей рамы S.
Описанный суппорт для исправления несоосности и некруглости у деталей тел вращения устанавливается на универсальные бесцентрово-шлнфовальные станки. Применение суппорта позволяет увеличить производительность минимум в 2 раза без нарушения качества обработки деталей, где при существующем процессе невозможно было избежать перебазирования в центрах из-за охвата поводковым устройством поверхностей, требующих шлифования, например крестовнны дифференциала автомобиля,винта гидроусилителя руля и многих других.
Формула изобретения
Круглошлифовальный станок, содержащий ведущий и шлифовальный круги, суппорт н раму для установки детали, отличающийся тем, что, с целью исправления несоосности и некруглости наружных поверхностей обрабатываемой детали относительно ее центровых отверстий, рама шарнирно связана с суппортом горизонтальным проме уточным звеном и снабжена в верхней своей 4acTlf центрами для крепления детали, при этом станок снабжен подпружиненными клиньями, своими скосами находящимися в постоянном контакте с нижними концами рамы.
Источники информации, принятые во внимание при экспертизе:
1.Патент Франции № 1437653, кл. В 24 В, 1966.
2.Патент США № 3466810, кл. 51238, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
| Способ бесцентрового шлифования | 1987 |
|
SU1516317A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Круглошлифовальный станок | 1988 |
|
SU1641586A1 |
| Бесцентровый шлифовальный станок | 1939 |
|
SU57958A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |