(54) КРУГЛОШЛИФОВАЛЬНЫЙ БЕСЦЕНТРОВЫЙ СТАНОК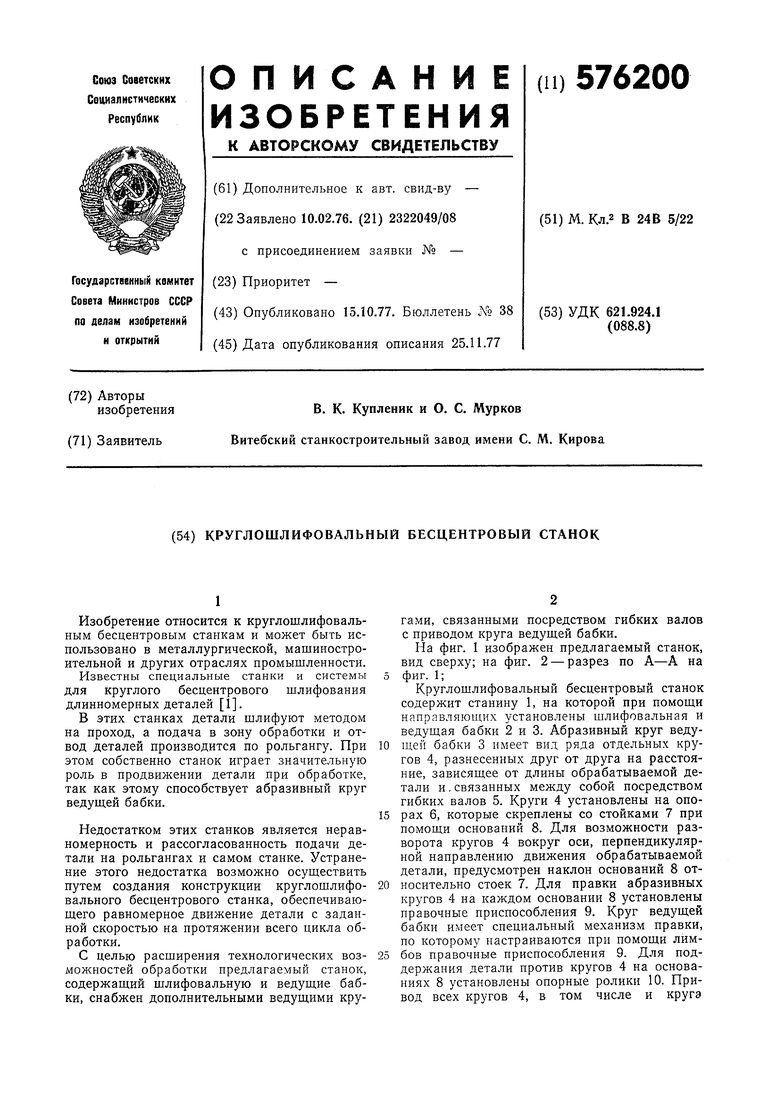
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Бесцентровый круглошлифовальный станок с удлиненным ходом корпуса ведущего круга | 1979 |
|
SU1014687A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| СПОСОБ И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ БЕСЦЕНТРОВОГО КРУГЛОГО ШЛИФОВАНИЯ | 2013 |
|
RU2638478C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Круглошлифовальный станок | 1974 |
|
SU616114A1 |
1
Изобретение относится к круглошлифовальным бесцентровым станкам и может быть использовано в металлургической, машиностроительной и других отраслях промышленности.
Известны специальные станки и системы для круглого бесцентрового шлифования длинномерных деталей 1.
В этих станках детали шлифуют методом на проход, а подача в зону обработки и отвод деталей производится по рольгангу. При этом собственно станок играет значительную роль в продвижении детали при обработке, так как этому способствует абразивный круг ведущей бабки.
Недостатком этих станков является неравномерность и рассогласованность подачи детали на рольгангах и самом станке. Устранение этого недостатка возможно осуществить путем создания конструкции круглошлифовального бесцентрового станка, обеспечивающего равномерное движение детали с заданной скоростью на протяжении всего цикла обработки.
С целью расширения технологических возможностей обработки предлагаемый станок, содержащий шлифовальную и ведущие бабки, снабжен дополнительными ведущими кругами, связанными посредством гибких валов с приводом круга ведущей бабки.
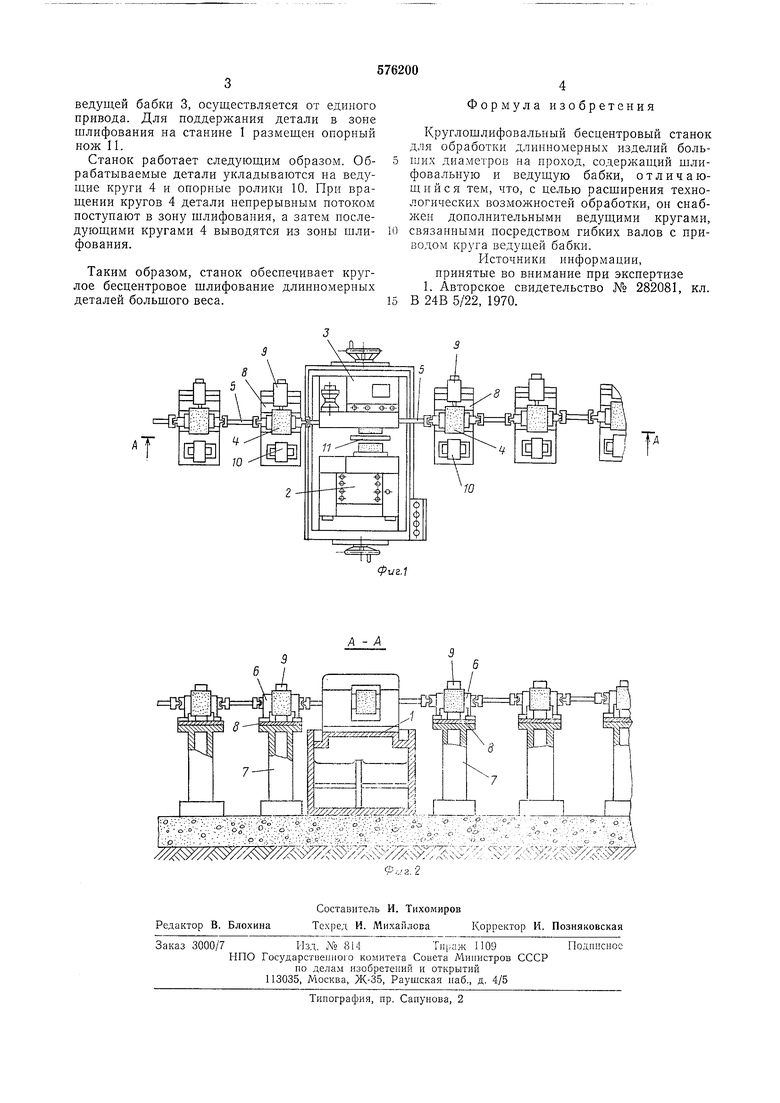
На фиг. 1 изображен предлагаемый станок, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1;
Круглошлифовальный бесцентровый станок содержит станину 1, на которой при помощи направляющих установлены шлифовальная и ведущая бабки 2 и 3. Абразивный круг ведущей бабки 3 имеет вид ряда отдельных кругов 4, разнесенных друг от друга на расстояние, зависящее от длины обрабатываемой детали и. связанных между собой посредством гибких валов 5. Круги 4 установлены на опоpax 6, которые скреплены со стойками 7 при помощи оснований 8. Для возможности разворота кругов 4 вокруг оси, перпендикулярной направлению движения обрабатываемой детали, предусмотрен наклон оснований 8 относительно стоек 7. Для правки абразивных кругов 4 на каждом основании 8 установлены прявочные приспособления 9. Круг ведущей бабки имеет специальный механизм правки, по которому настраиваются при помощи лимбов правочные приспособления 9. Для поддержания детали против кругов 4 на основаниях 8 установлены опорные ролики 10. Привод всех кругов 4, в том числе и круга
ведущей бабки 3, осуществляется от единого привода. Для поддержания детали в зоне шлифования на станине 1 размещен опорный нож 11.
Станок работает следующим образом. Обрабатываемые детали укладываются па вед)щие круги 4 и опорные ролики 10. При вращении кругов 4 детали непрерывным потоком поступают в зону щлифования, а затем последующими кругами 4 выводятся из зоны П1лифования.
Таким образом, станок обеспечивает круглое бесцентровое шлифование длинномерных деталей больщого веса.
Формула изобретения
Круглошлифовальный бесцентровый станок для обработки длинномерных изделий больших диаметров на проход, содержащий шлифовальную и ведущую бабки, отличающийся тем, что, с целью расширения технологических возможностей обработки, он снабжен дополнительными ведущими кругами, связанными посредством гибких валов с приводом круга ведущей бабки.
Источники информации, принятые во внимание при экспертизе
