(54) РЕЗЬБОВОЕ СОЕДИНЕНИЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Болт | 1979 |
|
SU783495A1 |
| Резьбовое соединение | 1983 |
|
SU1141233A1 |
| Гайка | 1978 |
|
SU796489A1 |
| Резьбовой элемент | 1991 |
|
SU1821568A1 |
| Резьбовое соединение | 1979 |
|
SU804892A1 |
| Резьбовое соединение | 1986 |
|
SU1372116A1 |
| Болтовое соединение | 1982 |
|
SU1147864A1 |
| ГАЙКА | 1991 |
|
RU2019736C1 |
| РЕЗЬБА, АНКЕР И БУРОВОЕ ОБОРУДОВАНИЕ ШПУРА | 2006 |
|
RU2377410C9 |
| Гайка с механизмом блокировки скручивания | 2023 |
|
RU2821690C1 |
1
изобретение относится к машиностроению и может быть использовано в изделиях, работающих в условиях воздействия агрессивной среды.
Известны стандартные ..резьбовые соединения, состоящие из гайки и болта (шпильки) и получившие широкое распространение в конструкциях машин, механизмов, устройств и аппаратов различного назначения. Ц.
Наиболее близким к предлагаемому является резьбовое соединение, содержащее гайку и болт с осевым сквозным отверстием для предварительного прогрева при затяжке путем пропускания через него пара 2 .
Недостатком его -является то, что в результате воздействия агрессивной среды и особых условий эксплуатации (повышенной влажности, резкой смены климатических условий и т.п.) оно требует значительных затрат времени на разборку. Это объясняется заполнением впадин резьбы и зазоров продуктами коррозии, которые препятствуют относительному перемещению гайки и болта, т.е. повышают момент страгивания при разборке. Подвод поверхностно-активных веществ (ПАВ), например керосина, для ослабления сцепления соприкасающихся-поверхностей резьбового соединения затруднен изза недоступности этих поверхностей. Расход ПАВ на одно соединение излишне велик.
Цель изобретения - уменьшение трудоемкости разборки и редотвращение повреждения резьбового соединения, а также сокращение расхода ПАВ
при ремонте после функционирования резьбового соединения в условиях воздействия агрессивной среды.
Указанная цель достигается тем,
что в резьбовом соединении болт
(шпилька) выполнен с радиальными отверстиями, расположенными попарно во взаимно перпендикулярных плоскостях с шагом между отверстиями, лежащими в одной плоскости, равным 0,5 высоты гайки, при этом осевое отверстие, равное 0,15-0,35 диаметра резьбы, выполнено со стороны нарезанной части болта (шпильки) на
глубину 1,2-1,5 высоты гайки, а диаметр }адиального отверстия относится к диаметру осевого как О,2-0,5. Расстояние между осями радиальных отверстий, расположенных на
взаимно перпендикулярных плоскостях
-ЛЛ
/7/
гГ
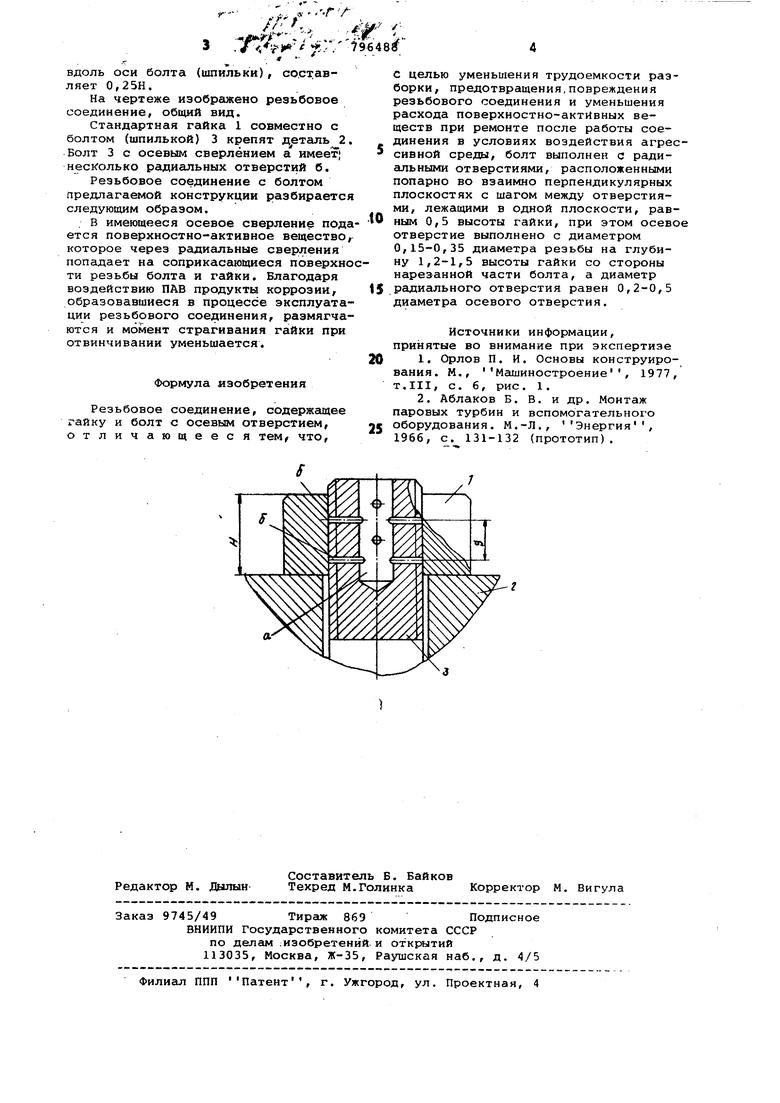
f4:f ftf t :; ; f9 e 4 8 i вдоль оси болта (шпильки), со.счгавляет 0,25Н. На чертеже изображено резьбовое соединение, общий вид. Стандартная гайка 1 совместно с болтом (шпилькой) 3 крепят деталь 2 Болт 3 с осевым сверлением а несколько радиальных отверстий б. Резьбовое соединение с болтом предлагаемой конструкции разбираетс следующим образом. В имеющееся осевое сверление под ется поверхностно-активное вещество которое через радиальные сверления попадает на соприкасающиеся поверхн ти резь.бы болта и гайки. Благодаря воздействию ПАВ продукты коррозии, образовавшиеся в процессе эксплуата ции резьбового соединения, размягча ются и момент страгивания гайки при отвинчивании уменьшается. Формула изобретения Резьбовое соединение, содержгицее гайку и болт с осевым отверстием, отличающееся тем что,
. с целью уменьшения трудоемкости разборки, предотвращения,повреждения резьбового соединения и уменьшения расхода поверхностно-активных веществ при ремонте после работы соединения в условиях воздействия агрессивной среды, болт выполнен с радиальными отверстиями, расположенными попарно во взаимно перпендикулярных плоскостях с шагом между отверстиями, лежащими в одной плоскости, равным 0,5 высоты гайки, при этом осевое отверстие выполнено с диаметром 0,15-0,35 диаметра резьбы на глубину 1,2-1,5 высоты гайки со стороны нарезанной части болта, а диаметр радиального отверстия равен 0,2-0,5 диаметра осевого отверстия. Источники информации, принятые во внимание при экспертизе 1 Орлов П. И. Основы конструирования. М., Машиностроение, 1977, т. III, с. 6, рис. 1. 2. Аблаков В. В. и др. Монтаж паровых турбин и вспомогательного оборудования. М.-Л., Энергия, 1966, с. 131-132 (прототип).
