(54) НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ ОБЖИГОВОЙ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Коксовая печь | 1991 |
|
SU1807072A1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ КЛАДКИ ПЕЧЕЙ КОКСОВОЙ БАТАРЕИ | 2010 |
|
RU2480507C1 |
| Батарея горизонтальных коксовых печей | 1976 |
|
SU744021A1 |
| Способ кладки кирпичной футеровки теплового агрегата | 1979 |
|
SU996831A1 |
| Отопительный простенок коксовой печи | 1981 |
|
SU1030396A1 |
| ВЕРТИКАЛЬНАЯ КОКСОВАЯ ПЕЧЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1991 |
|
RU2007434C1 |
| СПОСОБ РАЗОГРЕВА ОГНЕУПОРНОЙ КЛАДКИ КОКСОВОЙ БАТАРЕИ | 2012 |
|
RU2509795C1 |
| Коксовая печь | 1982 |
|
SU1039952A1 |
| КОКСОВАЯ ПЕЧЬ | 1995 |
|
RU2061017C1 |
| Регенеративная коксовальная печь | 1930 |
|
SU34518A1 |
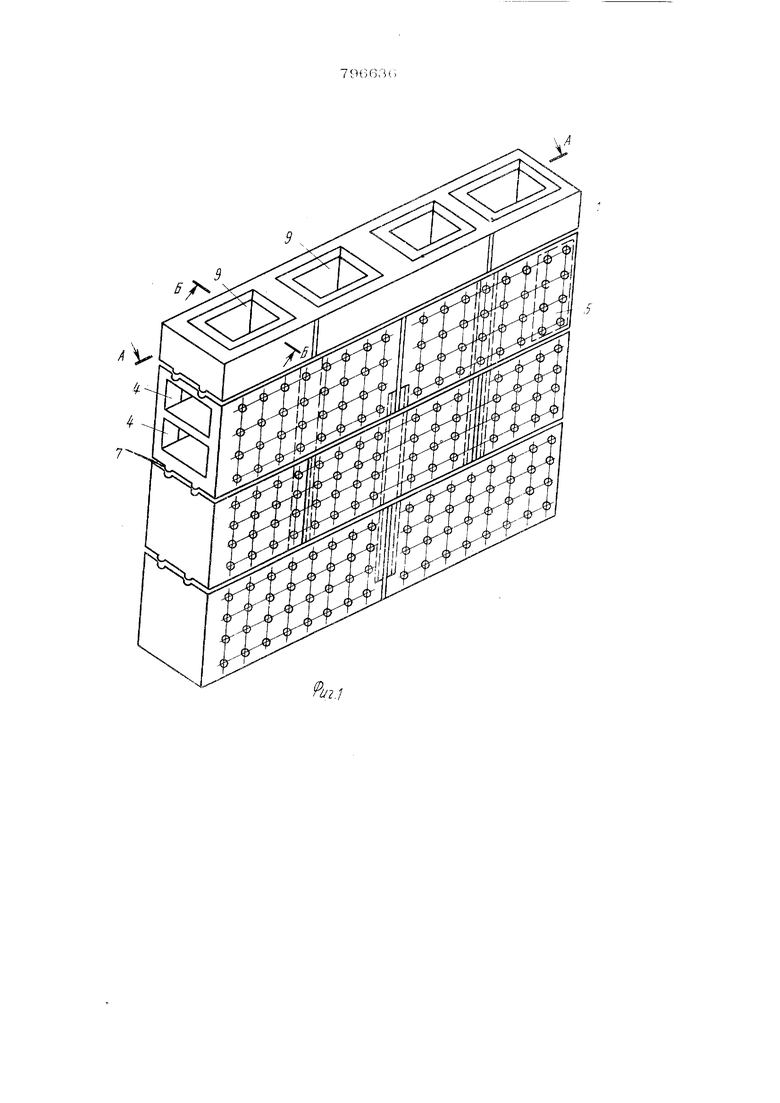
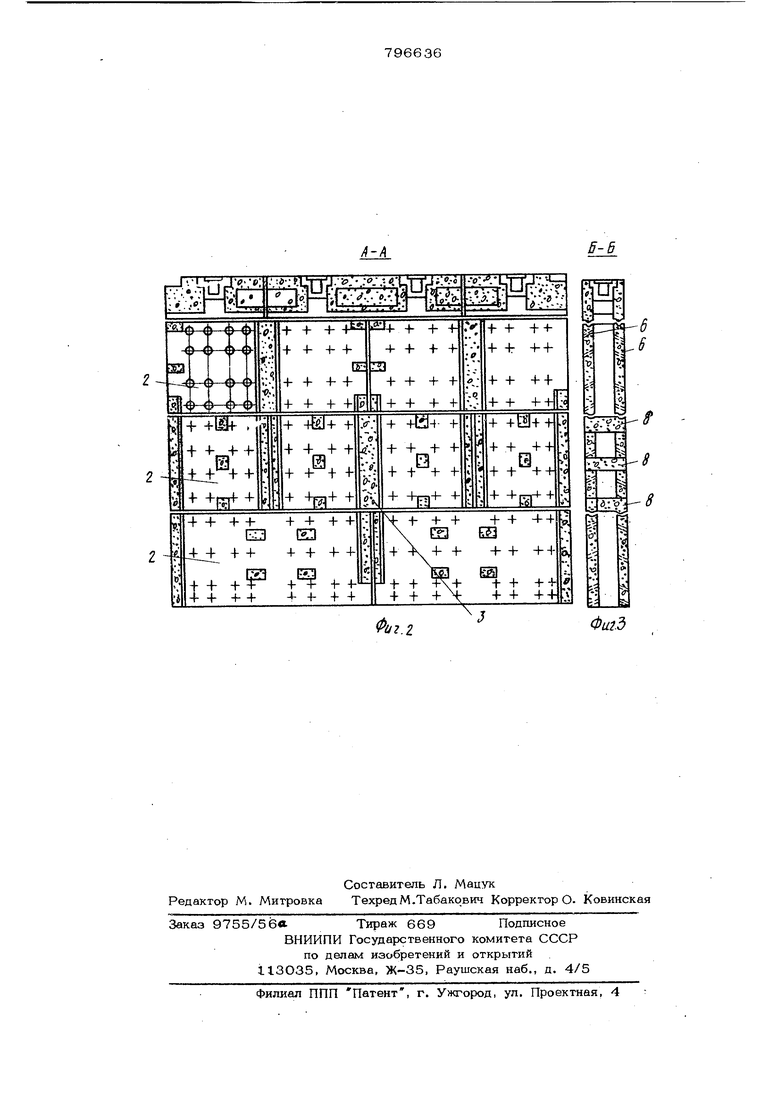
Изобретение ОТРЕОСИТСЯ к обжиговым печам открытого типа и может найти примеиекне в огнеупорнон, керамической, электродной промышлснностях и других областях, где необходим обжиг изделия за счет теплопроводности стенок нагревательного элемента. Известны конструкции нагревательных элементов обжиговых печей открытого типа, выполненные из штучного кирпича l. Недостатками кладки из штучного огн упорного кирпича является то, что она требует больших трудозатрат ручного труда. Кроме того, эти конструкции имею большое количество швов, создающих донолннте.тьноо сопрогивлетгие движению продуктов гороиия, что влечет повышение энергозатрат, а следовательно, увеличение мощности В1,1тяж11ых устройств. Наиболее близким к предлагаемому по TexHtpiecKoii сущности и достигаемому результату яр ляотся нагревательный элемент, 1зы1юлиг 1иы11 п гищ(; сборного объем ного блока с отдушинами для горелок, каналами с встроенными перегородками для формирования газопотока, отверстиями в выгорающих горизонтальных швах кладки для прохода газов коксования, распорньт1И перемычками. Вся кладка нагревательно го элемента известной печи выполнена из штучного фасонного киртшча 2. Недостатками кладки из щтучного кирпича являются больщие трудозатраты, длительность изготовления нагревательного элемента, дороговизна штучного фасонного кирпича, низкая производительность труда каменщика-огнеупорщика при изготовлении нагревательного элемента, а также высокие энеретические затраты для создания необходимого разрежения в канале нагревательного элемента. Это происходит за счет больщого количества швов стен камеры, вьшолненных из штучного кирпича и создающих в местах UIBOB шероховатость. Кроме того, наличие шероховатостей создает дополнительные условия для агрессивного воздействия серы швы на саму кладку, что эначитегпэно уменьшает срок службы нагрееате,Р1ЬНого элемента. То, что отверстия для пр эхода газов коксования выполнены в горизонтальных швах кладки, является также недостатком, так как при засыпке коксовой мелочью происходит их засорение. Цель иарбретения - повышение производительности труда при строительстве печи уменьшение энергетических затрат и увеличение срока службы нагревательного элемента. Поставленная цель достигается тем, ЧТС1 нагревательный элемент печи открытого типа, выполненный в виде сборного объемного блока с отдушинами по торцам для прохода продуктов горения, каналами на боковых стенах для прохода газов коксования внутрь нагревательного элемента и распорными перемычками, выпол из бетонных блоков, армированных жаропрочной сталью, а каналы вьшолнены конусными, расположены под углом2О22° к вертикали и направлены выходным отверстиями вниз. На фиг. I изображен нагревательный элемент обжиговой печи, общий вид; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. I. Нагревательный элемент камеры обжиговой печи выполнен из бетонного блока I, внутри которого имеются каналы 2 по которым проходят продукты сгорания, перегородки 3, по которым поток нагретых продуктов горения оформляется, вход ные 4 и выходные 5 отверстия для входа и выхода продуктов горения, В боковых поверхностях нагревательного эл лента имеются конусные каналы б, расположенные под углом 2О-22°к вертикальной плоскости, служащие для прохода газов коксования, сжигания их внутри нагрева- 45 тельного элемента и расположенньге выходными отверстиями вниз. Для уплотнения швов в горизонтальной плоскости предусмотрено соединение 7 типа шиппаз. Кроме того, для создания дополнительной жесткости между боковыми поверулостями нагревательного элемента предусмотрены распорные перемычки 8, раскрепляющие боковые поверхности на- гре.ательного элементаи изготовленные срвместно с блоками этого эп&леата, В нагревательном элементе имеются отдушины 9, в которые устанавливаются го- релк:и. 79 64 Для муфельного обжига электродной продукции необходимо зажечь горелк1г, устновленные- в отдушинах 9. Продукты сгорания природного газа, следуя по каналам 2, соприкасаются с боковыми поверхностями нагревательного элемента и передают через его стенки тепло электродной продукцш, загруженной в камеры, Под воздействием вентиляторов газы протягиваются через весь нагревательный элемант, отдавая тепло стенкам, после чего выбрасываются через выходное отверстие 5 и поступают Б другой нагревательный элемент через входные отверстия 4. Отдавая тепло; и охлаждаясь при этом, газ выбрасывается в атмосферу. Направленное движение продуктов горения по каналам 2 формируется при помощи перегородок 3 в результате чего получается циркуляционное движение газового потока. Таким образом, нагретая через стенку нагревательного элемента электродная продукция разогревается до температуРы коксования материала, в результате чего образуются газы, которые удал жются через наклонные боковые конусные каналы нагревательного элемента в полость нагревательного элемента, где и сгорают. Для предотвращения попадания теплоизоляционной коксовой мелочи в полость каналов 2 через боковые конусные каналы 6, последние расположены под углом 2О-22 к боковой поверхности нагревательного элемента и направлены выходными отверстиями вниз. Соединение 7 между блоками выполнено типа шип-паз. В боковых поверхностях нагревательного элемента, в блоках, предусмотрены жесткие распорные перемычки 8, предотвращающие сближение боковых поверхностей, которые под действием температуры, массы загруженной электродной продукции и теплоизоляционной коксовой мелочи стремятся сблизиться, уменьшая при этом каналы нагревательного элемента вплоть до соприкосновения боковых поверхностей, что недопустимо. Исполнение блоков армированных сеткой из жаропрочной стали позволяет увеличить срок службы элемента. Вьшолнение конусных каналов для прохода газов под углом 2О-2 2 обеспечивает выход тучих веществ из нагреваемой электродной продукции, сжигание их в топочном пространстве. Расположение каналов отверстиями вниз исключает возможность Попадания коксовой мелочи через отвпрстия в полость каналов нагревательного элемента, то есть они не засоряютя. Исполнение нагревательных элементов в виде блоков позволяет уже при изготовле нии блоков формировать перегородки для направления газового потока, входные и выходные отверстия и распорные перемыч ки одновременно и совместно с блоками. При блочной кладке значительно снижается шероховатость внутренней поверхности элемента, которая имеет место при кирпичной кладке из-за большого количества швов. Снижение шероховатости позволяет снизить расход электроэнергии за счет снижения мощности вытяжных устройств. Увеличивается скорость поступлйшя газового потока, и , следовательно, уменьшается перепад температур в камере печи, что влияет на качество обжига электродной продукции, Кладка обжиговой печи из блоков позволяет сократить срок - жительства обжиговой печи в 3-4 раза, увеличить срок службы в 1,5-2 раза и производительность труда в 2-3 раза, снизить стоимость материала на 30% (изготовление печи из блоков дешевле, чем изготовление такой же печи из штучного фасонного 7 66 кирпича), заменить ручной труд механиз1Грованным. Формула изобретения Нагревательный элемент обжиговой ечи открытого типа, выполненный в виде сборного объет«1ного блока с отдушинами по торцам для прохода продуктов горения, каналами на боковых стенах для прохода газов коксования внутрь нагревательного элемента и распорньпли перемычками, отличающийся тем, что, с целью повышения производительности труда при строительстве печи, увеличения срока службы и уменьшения энергетических затрат при эксплуатации, он выполнен из бетонных блоков, армированных жаропрочной сталью, а каналы выполнены конусными, расположены под углом 2О-2 2 ® к вертикали и направлены выходными отверстиями вниз. Источники информации, принятые во внимание при экспертизе 1.Вельский В. И., Сергеев Б. В Промышленный печи, М., Стройиздат, 1962, с. 104. 2.Проспект фирмы iRe-idhoimmer Undusir eden BRD,8500,мйгпЬег, SchBeHweg,45.
s
Б-б
.LA.
Фигд
U2.2
