1
Изобретение относится к способам кладки кирпичной футеровки различных тепловых агрегатов: обжиговых, нагревательных, плавильных, ретортных и других печей, сушил, теплообменников и может быть использовано в нефтяной, газовой, коксохимической, химической промышленности, а также в промышленности строительных материалов.
Известен способ кладки кирпичной футеровки тепловых агрегатов, включающий заполнение швов между кирпи ами связывающим материалом, в качестве которого используют хромомагнезитовый порошок, пропитанный , 10-15%-ным водным раствором ортофосфорной кислоты 1 ..,
Наиболее близким к изобретению по технической суишости и достигаемому результату является способ кладки футеровки, включающий заполнение горизонтальных швов между кирпичами оксидным связующим, в качестве которого используют смесь магнезитового порошка и чистых окислов железа, с последующим ошлакованием кирпичной кладки расплавленными окислами железа 2.
Недостатком известных способов является низкая газоплотность и термомеханичёская ус тойчивость, так как в процессе эксплуатащш теплового агрегата происходат спекание связывающего материала с кирпичами и образование монолитной кладки. В условиях Постоянной температуры, образовавшаяся в процессе работы монолитная кладка не испытывает термических напряжений, ведущих .к ее разрушению.
to
Однако данные способь неприемлемы для кладки футеровки тегшовых агрегатов, режим работы которых носит циклический . В результате Щ1клической работы тепловых агрегатов их футеровка испытывает периоди15ческие резкие перепады температур которые в случае применения известных способов кладки вызовут возникновение трещин в кладке, так как магнезитовый кирпич обладает большим козффициентом линейного рас20ширения (до 15-10 1/град) и при перепадах температуры в монолитной кладке испытывает некомпенсированные термические напряжения. 3 9 Цель изобретения - повышение термомеханической устойчивости н газоплотности футеровки, работающей в условиях перепадов температур. Поставленная цель достигается тем, что, согласно способу кладки кирпичной футеровки теплового агрегата, включающем заполне ние горизонтальных швов между кирпичами оксидным связующим материалом, горизонтальные щвы предварительно покрывают гидрофобизирующим веществом, а в качестве оксидного связующего использ)тот материалы, температура плавления которых на 10-50°С. ниже температуры, возникающей при службе теплового агрегата на линии, соединяющей кирпичи. В качестве гидрофобизирующего вещества используют эмульсию коллоидного гра фита в триметилхлорсилане или в этилсилика те в соотношении 1:3-: Использование для горизонтальных швов в качестве связзаощего оксидных материалов, температура йлавления которых на 10-50° С ниже температуры, возникающей при службе теплового агрегата на линии, соединяющей кирпич, позволяет к началу эксплуатации Teruio-25 ным
вого агрегата получить в горизонтальных швах расплав, который при эксплуатации препятствует перетоку газа через кирпичную футеровку в рабочую камеру теплового агрегата, обеспечивая необходимую газо1шотность. Для того, . чтобы расплав не впитывался в кирпичную футеровку и не вступал с ней в химическое взаимодействие, горизонтальные швы предварительно покрывают гидрофобизирующим веществом, например эмульсией коллоидного графита втриметилхлорсилане или в этилсиликате.
Оксидные материалы берут с температурой на 10-50° С ниже температуры, возникающей при службе теплового агрегата на линии, соединяющей кирпичи, по следующим причинам: предел на 10° С ниже обоснован необходимостью полного перехода оксидного материа-. ла в расплав к началу эксплуатации теплового агрегата.
Предел- на 50 °С ниже обоснован тем, что При температуре выше этого предела наступают нежелательные изменения физико-химических свойств перегретого расплава, повышение его текучести, химическое взаимодействие с материалом кирпичной футеровки, что может привести к проникновению расплава в кладку, а также к ее коррозии. Кроме того, оксидные материалы, расплавляясь, обеспетевают независимое перемещение элементов кладки относительно друг друга, что, в свою очередь, повышает термомеханическую устойчивость кладки, т.е. способность кладки выдерживать в процес се :jKcmiyaiauH резкие перепады температур.
перегретого расплава: уменьшение вязкости расплава, повыщение его текучести, химическое взаимодействие с материалом кирпичной футеровки, приводящим к проникновению расплава в кладку, а также к ее коррозии, а, следовательно, образованию механических повреждений кладки, в частности трещин.
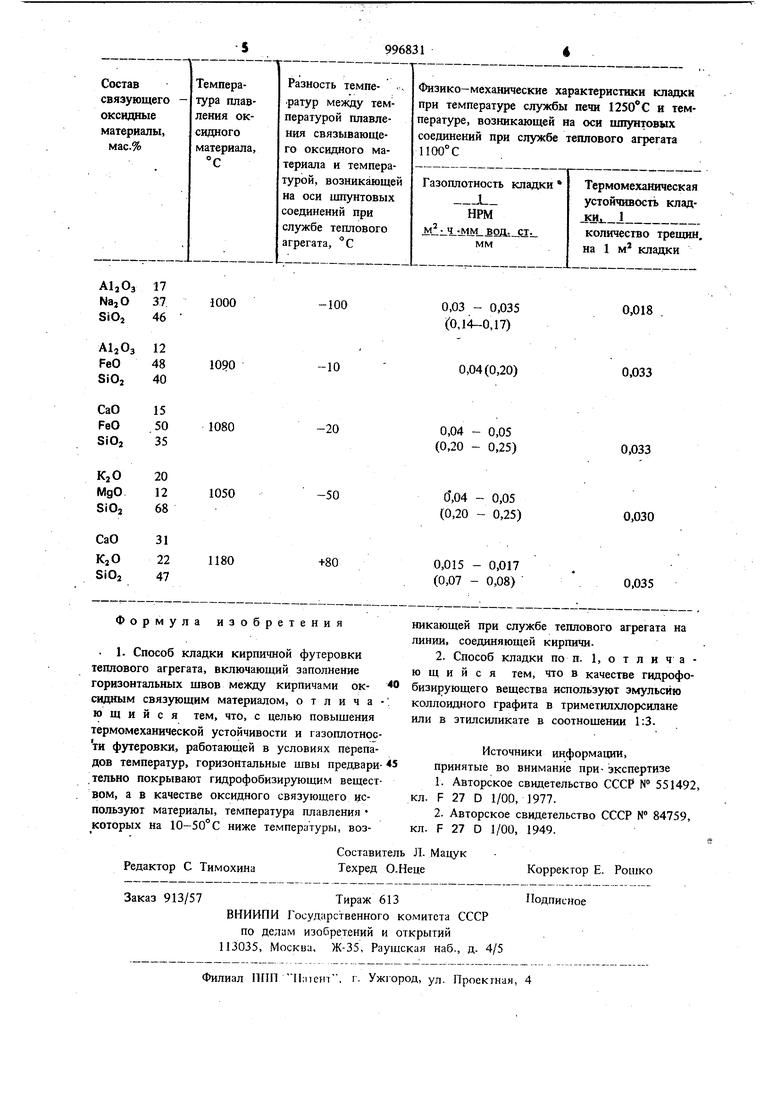
При снижении разности температур между температурой плавления связующего оксидного материала и температурой, возникающей на оси шпунтовых соединений при службе теплового агрегата меньше, чем 10° С, а именно + 80° С, наблюдается снижение газоплотности кладки вследствие того, что оксидный материал к началу эксплуатации не успевает полностью расплавиться и обеспечить необходимый гидрозатвор.
Термомеханическая устойчивость кладки при температуре службы коксовой печи по данному способу увеличивается в 1,3 раза по сравнению с базовым.
Использование данного способа кладки футеровки тепловых агрегатов обеспечивает следующие преимущества: повышение газоплотности кладки; повышение термомеханической устойчивости кладки; расширение ассортимента применяемых для кладки кирпичей по химико-минералогическому составу за счет возможности использования материала с высоким коэффициентом термического линейного расщирения (до 1/град); увеличение выхода качественной продукции за счет уменьшения окислительных процессов, приводящих к выгоранию получаемого продукта. вызывающих в кладке сильно термические напряжения. Пример. Осуществляют кладку разделительной стенки камеры коксования коксовой печи. Для кладки используют шпунтовые магнезитовые кирпичи с коэффищ1ентом термического расширения 15-10 1/град. Поверхность пазов и гребней шпунтовых кирпичей в горизонтальных швах предварительно покрывается гидрофобизирующим веществом, например эмульсией коллоидного графита в триметилхлорсилане в соотношении 1:3. После этого горизонтальные швы заполнялись связующим оксидным материалом, составы которого представлены в таблице. Как видно из таблиды, при увеличении разности температур между температурой плавления связующего оксидного материала и температурой, возникающей на оси щпуитовых соединений при, службе теплового агрегаболее чем 50° С, а именно - 100°С, значительно снижается значение термомеханической устойчивости кладки, что ведет к нежелательизменениям физико-химических свойств
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кладки кирпичной футеровки теплового агрегата из магнезитового кирпича | 1980 |
|
SU966475A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МАЛЫХ СВОДОВ ЭЛЕКТРОПЕЧЕЙ | 2002 |
|
RU2242688C2 |
| Футеровка отражательной печи для плавки алюминия и его сплавов | 1981 |
|
SU953403A1 |
| Огнеупорный раствор | 1980 |
|
SU897758A1 |
| Огнеупорный раствор | 1981 |
|
SU986900A1 |
| Огнеупорный раствор | 1981 |
|
SU1039916A1 |
| Огнеупорная масса | 1982 |
|
SU1028645A1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| Свод промышленной печи | 1981 |
|
SU1009166A1 |
| Футеровка ванны сталеплавильной дуговой печи | 1991 |
|
SU1836617A3 |
