Предлагается способ автоматической дуговой сварки под слоем флюса листов, в частности, высоколегированно-й стали и цветных металлов (алюминий, медь, бронза и т. д.).
Согласно изобретению, сварку производят угольным электродом без подачи присадочного металла в зону дуги.
Предлагаемый способ позволяет производить сварку тонких листов, что трудно достижимо при пользовании металлическим электродом. Качество сварки получается весьма высоким, так как флюс защищает к легирует расплавленный металл. Способ позволяет получить высокую скорость сварки по сравнению с шовной сваркой по методу сопротивления. Сварочная аппаратура, потребная для осуществления предлагаемого способа, и Зправление процессом сварки - более просты, чем при обычной сварке под слоем флюса.
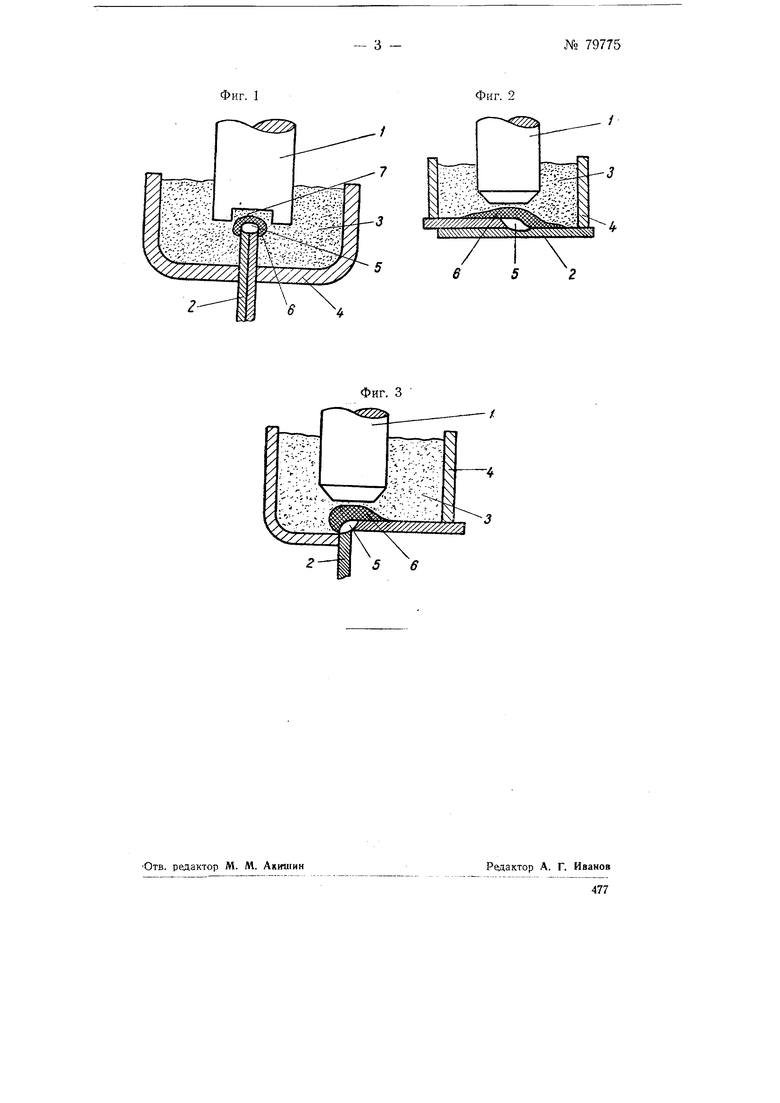
На фиг. 1-3 изображено (в разрезе) взаимное положение электрода и свариваемых листов при осуществлении различных видов соединений сваркою по предлагаемому способу. На фиг. 1 показана сзарка - яистов с отбортованными кромками.
От источника тока (сварочного умформера постоянного тока или аппарата переменного тока) подается напряжение на угольный электрод У и свариваемую деталь 2. Место сварки, окруженное флюсоудерживающим приспособлением 4, засыпается слоем флюса 3. Доводя электрод до соприкосновения с деталью, возбуждают дугз, которая горит под слоем флюса. По возникновении дуги дают относительное перемещение электрода и детали с постоянной скоростью для выбранной силы тока. За счет тепла, выделяемого при горении дуги, происходит расплавление кромок свариваемого изделия и образование сварочного шва 3.
Расплавленный флюс образует слой шлака 6, закрывающий металлическую ванну, чем создается надежная защита от окисления и нитрации кислородом и азотом воздуха.
При таком способе сварки металл шва 5 получает плотное строение и высокие механические показатели, внешний вид сварочного шва имеет плавные очертания.
Дуга под слоем флюса горит устойчиво и для поддержания устойчивого горения дуги не требуется
475
дополнительных устройств в виде стабилизаторов-соленоидов, отпадает необходимость введения в дугу бумажных шнуров для защиты расплавленного металла от действия кислорода воздуха.
Электродом служат угольные или графитовые стержни круглого сечения, специально приготовленные, без фитиля, или же вырезанные из отходов электродов плавильных электропечей (в последнем случае электроды могут быть прямоугольного сечения).
Перед сваркой необходимо заправить электрод так, чтобы стык листов (П рИХодился в углу(бление 7, ,проделан«ое в электроде.
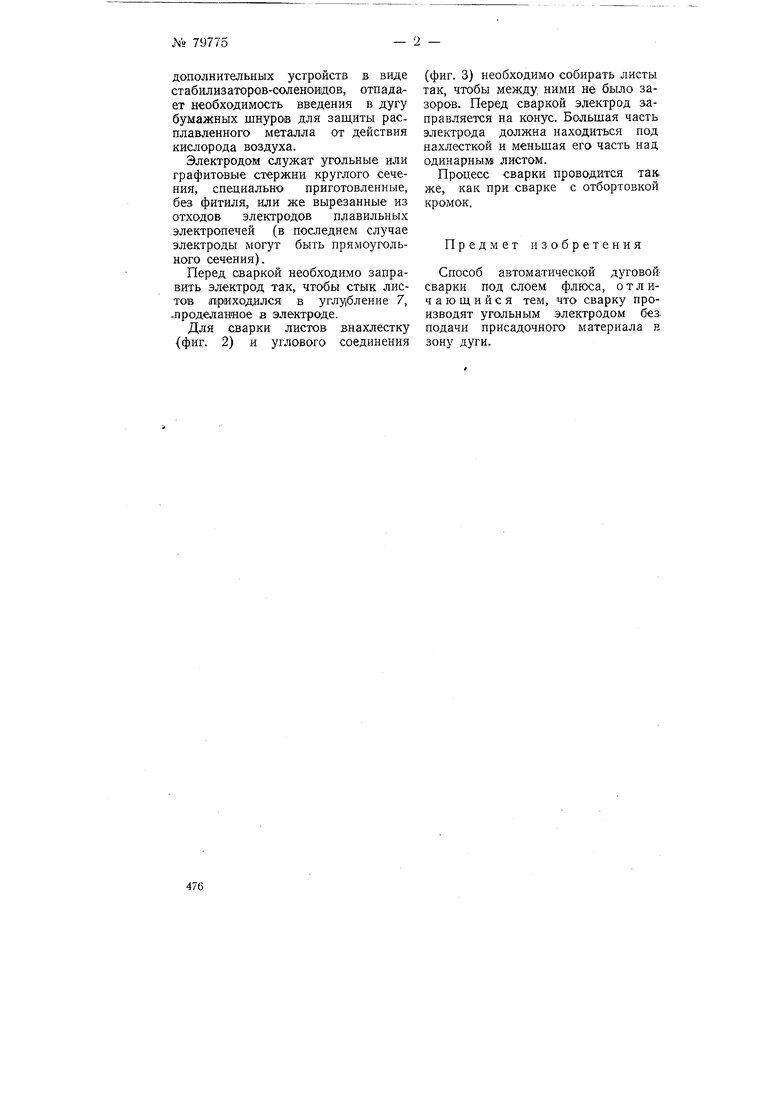
Для сварки листов внахлестку (фиг. 2) и углового соединения
(фиг. 3) необходимо собирать листы так, чтобы между, ними не было зазоров. Перед сваркой электрод заправляется на конус. Большая часть электрода должна находиться под нахлесткой и меньшая его часть над одинарным листом.
Процесс сварки проводится так. же, как при сварке с отбортовкой кромок.
Предмет изобретения
Способ автоматической дуговойсварки под слоем флюса, отличающийся тем, что сварку производят угольным электродом без. подачи присадочного материала в зону дуги.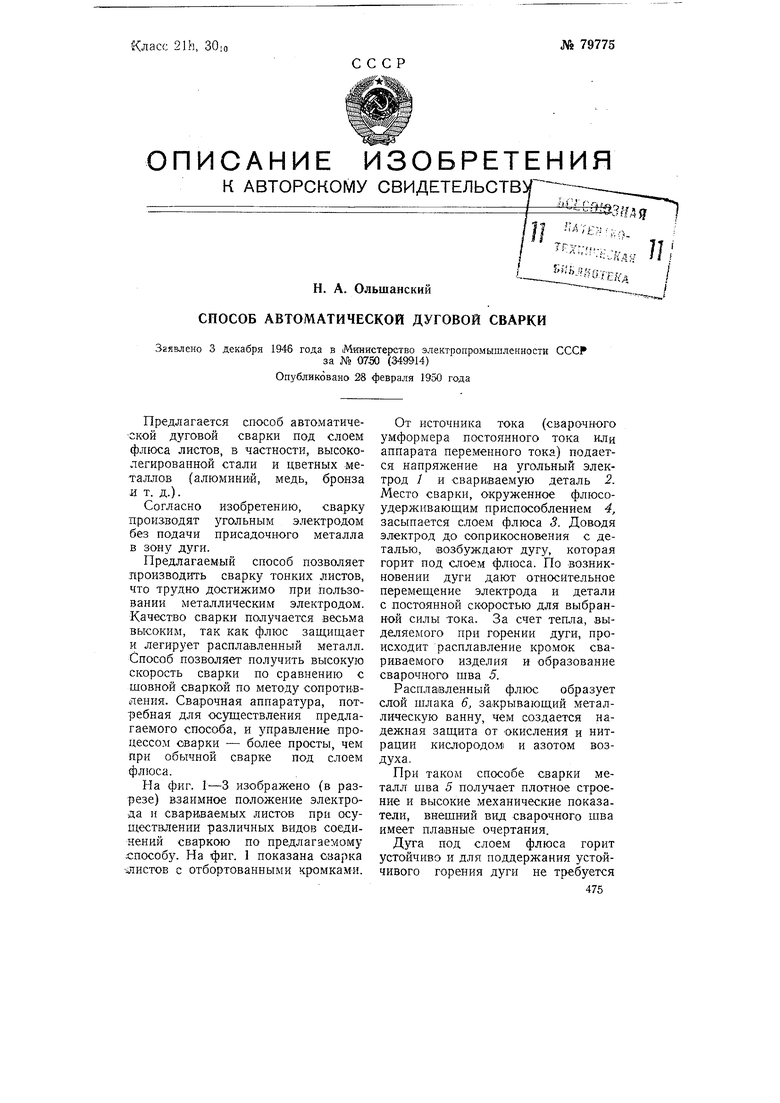
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки металлов вольтовой дугой | 1944 |
|
SU73040A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ дуговой сварки металлов неплавящимся электродом | 1960 |
|
SU139383A1 |
| Способ дуговой сварки электрозаклепками | 1981 |
|
SU979053A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |