Фиг.11
Изобретение относится к способам одпосторонней автоматической сварки под флюсом с обратным формированием шва и может быть применено в судостроении, хи- мическом, нефтяном, транспортном, энер- гетмческом машиностроении при изготовлении сварных листовых и корпусных металлоконструкций.
Цель изобретения - снижение трудоем кости изготовления полотнищ и повышение качества еиарних швов при односторонней
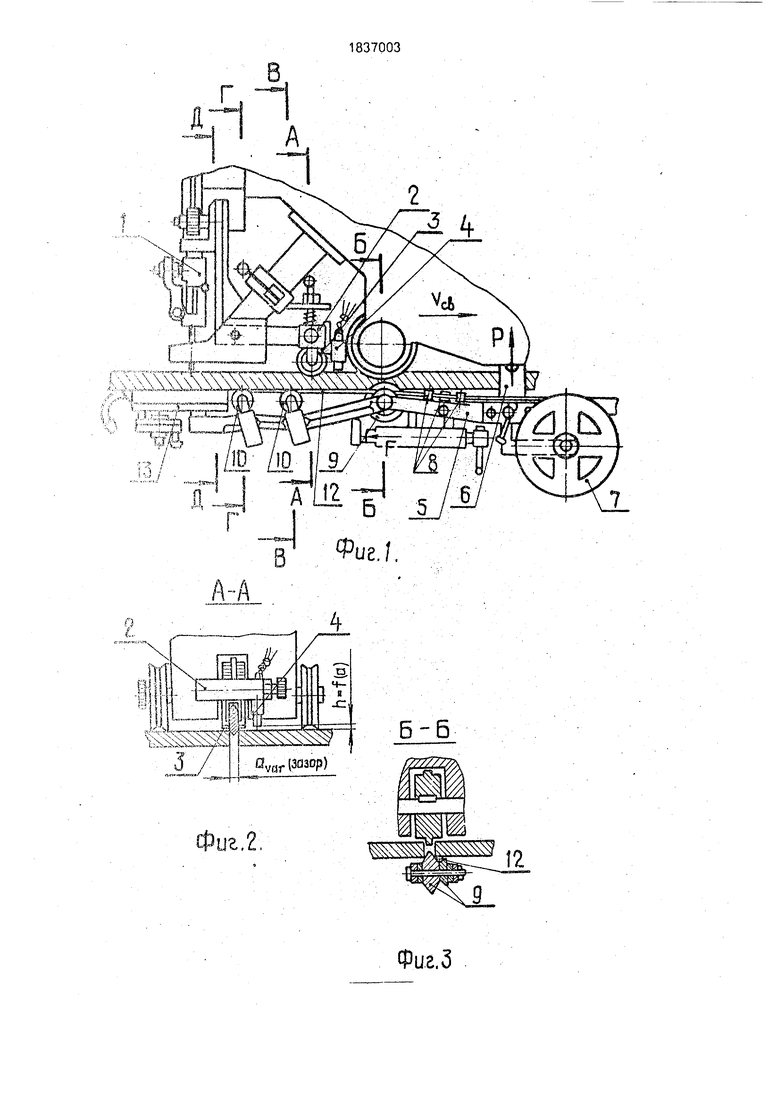
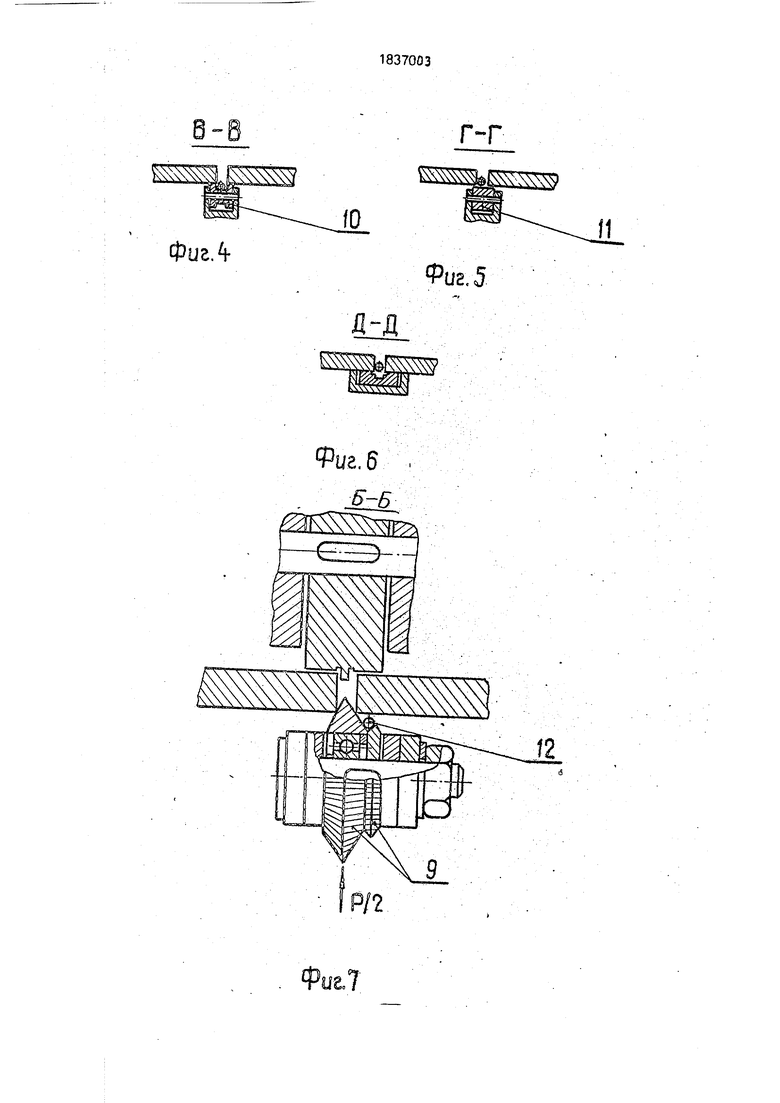
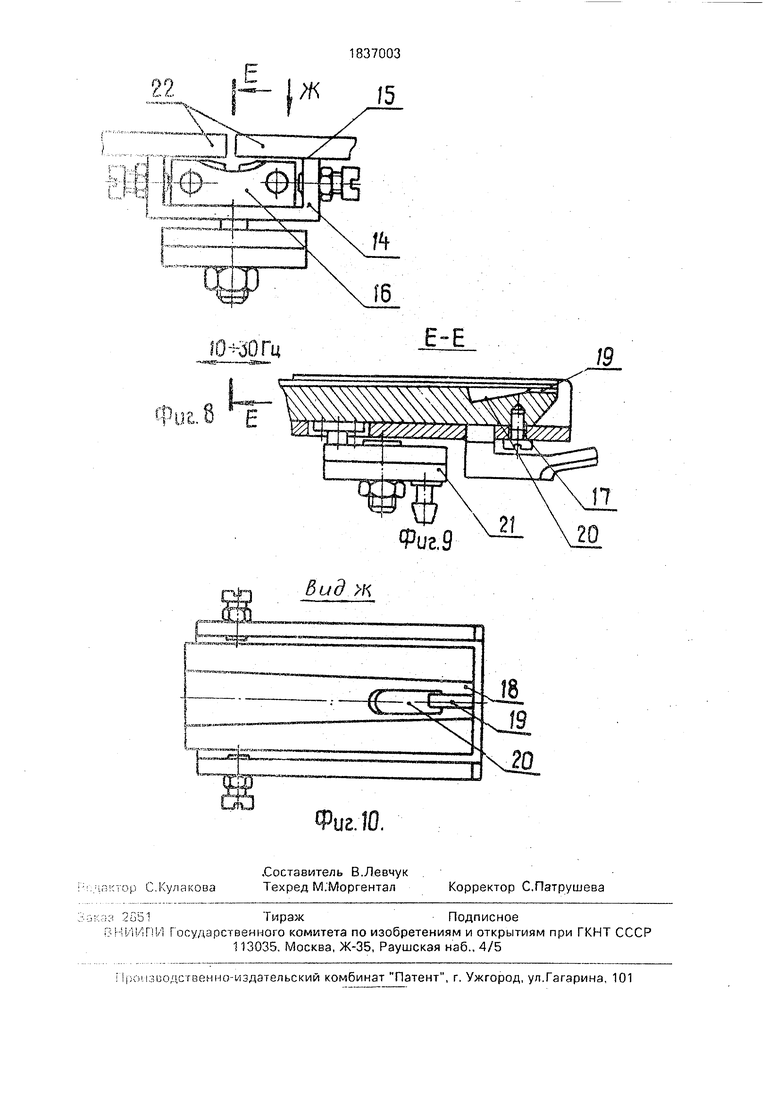
На фиг. 1 изображено устройство для осуществления- предлагаемого способа сварки; из фиг, 2 и 3 - соответственно сече- имя А-А и Б-Б на фиг. 1; на фиг. 4-6 - соответственно сечения В В, Г-Г, Д-Д на фиг. 1; на фиг. 7 - сечение Б-Б в увеличенном виде, поясняющем работу подающих блок-роликов; на фиг. 8-10 - соответствен- но конструкция формирующего услройства с ползуном, продольное осевое сечение формирующего устройства Е-Е и вид Ж на фиг.-8; на фиг. 11 - устройство для сварки.
В электродной части сварочного ампа- рзтз мундштук 1, связанный с мехамиче- с к и м к о п и р о м 2 с п о д п р у ж л ч е и н ы м коническим роликом 3, жестко с; с индукционным сенсором 4. Подвсч и, 5, свя- зонния со сварочным аппаратом плоской тягой (ножом) 6, обеспечивает удержание ч поджатие формирующего устройства к стыку в месте сварки. На подвеске размещены кассета 7 с присадочной пооволокой, правильный механизм 8, следящеподаю- щи и блок роликов 9 (см. фиг. 7) с накаткой рабочих поверхностей, подпружиненный направляющий 10 и заводящий 11 присадочную проволоку 12 в зазор, ролики.
Формирующее устройство 13 имеет корпус 14 (см. фиг. 8, 9, 10) с опорными поверхностями 15, параллельными и расположениыми выше формирующей поверхности ползуна 16. Головная часть ползуна соединена с корпусом шарниром 17, .а формирующая часть имеет возможность поперечного, регулируемого винтами, перемещения. В передней части формирующей канавки 18 имеется паз 19, для разме- щения присадочной проволоки под стыком при малых зазорах, в стыке, и углубление 20 - накопитель флюса и шлака, с наклонной в сторону хвостовой части ползуна поверхностью. Хвостовая часть ползуна жестко свя- зана с пневматическим вибратором 21, создающим поперечные колебания ползуна 16 в корпусе 14. Хвостовой торец ползуна выведен за предельгкорпусэ формирующего устройства.
На фиг. 11 показана схема процесса односторонней сварки под флюсом по предлагаемому способу.
Устройство работает следующим образом.
Во время сварки, промывающийся в переменный зазор между свариваемыми листами 22, флюс, по наклонной поверхности накопителя флюса и шлака 20, попадает в плавильное пространство сварочной дуги, подпитывая шлаком защитную шлаковую прослойку между дугой и ползуном и формирующую канавку ползуна, по мере накопления и вытеснения шпака дугой из накопителя. Сварка в э,. случае ведется по увеличенному шлаковому подслою 23. Стабилизация заполнения зазора расплавленным металлом и глубины проплавленмя стыкуемых кромок производится за счет автоматической корректировки скорости сварки и пульсирующей дуги с двумя энергетическими уровнями, причем скорость сварки и частота сварочного тока изме- н я о г -; я обра т но-пропорционально сбо,.:.. зазору в стыке.
При движении трактора по переменному зазору изменяется величина погружения в зазор конического подпружиненного ролика 3 механического копира 2 и расстояния от среза датчика 4 до поверхности свариваемых листов, т.е. h f(a) (см. фиг. 2). Сигнал датчика, через делитель напряжения подается в блок управления тиристорным приводом перемещения тележки и, через преобразователь напряжение-частота, в схему тиристорного источника питания сварочной дуги, :
Улучшение формирования обратной стороны шва при максимальных зазорах в стыке (6-10): мм, связанных со слишком бол.ьшим поступлением флюса на ползун, производится в предполагаемом изобретении следующим образом. Перед сваркой в режиме технологической наладки конец присадочной проволоки 12 из кассеты 7, через правильные ролики 8, блок-ролики 9, подпружиненные направляющий 10 и заводящий 11 ролики подаются в головной паз 19 ползуна до начала накопителя 20. После этого производится поджатие подвески к свариваемым листам с усилием Р.
Поджатие формирующего устройства к стыку производится пружинно-винтовым устройством с усилием F. В зависимости от величины зазора в стыке подающий присадочную проволоку блок-ролик то ли прижимает ее к полотнищу, то ли нет. Конструктивные размеры блок-роликов выбираются таким образом, что при зазоре в стыке 6-10 мм обеспечивается надежное
прижатие проволоки к полотнищу и подача ее |в зазор со скоростью (-Уев). Присадка ограничивает поступление флюса на ползун и оказывает благоприятное влияние на фор- миэование одностороннего шва (диаметр присадочной проволоки составляет 3-4 мм, грануляция сварочного флюса 0,5-4 мм). В зависимости от величины максимальных зазоров в стыке и толщины свариваемого металла возможно применение симметричного блЬк-ролика для подачи двух присадочных пррволок в зазор со сторон обоих полот- .
I В качестве присадки возможно приме- не,ние порошковой проволоки, содержащей легирующие и поверхностно-активные хи- ми|ческие элементы позволяющие дополнительно воздействовать на металлургию процесса сварки и формирование обратно- го валика шва
I При малых зазорах в стыке проволока вЦтесняется из сборочно-сварочного зазора, утапливает подпружиненные направля- Ю1|ций и заводящий ролик и залегает в пазу 191 ползуна, перемещаясь совместно с фор- мирующим устройством со скоростью сварки и не влияя на ее ход.
; Характерным для процесса односторонне сварки на движущемся ползуне является зашлаковывание формирующей канавки coj стороны головной части ползуна с обра- зс|ванием шлакового козырька 24, препятствующего поступлению флюса на ползун (а пфи сварке по увеличенному шлаковому подслою в накопитель). Активизация подачи в плавильное пространство дуги и на ползун, транспортировка шлака и расплав- лунного металла от дуги в формирующую ч4сть канавки, формирование обратного ва- в зоне кристаллизации достигается за счет поперечной вибрации ползуна.
| Место расположения пневматического вибратора 21, частота и амплитуда попереч- нфх колебаний подбирается так, что создается направленное принудительное перемещение флюса и сварочной ванны в ciopony обратную направлению сварки, в хвостовую формирующую часть ползуна.
; Амплитуда колебаний регулируется винтами (см. фиг. 8). Принудительная под- накопителя флюсом, а формирующей канавки шлаком производится с помощью вибрации ползуна 16. Причем шлаковый ко- зЫрек24, образующийся при горении дуги с низким энергетическим уровнем (дежурной) с: плавильным пространством 1, ухудшающий поступление флюса на ползун, и скапливающийся на границе плавильного пространства 1 флюс переплавляются при Переходе дуги на более высокий энергетический уровень с плавильным пространством П (основная дуга), гарантирующей полное проплавление кромок стыкуемых листов без повреждения формирующего устройства, поскольку импульс кратковременный (0,3-1,0) с, и обеспечивает периодическое восстановление процесса подачи флюса и шлака на ползун при переходе на дежурную дугу. Поступление шлака в формирующую часть ползуна приобретает периодический характер, улучшающий формирование валика одностороннего шва.
Шлаковый козырек 25, образующийся при горении основной дуги, в дальнейшем процессе сварки влияния на формирование шва не оказывает. Одновременно, применение пульсирующей дуги при односторонней сварке по переменному зазору в стыке позволяет стабилизировать проплавление кромок и формирование обратного валика шва.
Размеры накопителе выбраны таким образом, что плавильное пространство 1 дежурной дуги перекрывает наклонную площадку 20 примерно наполовину ее длины. Частота, длительность и амплитуда импульсов дежурной и основной дуг зависят от величины зазора в стыке и толщины свариваемых листов и подбираются опытным путем. Изменение скорости сварки и частоты пульсации дуги обратно-пропорционально величине зазора значительно стабилизирует тепловложение в основной металл, проплавление стыкуемых кромок, заполнение разделки электродным металлом и формирование одностороннего шва.
Канавка с цилиндрической поверхностью и линейно увеличивающимся от начала и к концу ползуна размерами способствует перемещению расплава в формирующую хвостовую часть ползуна и сосредоточению его по оси формирующей канавки, свободному прохождению ползуна вдоль формируемого обратного валмка -без образования задиров, отжимание ползуна от свариваемых листов и получение оптимальной геометрии обратной стороны шва. Зазор между нижней плоскостью свариваемых листов и верхней поверхностью ползуна, создаваемой выступающими опорными поверхностями 15 корпуса 14, обеспечивает возможность поперечных перемещений ползуна под воздействием вибратора 21 и снижает вероятность образования подрезов от вытесняемого дугой на периферию канавки и быстро затвердевающего по краям обратного валика шлака.
Длина формирующей части ползуна выбирается таким образом, чтобы температурная сепарация кристаллизующего металла
сварочной ванны (Гкр.м 1500°С) и находящегося под ним жидкого шлака (т.пл.ш 1100- 1250°С) при максимально допустимых зазорах в стыке происходила в районе заднего торцевого среза ползуна в режиме стекания с него излишков шлака. При этом длина формирующей части ползуна определяется выражением
П.ф
(7-8),
где S - толщина свариваемых листов;
Эмакс - максимально допустимая величина зазора в стыке.
Кристаллизующаяся снизу хвостовая часть вампы, при удалении из под нее излишков шлака, под действием гидростатического давления своей верхней жидкой части и вибрации, оседает на формирующую поверхность ползуна. Необходимое для защиты остывающего валика от кислорода воздуха количество шлака удерживается на его поверхности силами адгезии и поверх- постного натяжения..
Благодаря применению вибрации зона температурной сепарации металла и шлака получается достаточно широкой, что при соблюдении технологической дисциплины пр сварке исключает провалы сварочной ванны и выплески металла с ползуна на больших зазорах,
При сварке по малым и средним зазорам Б стыке формирование обратной стороны шаа происходит в средней части формирующей канавки с помощью вибрации,
Размеры обратного валика на больших зазорах отличаются несколько большей ши- р.иной (1,5-2,5) мм, так как формирование его происходит в более широкой части канавки ползуна, однако не выходят из существующих допусков.
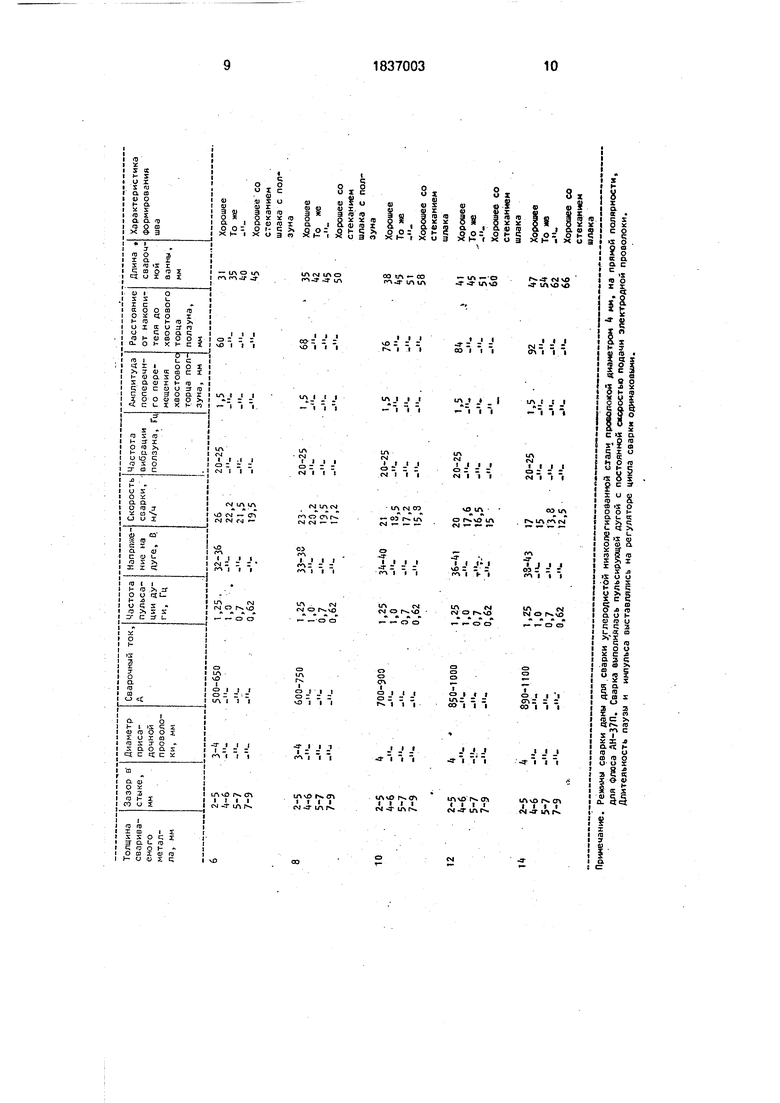
Пример выполнения односторонней сварки по переменному .зазору описанным способом приведен в таблице.
Формула изобретения
1, Способ односторонней дуговой автомагической сварки под флюсом с принудительным формированием обратной стороны шва на движущемся совместно со сварочной головкой ползуне с заполняемой флюсом формирующей канавкой, при котором под дутой создают избыток флюса, сварку выполняют пульсирующей дугой на двух
5
0
5
0 5
0
5
0
,5
0 5
энергетических уровнях, ползуну придают поперечные колебания, скорость сварки и частоту пульсации дуги выбирают обратно пропорциональными величине зазора между кромками, а длину формирующей части ползуна выбирают в 7-8 раз больше среднего арифметического величины зазора и толщины деталей, отличающийся тем, что, с целью улучшения формирования сварочного соединения при сварке листов с переменным зазором, в процессе сварки при превышении зазором максимально допустимой величины ограничивают поступление флюса на формирующую канавку ползуна путем подачи в него присадочной проволоки со стороны головной части ползуна параллельно его формующей поверхности со скоростью, равной скорости сварки, а при уменьшении величины зазора меньше допустимой величины подачу присадочной проволоки прерывают.
2. Устройство для односторонней дуговой автоматической сварки листов, содержащее сварочный аппарат, снабженный подпружиненным коническим роликом для измерения сварочного зазора и индукционным сенсором, и жестко связанный с. ним через подвеску корпус с опорными параллельными поверхностями, в котором шар- нирно с боковыми зазорами установлен ползун с наклонным углублением в головной части, переходящим в формирующую канавку, расположенную ниже опорных поверхностей корпуса, а также генератор ко- лебаний ползуна в плоскости, параллельной опорным поверхностям, соединенный с его хвостовой частью, отличающееся тем, что оно снабжено установленными на подвеске подающим блоком конических роликов с накаткой на рабочих поверхностях, один из которых расположен вдоль оси формирующей- канавки, ползуна, кассетой с присадочной проволокой, правильным механизмом, подпружиненным направляющим роликом с направляющей проточкой Р, подпружиненным роликом для заведения проволоки в зазор, соединенным с головной частью корпуса осью вращения, перпендикулярной формирующей канавке, и поверхностью качения, выступающей выше формирующей поверхности ползуна, в котором выполнен направляющий паз, размещенный вдоль оси формирующей канавки в головной части ползуна, между наклонным углублением и передним торцем.
.а„аг(зазор)
5-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней дуговой автоматической сварки под флюсом | 1989 |
|
SU1798082A1 |
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
| Способ автоматической дуговой сварки под флюсом с принудительным формированием обратной стороны шва и устройство для его осуществления | 1987 |
|
SU1581548A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ | 1990 |
|
RU2018428C1 |
| Устройство для автоматической сварки под флюсом с принудительным формированием обратной стороны шва | 1988 |
|
SU1660918A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| Способ дуговой сварки под флюсом | 1990 |
|
SU1785490A3 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
Использование - изготовление сварных листовых металлоконструкций методом од- нрсторонней дуговой автоматической сварки. Сварку производят на движущемся прлзуне с формирующей канавкой на увеличенном шлаковом подслое 23. Скорость саарки и частота пульсаций дуги зависят от зазора между свариваемыми листами 22. При сварке листов с переменным зазором при превышении зазором максимально допустимой величины в него со стороны головной части ползуна подают припадочную проволоку 12. Сварочное устройство содержит ползун с углублением 20 для накопления флюса и шлака. Перед сваркой в режиме технологической наладки проволока 12 при помощи блока роликов 9, подпружиненных направляющего 10 и заводящего 11 роликов подается в паз 19 ползуна, Размеры блок- роликов при зазоре в стыке 6-10 мм обеспечивают подачу проволоки в зазор, обратной скорости сварки. Присадка ограничивает поступление флюса на ползуне. При малых зазорах в стыке проволока вытесняется из зазора и залегает в пазу 19, перемещаясь совместно с формирующим устройством и не влияя на процесс сварки. Ползуну придают колебания вибратором 21, место положения которого, частоту и амплитуду колебаний выбирают из условий направленного перемещения флюса и сварочной ванны в хвостовую часть ползуна. Поджзтие формирующего устройства к стыку производится пружинно-винтовым устройством с усилием F. 11 ил., 2 с.п. ф-лы. .j(a) kB-var-Ј(a) и 3 П ьчясэсяА
Фие.З
ЖЖШ$Ж
10
л
Г-Г
Фиг. 5
22
Вид ж
Фиг.Ю.
Фиг. 9
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ односторонней дуговой автоматической сварки под флюсом | 1989 |
|
SU1798082A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
