При автоматической или полуавтоматической дуговой сварке с флюсовой защитой расплавленного металла в ряде случаев целесообразным является применение неплавящегося электрода. Такой процесс сварки, например, мог бы быть использован при соединении тонких листов металла при сварке бортовых, нахлесточных и других соединений без присадочного металла, при- термообработке щва и i. д.
Однако в настоящее время неплавящийся электрод при дуговой сварке с флюсовой защитой не применяется, так как в промыщленности нет таких материалов для неплавящихся электродов, которые могли бы устойчиво и продолжительное время работать в таких условиях.
Так, например, вольфрамовые электроды расходуются в больщом количестве из-за их усиленного окисления воздухом и размывания в контакте с флюсом.
Угольные (графитовые) электроды, при достаточно высокой плотности тока, также окисляются. Большой расход электродов происходит от того, что при зажигании дуги в начале каждой сварки приходится очищать концы электродов от шлака.
Для предотвращения расхода электродов и обеспечения устойчивого дугового процесса при сварке неплавящимся электродом с флюсовой защитой металлической ванночки предложено защищать неилавящийся электрод от контакта с флюсом (шлаком) специальным кожухом, а от контакта с воздухом - защитным газом, подаваемым в необходимом (весьма незначительном) количестве внутрь этого кожуха.
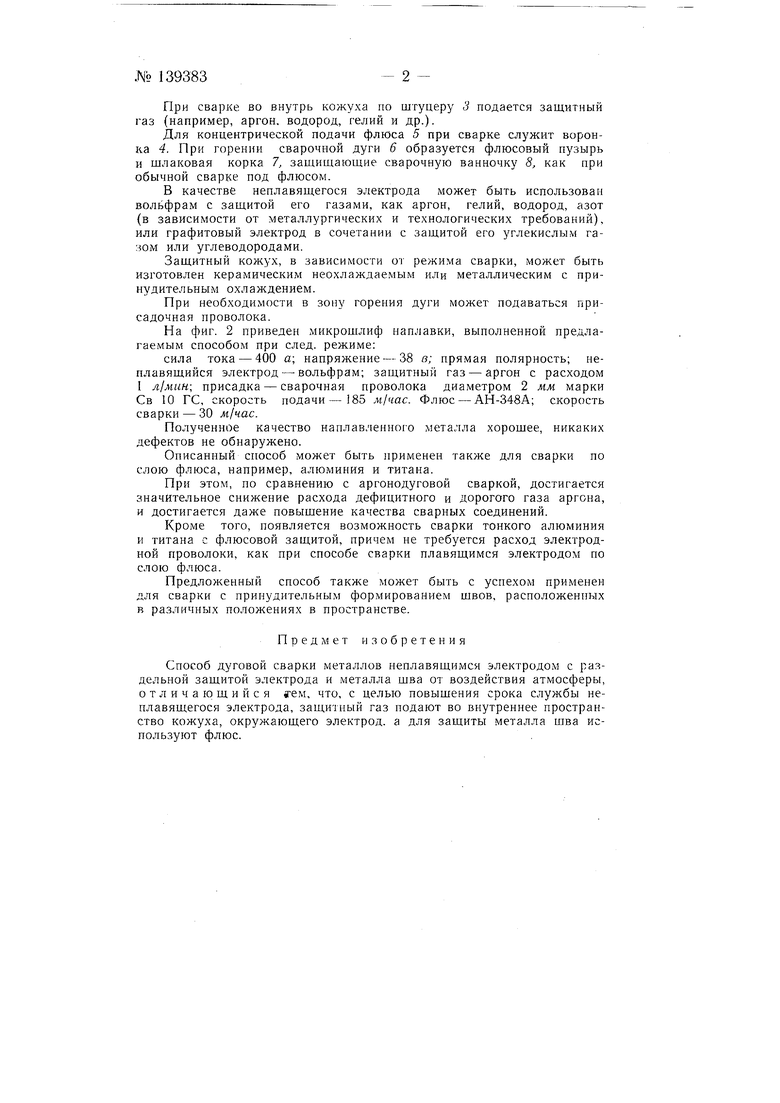
Схема предлагаемого процесса сварки показана на фиг. I.
Неплавящийся электрод помещен в защитный кожух 2, изолированный от сварочного тока.
№ 139383- 2 При сварке во внутрь кожуха по штуцеру 3 подается защитный газ (например, аргон, водород, гелий и др.).
Для концентрической подачи флюса 5 при сварке служит воронка 4. При горении сварочной дуги 6 образуется флюсовый пузырь и шлаковая корка 7, защищающие сварочную ванночку 8, как при обычной сварке под флюсом.
В качестве неплавящегося электрода может быть использован вольфрам с защитой его газами, как аргон, гелий, водород, азот (в зависимости от металлургических и технологических требований), или графитовый электрод в сочетании с защитой его углекислым га:юм или углеводородами.
Защитный кожух, в зависимости от режима сварки, может быть изготовлен керамическим неохлаждаемым или металлическим с принудительным охлаждением.
При необходимости в зону горения дуги может подаваться гфисадочная проволока.
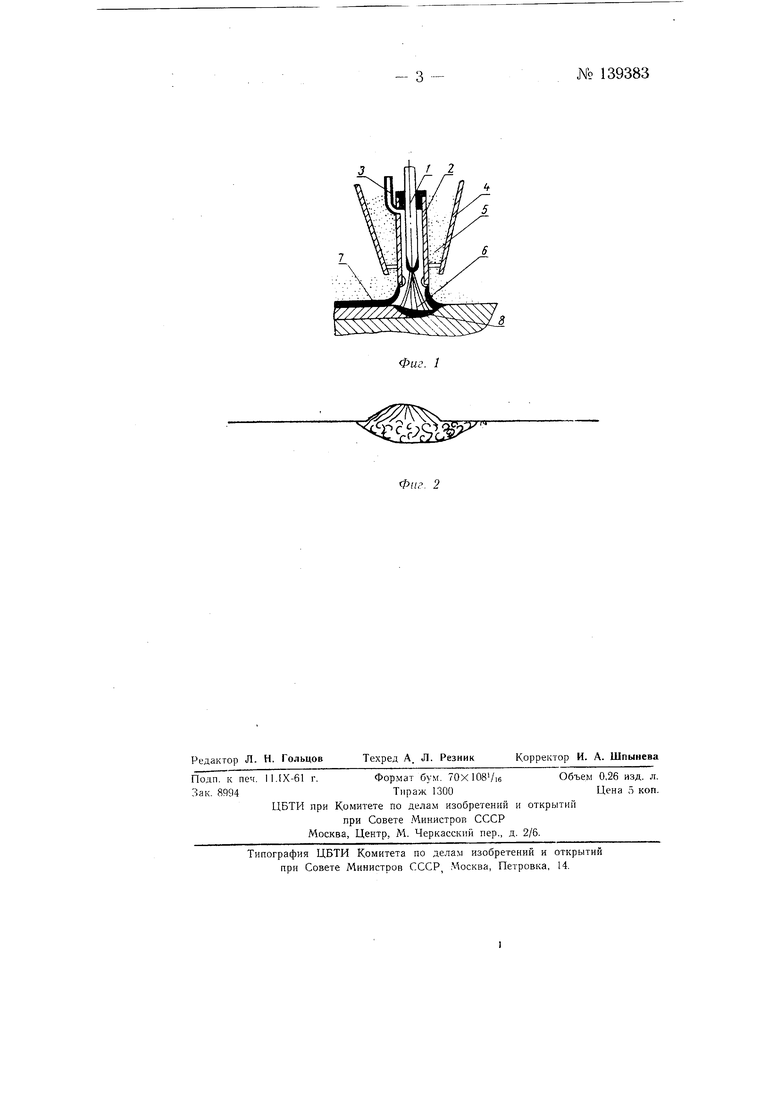
На фиг. 2 приведен микрощлиф наплавки, выполненной предлагаемым способом при след, режиме:
сила тока - 400 а; напряжение - 38 в; прямая полярность; неплавящийся электрод - вольфрам; защитный газ - аргон с расходом 1 л/мин; присадка - сварочная проволока диаметром 2 мм марки Св 10 ГС, скорость подачи-185 м/час. Флюс - АН-348А; скорость сварки - 30 м/час.
Полученное качество наплавленного металла хорощее, никаких дефектов не обнаружено.
Описанный способ может быть применен также для сварки по слою флюса, например, алюминия и титана.
При этом, по сравнению с аргонодуговой сваркой, достигается значительное снижение расхода дефицитного и дорогого газа аргона, и достигается даже повышение качества сварных соединений.
Кроме того, появляется возможность сварки тонкого алюминия и титана с флюсовой защитой, причем не требуется расход электродной проволоки, как при способе сварки плавящимся электродом по слою флюса.
Предложенный способ также может быть с успехом применен для сварки с принудительным формированием швов, расположенных в различных положениях в пространстве.
Предмет изобретения
Способ дуговой сварки металлов неплавящимся электродом с раздельной защитой электрода и металла шва от воздействия атмосферы, отличающийся «-ем, что, с целью повышения срока службы неплавящегося электрода, защитный газ подают во внутреннее пространство кожуха, окружающего электрод, а для защиты металла шва используют флюс.
/ 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки в вакууме | 1960 |
|
SU143177A1 |
| Способ односторонней автоматической сварки | 1952 |
|
SU96433A1 |
| Способ регулирования процесса дуговой сварки | 1983 |
|
SU1311886A1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1570158A1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1977 |
|
SU737155A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ С ПРИНУДИТЕЛЬНЫМ ОХЛАЖДЕНИЕМ ШВА И ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ | 2002 |
|
RU2232668C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Способ дуговой сварки в среде защитных газов | 1985 |
|
SU1349921A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
Фпг. 2
