Известные способы э/юктродуговой .чаварки трещин и других дефектов в крупных отлнвках с нрименением многослойных IHBOB из материа,ia раз;1нчного состава не обеспечивают но.тученпя н.тотной бесиористо наварки.
Описываемый способ страняет этот недостаток н заключается к TCiM, что заварку нроизнодят поочередным наложением слоен электродами из аустенитной н хромоиикельмаргаг1цевнстой ста;1н так, чтобы последний верхи11Й слой с обратной стороны сюнкн отлнвки был наварен а у сте II ит ны ми э л е кт р одам 11.
При этом способе металл И1ва приобретает новыи1енную вязкость н прочность.
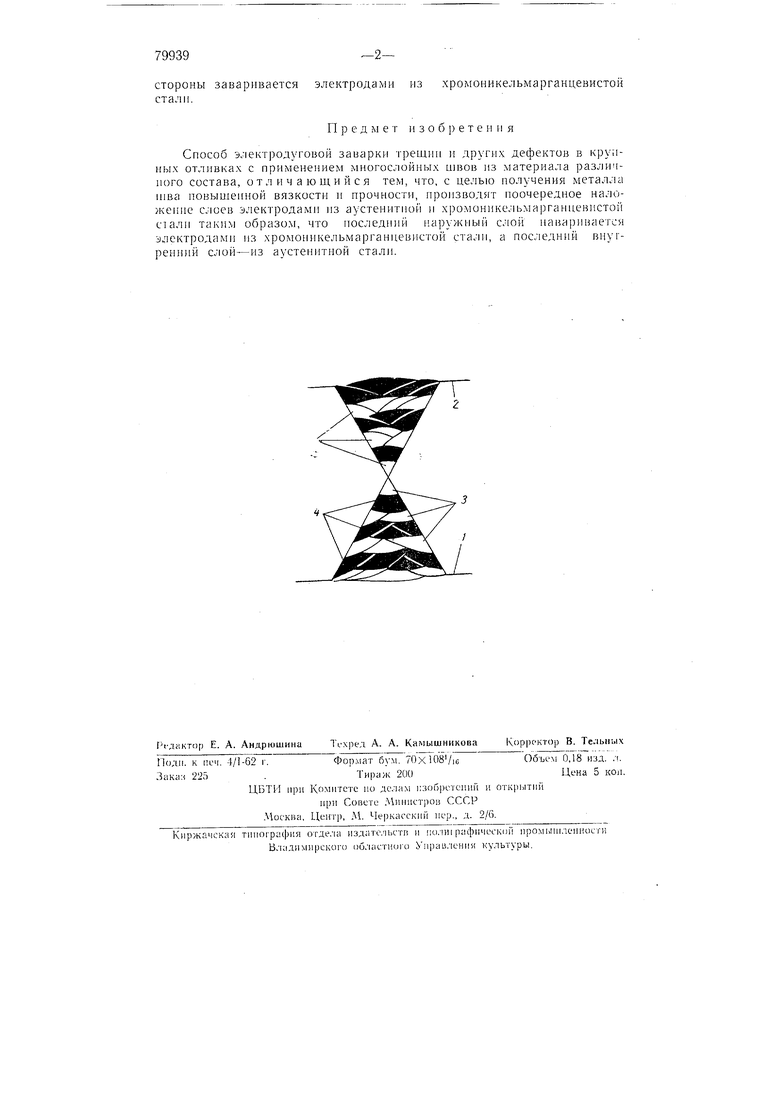
На чертеже ирнведен эскиз разделки кромки и чередоваиия слоев в 1нве нрн заварке по описываемому способу.
Дефектшле места, подлежащие заварке, должпы быть разделаны нзвестпыми способами так, чтобы поперечное сечение стенки от;1ивк1 в месте треицппз и.мело Х-образную форму.
Заварка трен1ин ироизводится с обргпной стороны / стеики путем 11ооче|К дного иа.,тоження слоев 3 электродом из аустеннтиой стали ii с.тоев 4 э лектродом нз хромоникельмар1а11певист()й ста.чи. Пос.теднщ слой с обратиой стороны / стеики отливкн /юлжен бьггь заварен электродом из аустеиитной сталн.
После наложения каждого слоя, необходимо ти1ательно производить его очистку до полного удалеиия щлаковых включеиий, окалипы и брызг. Пос.ме окоичательио заварки обратной сторопы стенки отливки ироизводнтся допо, пительная обработка трещины с наружной стороны 2 стенки до встречи с ианлавлениым метал.чом обратной стороиы, а saTCNr --зава 1ка тренип1Ы с наружной стороиы. Последний сло с наружной
79939-2-
стороны заваривается электродами из хромоникельмарганцевистой стали.
Предмет и з о б р е т е и и я
Способ электродуговой заварки трещии и других дефектов в крупных отливках с примеиеиием многослойиых из материала различиого состава, отличающийся тем, что, с целью получения металла иша иовышеиной вязкости и прочности, производят поочередное наложение слоев электродами из аустеиитиой и х|)омонике;1ьмарганцевистой стали таким образом, что иоследиий наружный слой иаваривается электродами из хромоникельмарганпевистой сталн, а пос.педннй внутренний аустенитиой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Состав электродного покрытия | 1989 |
|
SU1673354A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНА (ОПРАВКИ) ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2262998C1 |
| Способ устранения дефектов на поверхности закаленных деталей | 1986 |
|
SU1373509A1 |
| Способ широкослойной наплавки | 1978 |
|
SU747035A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО НА ИЗДЕЛИЕ ПОКРЫТИЯ | 1998 |
|
RU2133652C1 |
| СПОСОБ НАПЛАВКИ ТРУЩИХСЯ И УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ИЗНОСОСТОЙКИМИ МАТЕРИАЛАМИ | 1996 |
|
RU2089361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2248853C2 |
