1
Изобретение относится к технологии получения покрытий из порошковых полимерных материгшов и может найти применение на предприятиях, использующих указанные покрытия для защиты изделий промыаленного и бытового назначений.
Известен способ получения покрытий, в которых оплавление порошка полимера производят в нагретой жидкой среде, в качестве которой рекомендуетсй использовать, например, высококипящие органические и кремнийорганические теплоносители силиконовые масла, трансформаторное масло .
Высококипящие органические и кремнийорганические теплоносители облгщают рядом недостатков, в том числе относительно невыс:окой теплопроводностью, что не позволяет существенно сократить продолжительнос формирования покрытия.
Наиболее близким из известных является способ получения покрытий, заключающийся в том, что на изделие наносят порошкообразный фторопласт, который оплавляют погружением изделий в жидкометалпический теплоноситель 2.
Из известных жидких теплоносителей жидкометаллические обладают наилучшими теплофизическими показателями. Продолжительность оплавления полимера в них минимгшьна и может составлять несколько секунд.
Однако применение их имеет ряд недостатков. Капли металла остаются на поверхности покрытия после его
0 извлечения из ванны с теплоносителем и, затвердевая, образуют трудноудалимь1е наросты, резко ухудшающие внешний вид покрытия и его диэлектрические показатели. Многие металлы,
5 используемые в качестве теплоносителей, в расплавленном состоянии легко окисляются кислородом воздуха, образуя слой твердых окислов, плавающих на поверхности расплава и
0 легко налипающих на поверхность покрытия, что вызывает необходимость постоянного удаления их с поверхности расплава, а также приводит к значительным потерям теплоносителя.
5
Целью изобретения является повышение качества покрытий.
Поставленная цель достигается тем, что в известном способе получения покрытий путем нанесения на из0делие порошкообразного полимера с последующим погружением его в жидкометаллический теплоноситель, на поверхность теплоносителя перед погружением изделия наносят слой кремнийорганической жидкости или минерального масла толщиной 3-5 мм.
Роль изолирующей жидкости состоит Б предохранении поверхности жидкометаллического теплоносителя от окисления и образований на поверхности покрытия тонкой антиадгезивной пленки, препятствующей налипанию капель металла.-После завершения формирования покрытия пленка изолирующей Ж1ОДКОСТИ легко удаляется с повер ности покрытия во время операции закалки соответствукядим растворителем. Толщина слоя изолирующей жидкости в ванне оплавления:должна составлять не менее 3-5 мм, что достаточно для защиты поверхности расплава от окисления.
Рекомендуется использовать в качестве жидкометаллического теплоносителя сплавы на основе свинца, висмута, олова и кадмия, имеющие температуру плавления, в зависимости от состава, от и выше, например сплав С-1 (50% висмута,25% свинца, 12,5% олова, 12,5% кадмия, 60,5°С) называемый также сплавом Вуда, сплав С-13 (55,5% висмута, 44,5% свинца, tпл,) и др.
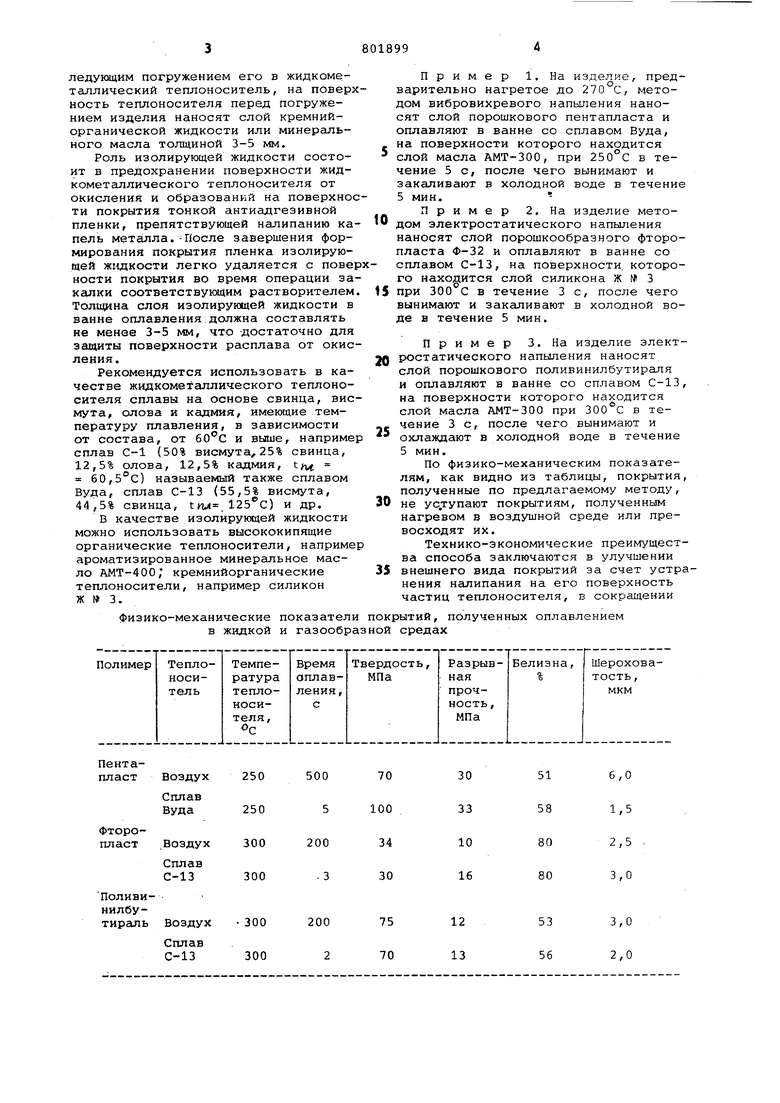
В качестве изолирующей жидкости можно использовать высококипящие органические теплоносители, например ароматизированное минеральное масло АМТ-400; кремнийорганические теплоносители, например силикон Ж № 3. физико-механические в жидкой
Пример 1. На изделие, предварительно нагретое до , методом вибровихревого напыления наносят слой порошкового пентапласта и оплавляют в ванне со сплавом Вуда, - на поверхности которого находится слой масла АМТ-300, при 250°С в течение 5 с, после чего вынимают и закаливают в холодной воде в течение 5 мин.
Пример 2. На изделие методом электростатического напыления наносят слой порошкообразного фторопласта Ф-32 и оплавляют в ванне со сплавом С-13, на поверхности, которого слой силикона Ж № 3 $ при 300 С в течение 3 с, после чего вынимают и закаливают в холодной воде в течение 5 мин.
Пример 3. На изделие электростатического напыления наносят слой порошкового поливинилбутираля и оплавляют в ванне со сплавом С-13 на поверхности которого находится слой масла АМТ-300 при в течение 3 с, после чего вынимают и охлаждают в холодной воде в течение 5 мин.
По физико-механическим показателям, как видно из таблицы, покрытия полученные по предлагаемому методу, не ус.тупают покрытиям, полученным нагревом в воздушной среде или превосходят их.
Технико-экономические преимущества способа заключаются в улучшении внешнего вида покрытий за счет устранения налипания на его поверхность частиц теплоносителя, в сокращении показатели покрытий, полученных оплавлением и газообразной средах
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ И ДЕЗАКТИВАЦИИ КОНТУРНОГО ОБОРУДОВАНИЯ РЕАКТОРНОЙ УСТАНОВКИ С ЖИДКОМЕТАЛЛИЧЕСКИМ СВИНЦОВО-ВИСМУТОВЫМ ТЕПЛОНОСИТЕЛЕМ | 2011 |
|
RU2459297C1 |
| СПОСОБ ЗАЩИТЫ КОНСТРУКЦИОННЫХ СТАЛЕЙ ОТ КОРРОЗИИ В СВИНЦОВОМ ТЕПЛОНОСИТЕЛЕ И ЕГО РАСПЛАВАХ | 2005 |
|
RU2286401C1 |
| Способ получения покрытий | 1978 |
|
SU942812A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ИЗ ПОЛИМЕРНЫХ, КОМПОЗИТНЫХ И РЕЗИНОТЕХНИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2773469C1 |
| СПОСОБ ЗАЩИТЫ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ ОТ КОРРОЗИИ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ В ЖИДКОМ СВИНЦЕ, ВИСМУТЕ И ИХ СПЛАВАХ | 1993 |
|
RU2066710C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИВИНИЛБУТИРАЛЯ НА ДЕТАЛИ СУДОВОГО МАШИНОСТРОЕНИЯ | 1996 |
|
RU2091500C1 |
| БЫСТРЫЙ РЕАКТОР С ЖИДКОМЕТАЛЛИЧЕСКИМ ТЕПЛОНОСИТЕЛЕМ | 2011 |
|
RU2456686C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА СПЛАВАХ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2527110C1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПЕКАРНЫХ ФОРМ | 1991 |
|
RU2025977C1 |
250
500
Воздух
Сплав 250
5 Вуда
200 300
Воздух
Сплав С-13 300
.3
200 2
300
Воздух
Сплав С-13 300
30 33 10 16
51 58 80 80
6,0 1,5 2,5 3,0
12 13
53 56
3,0 2,0 580 потерь теплоносителя за счет исключения его окисления и в исключении операции удаления продуктов окисления теплоносителя с его поверхности. Формула изобретения Способ получения покрытий путем нанесения на изделия порошкообразного полимера с последующим погружением его в жидкометаллический теплоноситель, отличающийся тем, 18996 что, с целью повьийения качества покрытий, на поверхность теплоносителя перед погружением изделия наносят слой кремнийорганической жидкости или минерального масла толщиной -3-5 мм. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 240506, кл. В 05 D 3/02, 1968. . 2. Авторское свидетельство СССР 560648, кл. В 05 D 1/06, 1975 (прототип).
