Изобретение относится к сварочной технике, в частности, к устройствам снижения напряжения холостого хода сварочных трансформаторов, применяющихся для ручной дуговой сварки.
Известен ограничитель напряжения холостого хода сварочного трансформатора, содержащий блок питания сварочной дуги, сварочную цепь, датчик тока, связанные с блоком питания, элемент динамической связи.
Недостатком известного ограничителя является его низкая электробезопасность.
обусловленная отсутствием схемы управления блоком питания, отключающей его при выходе из строя рабочего коммутатора или других элементов, а также ложного включения устройства при низком уровне изоляции сварочной цепи.
Известно устройство снижения напряжения холостого хода, содержащее блок питания сварочной дуги, сварочную цепь, датчики тока и напряжения, связанные с блоком питания, бл ок логики, подключенный к выходам датчика напряжения и тока., таймер защиты, подключенный к выходу блока логики.
XI
ю
(Ј
О
Недостатком устройства является низкая производительность труда сварщика, что обусловлено большими затратами времени на восстановление цепи питания сварочной дуги при ложных отключениях блока питания, связанных с. высокой чувствительностью схемы к сопротивлению контакта электрод-деталь. При установке малой чувствительности ложные отключения защитного коммутатора уменьшаются, однако одновременно уменьшается надежность возбуждения дуги, что приводит к увеличению психофизиологической нагрузки на сварщика и он быстрее устает.
Наиболее близким к предлагаемому является устройстве снижения напряжения холостого хода источника питания сварочной дуги, содержащее блок питания сварочной дуги, сварочную цепь, датчики тока и напряжения, связанные с блоком питания, блок логики с двумя входами, к одному из которых подключен выход датчика тока, к другому - выход датчика напряжения, таймер защиты, подключенный к выходу блока логики.
Известное устройство снижения напряжения холостого хода источника питания сварочной дуги снижает производительность труда сварщика, что обусловлено наличием времени простоя, связанного с затратами времени на обнаружение факта отключения источника питания сварочной дуги, на период перехода от места работы до места установки блока питаний, включение его и переход в обратном направлении. Число отключений увеличивается с увеличением чувствительности и может достигать 12-15 отключений за смену в зависимости от условий работы. В то же время увеличение чувствительности необходимо для повышения надежности возбуждения дуги и, соответственно, для увеличения производительности труда. Частые ложные отключения сводят до нуля преимущества повышения чувствительности. Для устранения таких отключений приходится умень- шать чувствительность, т.е. снижать надежность возбуждения дуги и, соответственно, производительность труда.
Цель изобретения - повышение производительности труда сварщика путем сни-, жения непроизводительных затрат времени, связанных с ложными отключениями защитного коммутатора и повторным включением, его вручную при сохранении высокой чувствительности.
. Поставленная цель достигается тем, что в устройство, содержащее блок питания сварочной дуги, сварочную цепь, датчики тока и напряжения, связанные с блоком литания, блок логики с двумя входами, к одному из которых подключен выход датчика тока, к другому - выход датчика напряжения, таймер защиты, подключенный к выходу
блока логики, дополнительно введены блокировочный элемент, выход которого связан с блоком питания сварочной дуги, блок памяти с S- и R-входами, таймер автоматического повторного включения (таймер
АПВ), счетчик импульсов с С- и R-входами, идентификатор счета с входами U и N, элемент динамической связи и элемент задержки, вход которого и S вход блока памяти подключены к выходу таймера защиты, выход блока памяти связан входами таймера АПВ и блокировочного элемента, выход таймера АПВ подключен к С-выходу счетчика импульсов и R-входу блока памяти, выход счетчика импульсов подключен к входу И
идентификатора счета, входы таймера АПВ, элемента динамической с-вязи и вход N идентификатора счета подключены к выходу датчика тока, выходы элемента задержки и идентификатора счета связаны с блоком питания сварочной дуги.
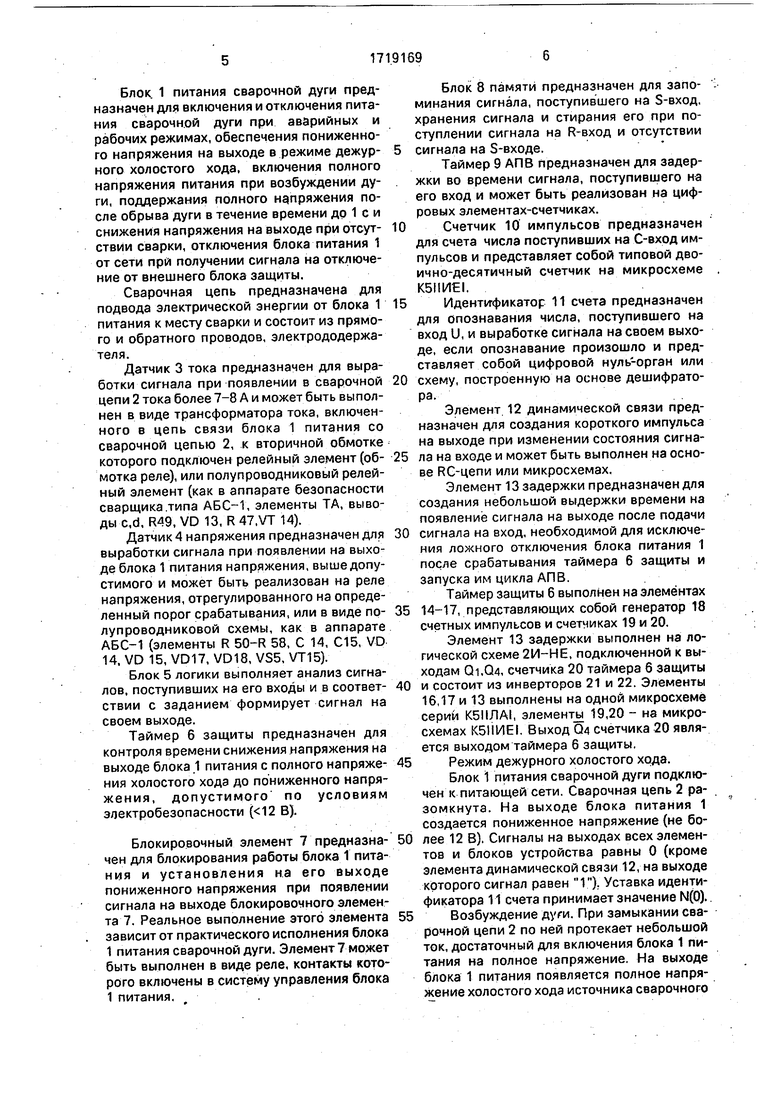
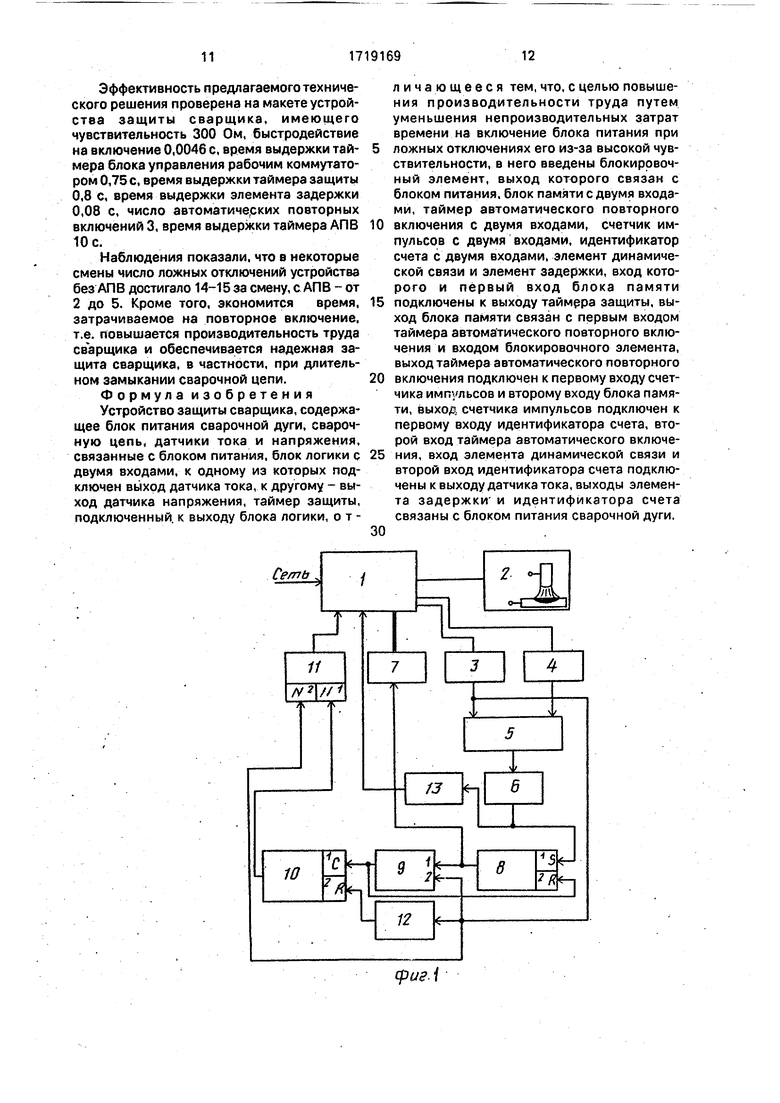
На фиг.1 показана функциональная схема устройства защиты сварщика; на фиг.2 - схема таймера защиты и элемента задержки.
Устройство защиты сварщика состоит из блока 1 питания сварочной дуги, сварочной цепи 2, датчика 3 тока и датчика 4 напряжения, связанных с блоком 1 питания,
блока 5 логики с двумя входами, к одному из выходов которого подключен выход датчика 3 тока, к другому - выход датчика 4 напряжения, таймера 6 защиты, подключенного к выходу блока 5 логики, блокировочного элемента 7, выход которого связан с блоком 1 питания, блока 8 памяти с S- и R-входами, таймера 9 АПВ с двумя входами, счетчика 10 импульсов с С- и R-входами, идентификатора 11 счета с входами U и N, элемента 12
динамической связи vt элемента 13 задержки, вход которого и S-вход блока 8 памяти подключены к выходу таймера б защиты, выход 8 блока памяти связан с одним из входов таймера 9 АПВ и входом блокировочного элемента 7, выход таймера 9 АПВ подключен к С-входу счетчика 10 импульсов и R-входу блока 8 памяти, выход счетчика 10 импульсов подключен к входу U идентификатора 11 счета, второй из выходов таймера
9 АПВ, вход элемента 12 динамической связи и вход идентификатора 11 счета подключены к выходу датчика 3 тока, выходы элемента 13 задержки и идентификатора 11 счета связаны с блоком Т питания сварочной дуги.
Блок 1 питания сварочной дуги предназначен для включения и отключения питания сварочной дуги при аварийных и рабочих режимах, обеспечения пониженного напряжения на выходе в режиме дежурного холостого хода, включения полного напряжения питания при возбуждении дуги, поддержания полного напряжения после обрыва дуги в течение времени до 1 с и снижения напряжения на выходе при отсутствии сварки, отключения блока питания 1 от сети при получении сигнала на отключение от внешнего блока защиты.
Сварочная цепь предназначена для подвода электрической энергии от блока 1 питания к месту сварки и состоит из прямого и обратного проводов, электрододержа- теля.
Датчик 3 тока предназначен для выработки сигнала при появлении в сварочной цепи 2 тока более 7-8 А и может быть выполнен в виде трансформатора тока, включенного в цепь связи блока 1 питания со сварочной цепью 2, к вторичной обмотке которого подключен релейный элемент (обмотка реле), или полупроводниковый релейный элемент (как в аппарате безопасности сварщика .типа АБС-1, элементы ТА, выводы c,d, R49, VD 13, R 47.VT 14).
Датчик 4 напряжения предназначен для выработки сигнала при появлении на выходе блока 1 питания напряжения, выше допустимого и может быть реализован на реле напряжения, отрегулированного на определенный порог срабатывания, или в виде полупроводниковой схемы, как в аппарате АБС-1 (элементы R 50-R 58, С 14, С15, VD 14, VD 15, VD17, VD18, VS5, VT15).
Блок 5 логики выполняет анализ сигналов, поступивших на его входы и в соответствии с заданием формирует сигнал на своем выходе.
Таймер 6 защиты предназначен для контроля времени снижения напряжения на выходе блока 1 питания с полного напряжения холостого хода до пониженного напряжения, допустимого по условиям электробезопасности (12 В).
Блокировочный элемент 7 предназначен для блокирования работы блока 1 питания и установления на его выходе пониженного напряжения при появлении сигнала на выходе блокировочного элемента 7. Реальное выполнение этого элемента зависит от практического исполнения блока 1 питания сварочной дуги. Элемент 7 может быть выполнен в виде реле, контакты которого включены в систему управления блока 1 питания..
Блок 8 памяти предназначен для запо- минания сигнала, поступившего на S-вход. хранения сигнала и стирания его при поступлении сигнала на R-вход и отсутствии 5 сигнала на S-входе.
Таймер 9 АПВ предназначен для задержки во времени сигнала, поступившего на его вход и может быть реализован на цифровых элементах-счетчиках.
0 Счетчик 10 импульсов предназначен для счета числа поступивших на С-вход импульсов и представляет собой типовой двоично-десятичный счетчик на микросхеме . К5ПИЕ1.
5 Идентификатор 11 счета предназначен для опознавания числа, поступившего на вход U, и выработке сигнала на своем выходе, если опознавание произошло и представляет собой цифровой нуль-орган или
0 схему, построенную на основе дешифратора.
Элемент 12 динамической связи предназначен для создания короткого импульса на выходе при изменении состояния сигна5 ла на входе и может быть выполнен на основе RC-цепи или микросхемах.
Элемент 13 задержки предназначен для создания небольшой выдержки времени на появление сигнала на выходе после подачи
0 сигнала на вход, необходимой для исключения ложного отключения блока питания 1 после срабатывания таймера 6 защиты и запуска им цикла АПВ.
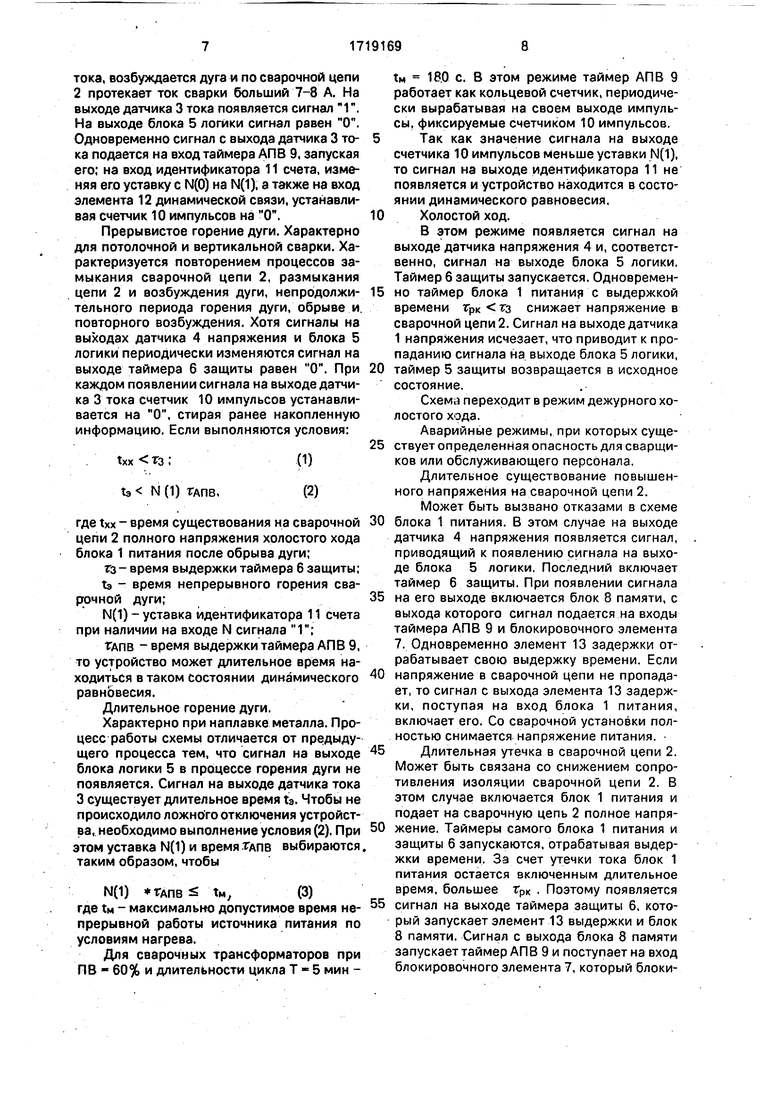
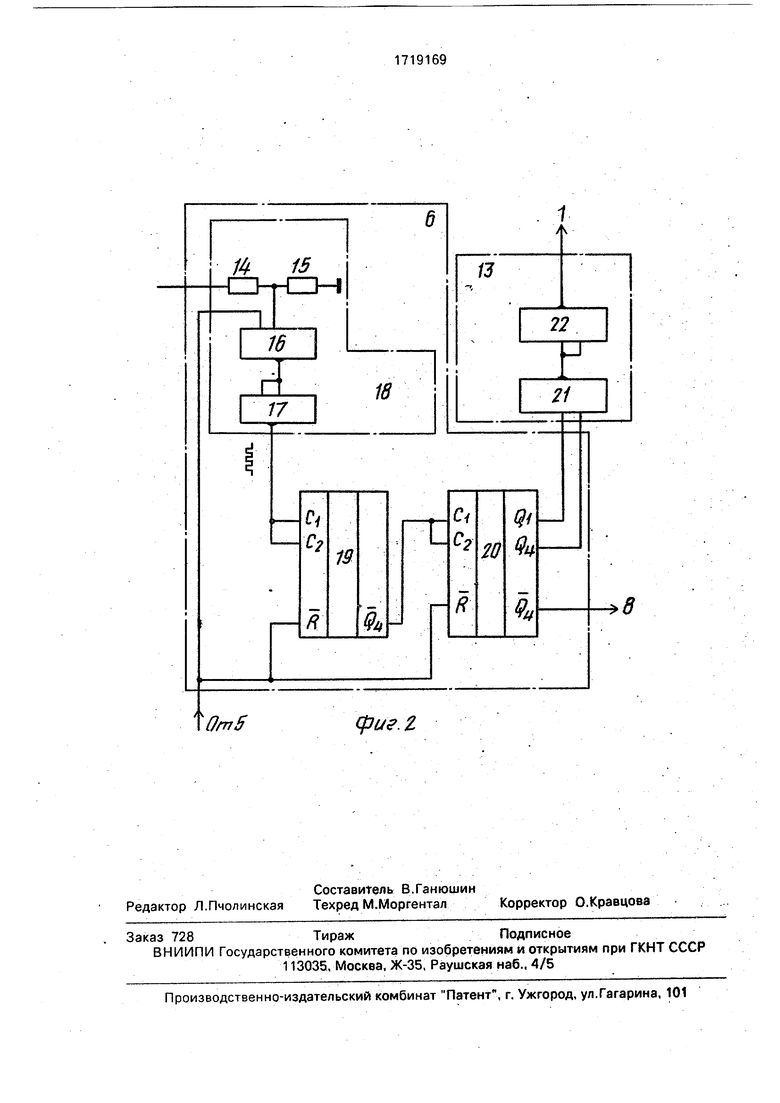
Таймер защиты 6 выполнен на элементах
5 14-17, представляющих собой генератор 18 счетных импульсов и счетчиках 19 и 20.
Элемент 13 задержки выполнен на логической схеме 2И-НЕ, подключенной к выходам СН.СЦ, счетчика 20 таймера б защиты
0 и состоит из инверторов 21 и 22. Элементы 16,17 и 13 выполнены на одной микросхеме серий K5II/1AI, элементы 19,20 - на микросхемах К5НИЕ1. Выход Q4 счетчика 20 является выходом таймера б защиты.
5 Режим дежурного холостого хода.
Блок 1 питания сварочной дуги подключен к питающей сети. Сварочная цепь 2 разомкнута. На выходе блока питания 1 создается пониженное напряжение (не бо0 лее 12 В). Сигналы на выходах всех элементов и блоков устройства равны 0 (кроме элемента динамической связи 12, на выходе которого сигнал равен 1); Уставка идентификатора 11 счета принимает значение N(0)..
5 Возбуждение дуги. При замыкании сварочной цепи 2 по ней протекает небольшой ток, достаточный для включения блока 1 питания на полное напряжение. На выходе блока 1 питания появляется полное напряжение холостого хода источника сварочного
тока, возбуждается дуга и по сварочной цепи 2 протекает ток сварки больший 7-8 А. На выходе датчика 3 тока появляется сигнал Г. На выходе блока 5 логики сигнал равен О. Одновременно сигнал с выхода датчика 3 то- ка подается на вход таймера АПВ 9, запуская его; на вход идентификатора 11 счета, изменяя его уставку с N(0) на N(1), а также на вход элемента 12 динамической связи, устанавливая счетчик 10 импульсов на О.
Прерывистое горение дуги. Характерно для потолочной и вертикальной сварки. Характеризуется повторением процессов замыкания сварочной цепи 2, размыкания цепи 2 и возбуждения дуги, непродолжи- тельного периода горения дуги, обрыве и повторного возбуждения. Хотя сигналы на выходах датчика 4 напряжения и блока 5 логики периодически изменяются сигнал на выходе таймера 6 защиты равен 0м. При каждом появлении сигнала на выходе датчика 3 тока счетчик 10 импульсов устанавливается на О, стирая ранее накопленную информацию. Если выполняются условия:
txx тз ;(1)
ta N (1) ТАПВ,
(2)
где txx - время существования на сварочной цепи 2 полного напряжения холостого хода блока 1 питания после обрыва дуги;
Тз время выдержки таймера б защиты;
ta - время непрерывного горения сварочной дуги;
N(1) - уставка идентификатора 11 счета при наличии на входе N сигнала
ТАПВ время выдержки таймера АПВ 9, то устройство может длительное время находиться в таком состоянии динамического равновесия.
Длительное горение дуги.
Характерно при наплавке металла. Процесс работы схемы отличается от предыду
щего процесса тем, что сигнал на выходе
блока логики 5 в процессе горения дуги не появляется. Сигнал на выходе датчика тока 3 существует длительное время т.э. Чтобы не происходило ложного отключения устройства, необходимо выполнение условия (2). При 50 этом уставка N(1) и время ТАПВ выбираются. таким образом, чтобы
N(1) ТАПВ Ј tM/(3)
где tM - максимально допустимое время не прерывной работы источника питания по условиям нагрева.
Для сварочных трансформаторов при ПВ - 60% и длительности цикла Т - 5 мин ,.
5 10
1520 25
30
35
40
45
50
55
tM 18.0 с. В этом режиме таймер АПВ 9 работает как кольцевой счетчик, периодически вырабатывая на своем выходе импульсы, фиксируемые счетчиком 10 импульсов.
Так как значение сигнала на выходе счетчика 10 импульсов меньше уставки N(1), то сигнал на выходе идентификатора 11 не появляется и устройство находится в состоянии динамического равновесия,
Холостой ход.
В этом режиме появляется сигнал на выходе датчика напряжения 4 и, соответственно, сигнал на выходе блока 5 логики. Таймер 6 защиты запускается. Одновременно таймер блока 1 питания с выдержкой времени снижает напряжение в сварочной цепи 2. Сигнал на выходе датчика 1 напряжения исчезает, что приводит к пропаданию сигнала на выходе блока 5 логики, таймер 5 защиты возвращается в исходное состояние.
Схема переходит в режим дежурного холостого хода.
Аварийные режимы, при которых существует определенная опасность для сварщиков или обслуживающего персонала.
Длительное существование повышенного напряжения на сварочной цепи 2.
Может быть вызвано отказами в схеме блока 1 питания. В этом случае на выходе датчика 4 напряжения появляется сигнал, приводящий к появлению сигнала на выходе блока 5 логики. Последний включает таймер 6 защиты. При появлении сигнала на его выходе включается блок 8 памяти, с выхода которого сигнал подается на входы таймера АПВ 9 и блокировочного элемента 7. Одновременно элемент 13 задержки отрабатывает свою выдержку времени. Если напряжение в сварочной цепи не пропадает, то сигнал с выхода элемента 13 задержки, поступая на вход блока 1 питания, включает его. Со сварочной установки полностью снимается напряжение питания.
Длительная утечка в сварочной цепи 2. Может быть связана со снижением сопротивления изоляции сварочной цепи 2. В этом случае включается блок 1 питания и подает на сварочную цепь 2 полное напряжение. Таймеры самого блока 1 питания и защиты 6 запускаются, отрабатывая выдержки времени. За счет утечки тока блок 1 питания остается включенным длительное время, большее трк . Поэтому появляется сигнал на выходе таймера защиты 6, который запускает элемент 13 выдержки и блок 8 памяти. Сигнал с выхода блока 8 памяти запускает таймер АП В 9 и поступает на вход блокировочного элемента 7, который блокирует работу блока 1 питания. При этом на выходе блока 1 питания и в сварочной цепи 2 создается . пониженнное Напряжение. Устанавливается режим автоматического повторного включения. Как только появляется сигнал на выходе таймера 9 АПВ, то он изменяет состояние счетчика 10 импульсов с О на 1. Одновременно сигнал с выхода таймера АПВ 9, поступая на R-вход блока 8 памяти, стирает информацию. Сигнал на выходе блока памяти 8 исчезает, разблокирр- вывая блок 1 питания и устанавливая таймер 9 АПВ на О, На этом один цикл АПВ заканчивается. Дальнейшее состояние зависит от наличия утечки. Если утечка исчезает, то устройство переходит в режим дежурного холостого хода. Если утечка сохраняется, то наступает повторный цикл АПВ, С каждым циклом, счетчик 10 импульсов изменяет значение сигнала на своем выходе на единицу.
Уставка N(0) идентификатора 11 счета выбирается из условия
Мдпв + 2 N (0) NAHB(3)
где N АПВ - допустимое число автоматических повторных включений.
На основании опыта определено, что МАПВ 5.
Как только сигнал на выходе счетчика 10 импульсов сравняется с уставкой N(0), на .выходе идентификатора 11 счета появляется сигнал, отключающий блок 1 питания от сети. В сварочной цепи 2 полностью исчезает напряжение.
Если утечка в сварочной цепи 2 обусловлена малым сопротивлением человека, то принудительное снижение напряжения в сварочйой цепи на время цикла АПВ, определяемого таймером 9 АПВ, обеспечивает условия для самостоятельного освобождения человека от сварочной цепи, уменьшая последствия электротравмы.
За счет АПВ сварщику не нужно тратить время на побторное включение блока 1 питания, чем обеспечивается повышение производительности труда. Эффект АПВ тем больше, чем выше чувствительность устройства (чем чаще ложные отключения).
При возникновении процесса сварки счетчик импульсов 10 через элемент 12 динамической связи от датчика 3 тока устанав- ливается на О, чем исключается учет циклов АПВ при сварке.
Короткое замыкание сварочной цепи. Этот режим характерен тем, что дуга не возникает. Прямой и обратный провода соединяются между собой непосредственно через какой-либо токопроводящий предмет.
В этом режиме на сварочную цепь подается полное напряжение питания от источника 1 питания. На выходе датчика 3 тока длительное время существует сигнал 1. На выходе 5 датчика 4 напряжения сигнал отсутствует. Сигнал на выходе блока 5 логики тоже отсутствует. Счетчик 10 импульсов от датчика тока 3 через элемент 12 динамической связи устанавливается на О, Уставка идентифи0 катора 11 счета изменяется с N(0) на N(1). Сигналом с выхода датчика тока 3 запускается таймер 9 АПВ. С этого момента начинается контроль длительности тока сварочной . Так как таймер 9 АПВ работает как
5 кольцевой счетчик, то с каждым изменением сигнала на его выходе счетчик 10 импульсов увеличивает на единицу значение сигнала на своем выходе. Как только сигнал на выходе счетчика 10 импульсов станет равным
0 уставке N(1) идентификатора 11 счета, появляется сигнал на выходе идентификатора счета 11 и блок 1 питания отключается от сети. Этим предотвращается загорание изоляции сварочных проводов или самого ис5 точника питания при длительном замыкании сварочной цепи.
Логические элементы 16 и 17 и резисторы 14 и 15 представляют собой генератор счетных импульсов, управляемый от сигна0 ла, поступающего с блока 5 логики. Счетчики 19 и 20 считают поступающие на входы С1 и С2 импульсы от генератора счетных импульсов 18 только при наличии на R-вхо- дах сигнала 1. При поступлении на R-вхо5 ды сигнала О состояние сигналов на выходах счетчиков соответствует сигналу О, т.-е. на выходах , .
При поступлении от блока 5 логики сигнала 1 счетчики 19 и 20 (фиг.2) начинают
0 отсчет времени. Информация на выходах Q счетчика 20 увеличивается. Наступает момент, когда сигнал на выходе Q4 счетчика 20 изменяется с 1 на О, что соответствует появлению .сигнала на выходе таймера 6
5 защиты (фиг.2). Сигналы на выходах счетчика 20 , , поэтому сигнал на выходе элемента задержки остается прежним. Спустя некоторое время сигналы и . что приводит к изменению сигнала на выхо0 де элемента 13 задержки с О на 1й, что воспринимается блоком 1 питания как появление сигнала на отключение. В данном случае выдержка времени элемента 13 задержки обеспечивается внутренними ре5 зервами счетчиков 19 и 20. Элемент задержки 13 выполняет роль идентификатора числа импульсов, поступившего на счетные входы С1 и С2 счетчика 19 от генератора 10 счетных импульсов.
Эффективность предлагаемого технического решения проверена на макете устройства защиты сварщика, имеющего чувствительность 300 Ом, быстродействие на включение 0,0046 с, время выдержки таймера блока управления рабочим коммутатором 0,75 с, время выдержки таймера защиты 0,8 с, время выдержки элемента задержки 0,08 с, число автоматических повторных включений 3, время выдержки таймера АПВ Юс.
Наблюдения показали, что в некоторые смены число ложных отключений устройства без АПВ достигало 14-15за смену, с АПВ - от 2 до 5. Кроме того, экономится время, затрачиваемое на повторное включение, т.е. повышается производительность труда сварщика и обеспечивается надежная защита сварщика, в частности, при длительном замыкании сварочной цепи.
Формула изобретения
Устройство защиты сварщика, содержащее блок питания сварочной дуги, сварочную цепь, датчики тока и напряжения, связанные с блоком питания, блок логики с двумя входами, к одному из которых подключен выход датчика тока, к другому - выход датчика напряжения, таймер защиты, подключенный к выходу блока логики, о т 0
5
0
5
0
пинающееся тем, что, с целью повышения производительности труда путем уменьшения непроизводительных затрат времени на включение блока питания при ложных отключениях его из-за высокой чувствительности, в него введены блокировочный элемент, выход которого связан с блоком питания, блок памяти с двумя входами, таймер автоматического повторного включения с двумя входами, счетчик импульсов с двумя входами, идентификатор счета с двумя входами, элемент динамической связи и элемент задержки, вход которого и первый вход блока памяти подключены к выходу таймера защиты, выход блока памяти связан с первым входом таймера автоматического повторного включения и входом блокировочного элемента, выход таймера автоматического повторного включения подключен к первому входу счетчика импульсов и второму входу блока памяти, выход счетчика импульсов подключен к первому входу идентификатора счета, второй вход таймера автоматического включения, вход элемента динамической связи и второй вход идентификатора счета подключены к выходу датчика тока, выходы элемента задержки и идентификатора счета связаны с блоком питания сварочной дуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ, УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ДУГИ И УСТРОЙСТВО ЗАЩИТЫ ОТ ПЕРЕГРУЗКИ ПО ТОКУ | 1994 |
|
RU2066605C1 |
| Устройство снижения напряжения холостого хода | 1986 |
|
SU1400817A1 |
| Устройство автоматического повторного включения | 1990 |
|
SU1753537A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОСВАРОЧНЫМ АППАРАТОМ | 2007 |
|
RU2339492C1 |
| Устройство для включения сварочного выпрямителя | 1987 |
|
SU1579680A1 |
| Устройство для определения надежности возбуждения сварочной дуги | 1979 |
|
SU863228A1 |
| Устройство для ограничения напряжения холостого хода источника сварочного тока | 1986 |
|
SU1551487A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Устройство для ограничения напряжения хо-лОСТОгО ХОдА СВАРОчНОгО пРЕОбРАзОВАТЕля | 1979 |
|
SU804277A1 |
Изобретение относится к устройствам снижения напряжения холостого хода сварочных трансформаторов, используемых для ручной дуговой сварки. Цель изобретения - повышение производительности труда сварщика путем уменьшения непроизводительных затрат времени, связанных с ложными отключениями защитного коммутатора и повторным включением его вручную при сохранении высокой чувствительности. Устройство снабжено блокировочным элементом, выход которого связан с блоком питания, блоком памяти, идентификатором счета, элементом динамической связи и элементом задержки. При замыкании сварочной цепи по ней протекает небольшой ток, достаточный для включения блока питания на полное напряжение. На выходе блока питания появляется полное напряжение холостого хода источника сварочного- тока, возбуждается дуга и по сварочной цепи протекает ток сварки. 2 ил. Ј
фа.
От 5
фиг. I
| Ограничитель напряжения холостого хода сварочного трансформатора | 1986 |
|
SU1449271A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство снижения напряжения холостого хода | 1986 |
|
SU1400817A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1461596A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| Сер | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Устройство снижения напряжения холостого хода источника питания сварочной дуги | 1986 |
|
SU1397213A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
