(54) СПОСОБ СВАРКИ ЛОПЕРЕЧНЫХ СТЫКОВ ФАСОННЫХ ПРОФИЛЕЙ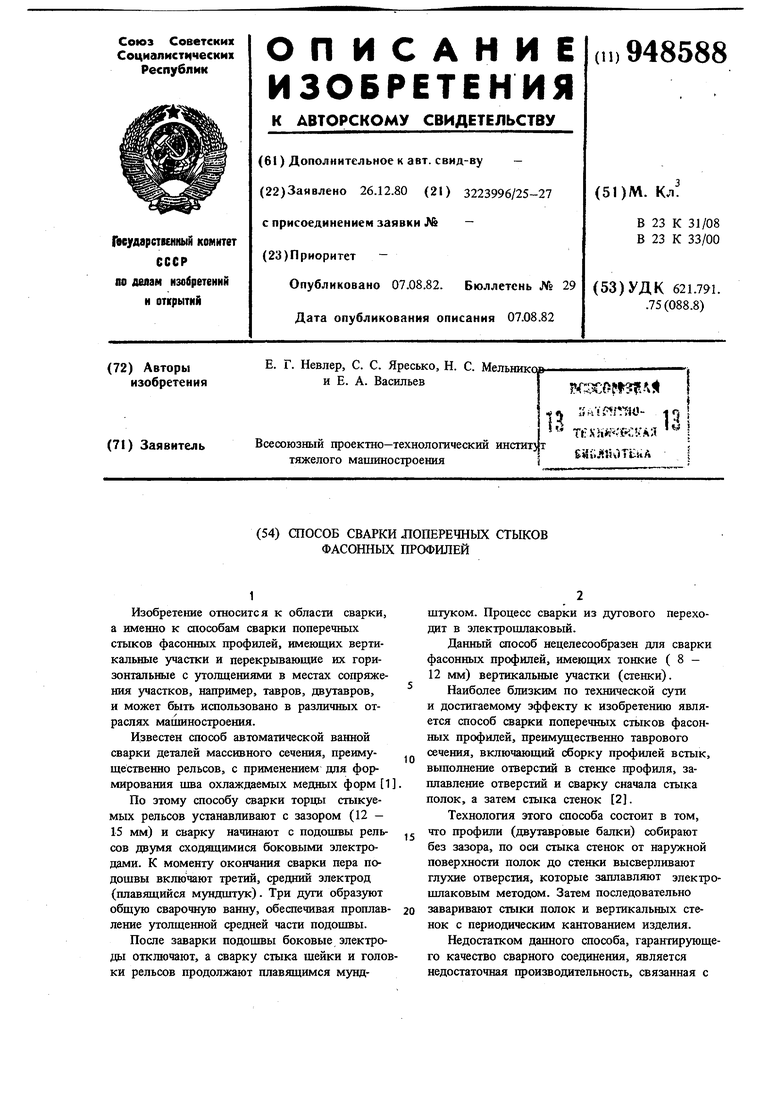
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки поперечного стыка фасонных профилей | 1977 |
|
SU740434A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| Стыковое соединение растянутого двутаврового стержня | 1983 |
|
SU1105587A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| Способ испытаний сварных соединений против образования холодных трещин | 1984 |
|
SU1278163A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Сварной стык двутавровых балок | 1982 |
|
SU1150317A1 |
1
Изобретение относится к области сварки, а именно к способам сварки поперечных стыков фасонных профилей, имеющих вертикальные участки и перекрывающие их горизонтальные с утолщениями в местах сопряжения участков, например, тавров, двутавров, и может быть использовано в различных отраслях машиностроения.
Известен способ автоматической ванной сварки деталей массивного сечения, преимущественно рельсов, с применением для формирования шва охлаждаемых медных форм 1,
По этому способу сварки стыкуемых рельсов устанавливают с зазором (12 - 15 мм) и сварку начинают с подошвы рельсов двумя сходящимися боковыми электродами. К моменту окончания сварки пера подошвы включают третий, средний электрод (плавящийся мундщтук). Три дуги образуют общую сварочную ванну, обеспечивая проплавление утолщенной средней части подошвы.
После заварки подошвы боковые электроды отключают, а сварку стыка шейки и головки рельсов продолжают плавящимся мундштуком. Процесс сварки из дугового переходит в электрошлаковый.
Данный способ нецелесообразен для сварки фасонных профилей, имеющих тонкие ( 8 12 мм) вертикальные зчастки (стенки).
Наиболее близким по технической сути и достигаемому эффекту к изобретению является способ сварки поперечных стыков фасонных профилей, преимущественно таврового сечения, включающий сборку профилей встык,
10 выполнение отверстий в стенке профиля, заплавление отверстий и сварку сначала стыка полок, а затем стыка стенок 2.
Технология этого способа состоит в том, что профили (двутавровые балки) собирают
15 без зазора, по оси стыка стенок от наружной поверхности полок до стенки высверливают глухие отверстия, которые заплавляют электрошлаковым методом. Затем последовательно заваривают стыки полок и вертикальных сте20нок с периодическим кантованием изделия.
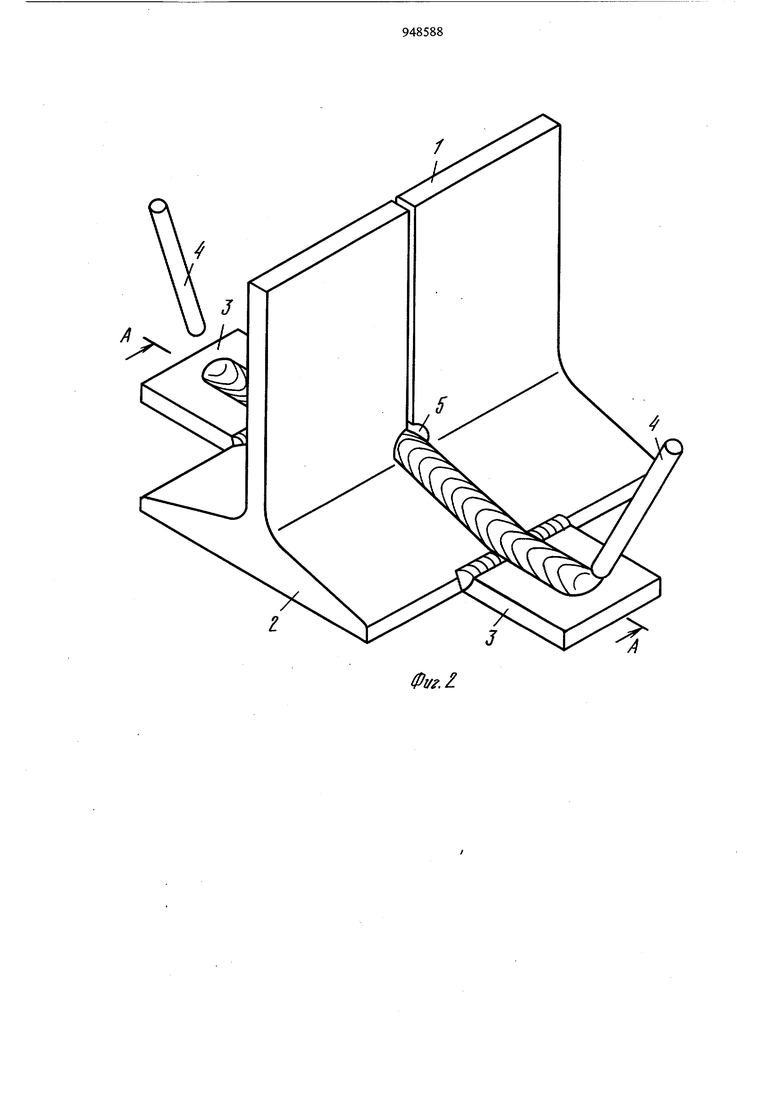
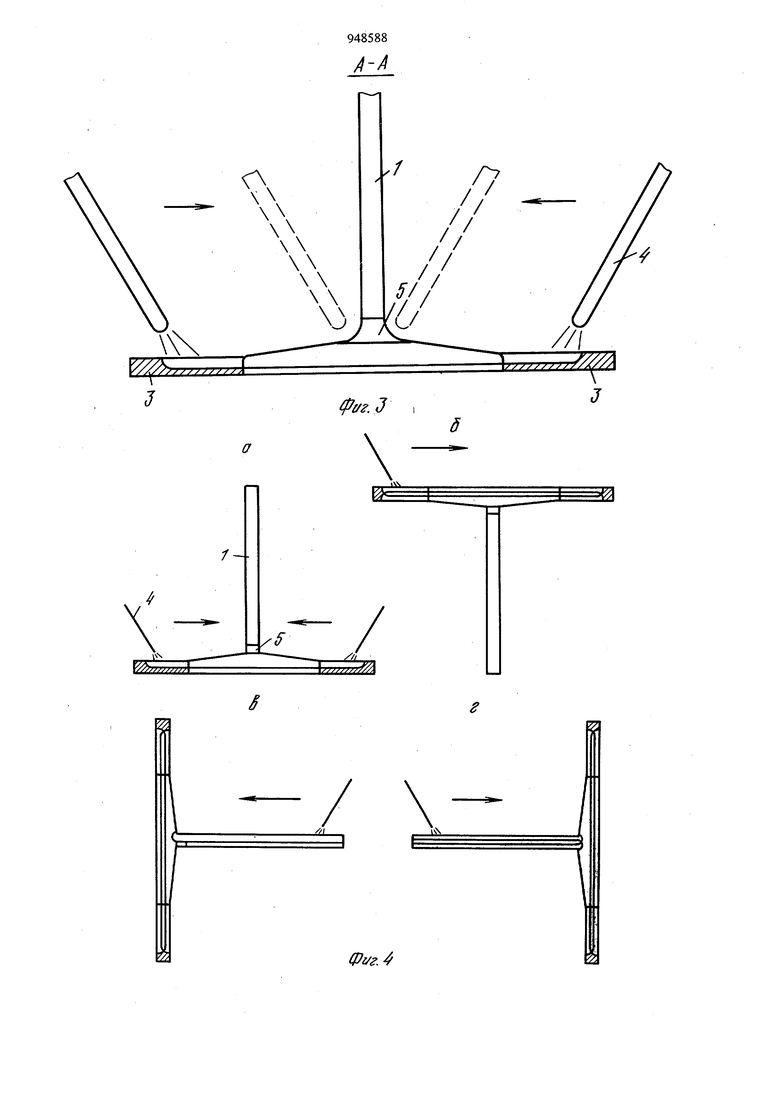
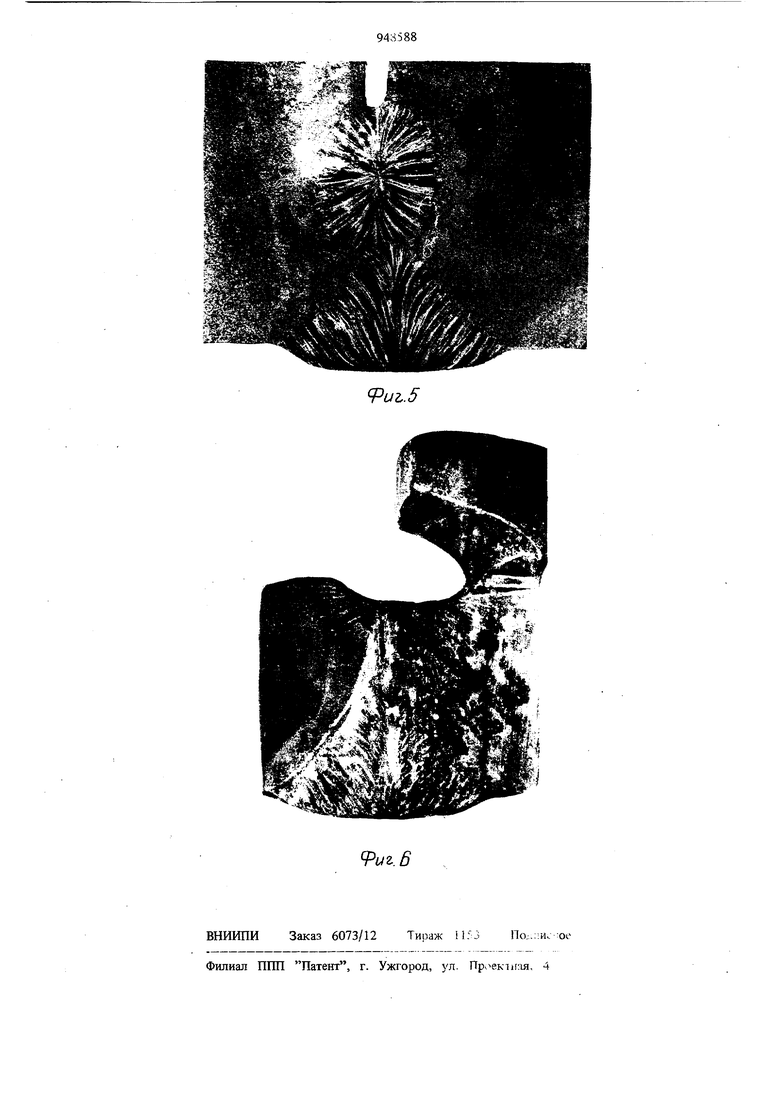
Недостатком данного способа, гарантирующего качество сварного соединения, является недостаточная цроизводительность, связанная с наличием операции сверловки глухих отверстии и операции их заплавления, в которую входят установка головки над отверстием, засыпка флюса, заварка отверстия, отбивка и уборка шлаковой корки. Способ целесообразен для индивидуального производства. Целью изобретения является повышение производительности при обеспечении качества сварки. Поставленная цель достигается тем, что в способе сварки поперечных стыков фасонных профилей, преимущественно таврового сечения, включающем сборку профилей встык, выполнение отверстий в стенке профиля, заплавление отверстий и сварку сначала стыка полок, а затем стенок, после сборки осуществляют сварку стыка полок одновременно двумя электродами в направлении от их концов к стенке, затем выполняют отверстия путем остановки зшомянутых электродов у стенки и выдержки процесса до образования сквозного отверстия в стенке и заплавляют отверстия в процессе последующей сварки стыка стенки. На фиг. 1 изображены собранные под сварку профиля; на фиг. 2 - профили с сваренными швами полок; на фиг. 3 - сечение А-А фиг. 2 на фиг. 4 (а, б, в, г) - схема последовательности сварки поперечного стыка профилей; на фиг. 5 - фотография макрошлифа двустороннего сварного шва полки, сваренной без образования технологического отверстия в стенке; на фиг. 6 - фотография макрошлифа двустороннего сварного шва полки, сваренной с образованием технологического отверстия в стенке. Технология способа состоит в следзтошем. Свариваемые профили 1 и 2 с предварительно обрезанными торцами стыкуют с зазором
Сварка верхних Одновре- 55-
850 швов полки менно 2- 60 уг(на флюсомед- мя элек- лом ной прокладке) тродами, впесходящи- ред мися к стенке
Сварка ниж Одним
800 них швов электрополки (на дом весу) 94
42
35
30
20x12
25
42
35 4 (3-5 мм), зажимают и приваривают заходные планки 3 в начале ir и в конце стыка полок профилей, например, тавров. Затем производят автоматическую сварку в нижнем положении верхнего шва полок двумя электродами 4 (фиг. 2, 3) начиная с заходных планок 3. В процессе сварки электроды 4 перемешают одновременно и с одинаковой скоростью и останавливают у вертикалыюй стенки в месте сопряжения ее с полкой. После остановки перемещения электродов процесс сварки продолжают с выдержкой времени, достаточной для образования в вертикальной стенке сквозного отверстия. Ширина и высота технологического отверстия 5 должны быть такими, чтобы обеспечивался переход верхнего шва одной полки в верхний шов дрзтой с образованием одного общего шва, имеющего в сечении по оси вертикальной стенки крэффициент формы шва, исключающий возникновение кристаллизационных трещин в верхнем сварном шве полок. Частично сваренные профили (фиг. 4а) кантуют на 180и осуществляют автоматическую сварку нижнего шва полок (фиг. 46). Стык вертикальных стенок заваривают одним из способов дуговой сварки с кантовкой изделия для сварки в нижнем положении (фиг. 4в, г). Пример. Проводилась автоматическая сварка стыка полубалок из двутаврового профиля № 45М; сварка без разделки кромок; зазор в стыке 3-4 мм; сварочная проволока ев 08ГА диаметром 3 мм; флюс АН-348А. Род тока - постоянный, полярность - обратная, Режимы сварки представлены в таблице. Сварка верхних швов полки выполнялась на специальной экспериментальной 2-х дуговой установке с использованием 2-х источников питания ВДУ-1001. Сварка нижних швов полки и двустороння сварка вертикальных стенок осуществлялась на серийном сварочном автомате А-1401 с использованием источника питания ВДУ-100 По сравнению с известным способом указа ная технология сварки позволяет, не снижая качества сварного соединения, повысить производительность сварки в 2,0 раза за счет исключения операции сверловки глухого отверстия и операции заплавления его, введенных для устранения непроваров в зонах сопряжения стенки и полок. В данном способе полный провар утолщен ной зоны профиля обеспечивается за счет одновременного теплового воздействия двумя дугами при остановке сварочных головок у вертикальной стенки и применения схемы двусторонней сварки полок. Необходимость образования технологического отверстия объясняется требованиями качества сварного П1ва - отсутствием кристалли зационных трещин. Так как сварное соединение состоит из вертикального участка и перекрывающего его горизонтального с утолщениями в местах их сопряжения при сварке без образования технологического отверстия в стенке, то форма верхнего сварного щва полок (фиг. 5) в сечении по оси, стенки (вертикального участка) перпендикулярно к оси щва имеет неблагоприятную 0-образную форму, способствующую образованию кристаллизационных трещин. При сварке с образованием технологическо го отверстия в вертикальной стенке форма верхнего сварного щва полки в том же сечении улучшается - кристаллизационные трещины отсутствуют (фиг. 6). Данный способ дает возможность создать комплексно-автоматизированные поточные линии по сборке и сварки поперечных стыков фасонных профилей типа тавра, двутавра, напр мер, для производства облегченных несущих балок однобалочных электрических кранов. В качестве базового объекта взята технология сварки поперечного стыка облегченных несущих балок одноблочных электрических кранов на Забайкальском заводе подъемно-транспортного оборудования, которая включает следующие операции: обрезку торцов профилей, фрезеровку фасок на стыкуемых торцах профилей, полуавтоматическую сварку стыка в СО2 с периодическими кантовками балки для сварки в нижнем положении, установку усиливающих накладок на поперечный стык со стороны полок профиля. Способ по сравнению с базовым объектом имеет следующие преимущества: автоматизируют процесс сварки; исключает фрезеровку фасок на торцах стыкуемых профилей; исключает установку и приварку усиливающих накладок. Указанные преимущества обеспешвают: улучщение качества сварного соединения; снижение трудоемкости изготовления балок; экономию металла и электродных материалов. Ожидаемый экономический эффект от использования способа на Забайкальском заводе ПТО составит 92 тыс. руб. в год. Формула изобретения Способ сварки поперечньгх стыков фасонных профилей, преимущественно таврового сечения, включающий сборку профилей встык, выполнение отверстий в стенке профиля, заплавление отверстий и сварку сначала стыка полок, а затем стенок, отличающийся тем, что, с целью повышения производительности при обеспечении качества сварки, после сборки осуществляют сварку стыка полок одновременно двумя электродами в направлении от их концов к стенкам, затем вьшолняют отверстие путем остановки упомянутых электродов у стенки и выдержки процесса сварки до образования сквозного отверстия в стенке и заплавляют отверстие в процессе последующей сварки стыка стенки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 197048, л. В 23 К 31/02, 1967. 2.Авторское свидетельство СССР № 74043-Ч л. В 23 К 9/18, 1980 (протопш).
Фиг. /
Фиг, I
948588 //-//
9Ё
1Ч
Фг/г.4
2А
