(54) РЕЖУЩИЙ ИНСТРУМЕНТ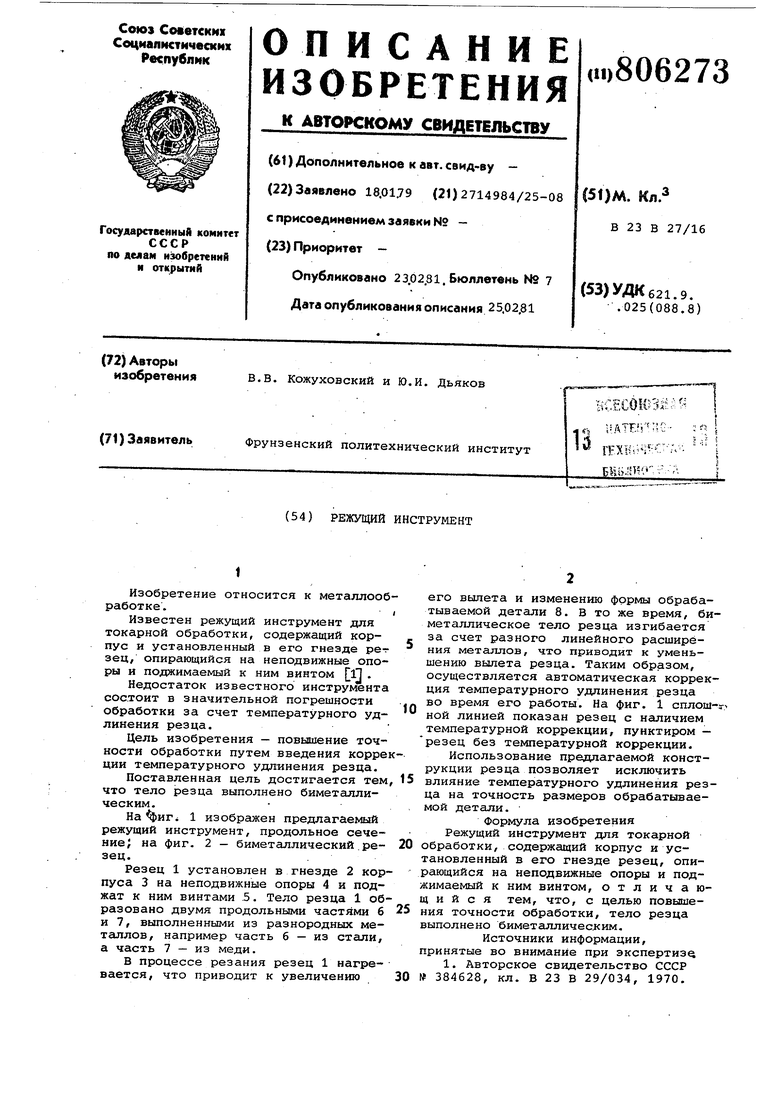
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| Устройство высокоточной обработки деталей на токарных станках с числовым программным управлением | 2017 |
|
RU2677443C2 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| РЕЗЕЦ | 1990 |
|
SU1743056A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ НА ВЫСОКОТОЧНОМ ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2288808C2 |
| СБОРНЫЙ РЕЗЕЦ | 1996 |
|
RU2093314C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ ИНСТРУМЕНТ | 2017 |
|
RU2643008C1 |
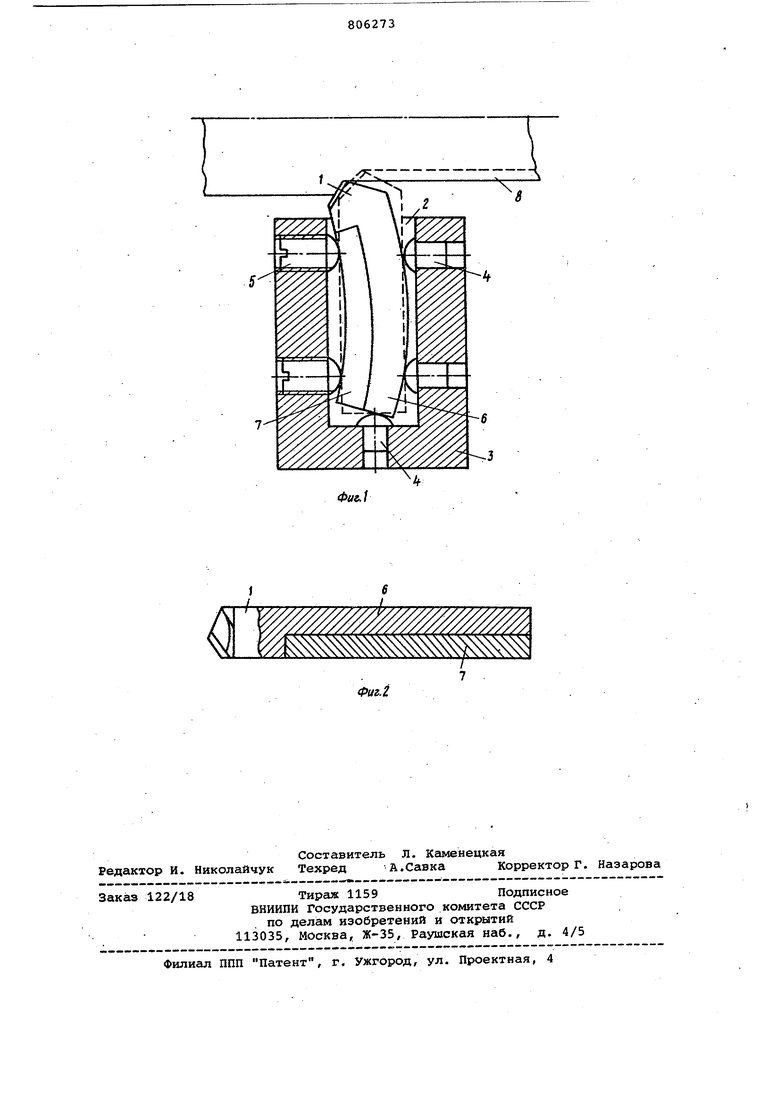
Изобретение относится к металлооб работке. Известен режущий инструмент для токарной обработки, содержащий корпус и установленный в его гнезде ре-г зец/ опирающийся на неподвижные опоры и поджимаемый к ним винтом lj . Недостаток известного инструмента состоит в значительной погрешности обработки за счет температурного удлинения резца. Цель изобретения - повышение точности обработки путем введения корре ции температурного удлинения резца. Поставленная цель достигается тем что тело резца выполнено биметаллическим. 1 изображен предлагаемый режущий инструмент, продольное сечение; на фиг. 2 - биметаллический.резец. Резец 1 установлен в гнезде 2 кор пуса 3 на неподвижные опоры 4 и поджат к ним винтами .5. Тело резца 1 об разовано двумя продольными частями б и 7, выполненными из разнородных металлов, например часть б - из стали, а часть 7 - из меди. В процессе резания резец 1 нагревается, что приводит к увеличению его вылета и изменению формы обрабатываемой детали 8. В то же время, биметаллическое тело резца изгибается за счет разного линейного расширения металлов, что приводит к уменьшению вылета резца. Таким образом, осуществляется автоматическая коррекция температурного удлинения резца во время его работы. На фиг. 1 сплош-: ной линией показан резец с наличием температурной коррекции, пунктиром - резец без температурной коррекции. Использование предлагаемой конструкции резца позволяет исключить влияние температурного удлинения резца на точность размеров обрабатываемой детали. формула изобретения Режущий инструмент для токарной обработки, содержащий корпус и установленный в его гнезде резец, опирающийся на неподвижные опоры и поджимаемый к ним винтом, отличающийся тем, что, с целью повышения точности обработки, тело резца выполнено бимeтaлличec им, Источники информации, принятые во внимание при экспертизу 1. Авторское свидетельство СССР № 384628, кл. В 23 В 29/034, 1970.
