больше внутреннего диаметра вальцуемой трубы, и систему каналов в наконечнике для подачи рабочей среды под давлением в кольцевой зазор между наконечником и вальцуемой трубой, ограниченный уплотнительными кольцами 2 .
Однако такой способ малопроизводителен, не применим для раздачи труб высокой точности изготовления по форме и размерам, обеспечивает относительно небольшую раздачу труб.
Известен также способ и различные средства для соединения труб струбными решетками, при котором раздачу участка трубы в зоне ее соединения с охватывающей деталью осуществляют давлением газов, создаваемым от подрыва заряда взрывчатого вещества, предварительно устаноленного в трубу в зоне ее раздачи. Этот способ обеспечивает возможность одновременной раздачи большой группы труб 3 .
Известны различные конструкции патронов с зарядом ВВ для осуществления этого сдособа. Принципиальной конструктивной особенностью их является - то, что они включают полый корпус (оболочку) с дном и крышкой, по оси которого размещен заряд взрывчатого вещества и средства для подключения заряда -к детонатору 4.
Недостатками этого способа являются необходимость очистки поверхности вальцуемых труб от продуктов взрыва, что повышает трудоемкость, стоимость изготовления,а также значительный наклеп получает поверхност
материала труб в зоне раздачи. Кроме того, проведение процесса требует соблюдения особых требований по технике безопасности и осуществления его в специальных камерах, ограничивающих передачу ударной и звуковой волн в окружающее пространство.
Общим недостатком описанных выше способов является то, что плотность соединений труб постепенно ослабевает, особенно в условиях значительных механических и температурных циклических нагрузок аппаратов. Это не только приводит к выходу последних из строя и снижает их надежность в эксплуатации,, но может привести и к другим нежелательным последствиям. Известен способ соединения трубчатых элементов, при котором в охватывающем элементе выполняют кольцевую канавку, в которую до установки и вальцовки охватываемого трубчатого элемента вводят деформируемый элемен из мягкого металла, точка плавления которого лежит выше максимгшьной температуры работы соединения (аппарата) , а коэффициент расширения его выше коэффициентов расширения материалов элементов, образующих соединение (51,
Однако при осуществлении этого способа значительно повышается трудоемкость и стоимость изготовления оборудования, усложняется технология
Более технологичным и менее трудоемким явл:1ется сггособ соединения тру с трубными решетками, при котором осуществляют раздачу труб в пределах толщины трубной решетки и приварку их по периметру соединения к трубной решетке,Такая приварка может осуществляться до раздачи охватываемого элемента или после нее. Раздачу охватываемого элемента выполняют с использванием энергии взрыва 6.
Однако и этот способ сложен в тех нологическом отношении, трудоемок, требует значительных материальных и энергетических затрат, включает много необходимых вспомо-гательных и подготовительных операций, например изготовление, установку и подключение взрывных патронов,проверку полноты их срабатывания и повторение операции раздачи для отдельных труб, что не исключает возможности нарушения соседних соединений, очистку труб от продуктов взрыва. Кроме того, очень сложной, трудоемкой и длительной является сама приварка труб к трубным решеткам.
Известно устройство для местной раздачи труб, содержащее полый корпус с наконечником, имеющим на наружной поверхности кольцевое углубление с выполненной в каждой торцовой стенке кольцевой канавкой, внутренняя боковая поверхность которой совмещена с боковой поверхностью углубления., размещенную в кольцевом углублении наконечника втулку из эластичного материала ступенчатой формы с выступающей центральной частью, размещенные на эластичной втулке между торцовыми стенками кольцевого углубления наконечника и выступающей центральной частью самой втулки разрезные пружинные кольца и систему каналов в наконечнике, соединяющих полость корпуса с кольцевым углублением наконечника под эластичной втулкой 7.
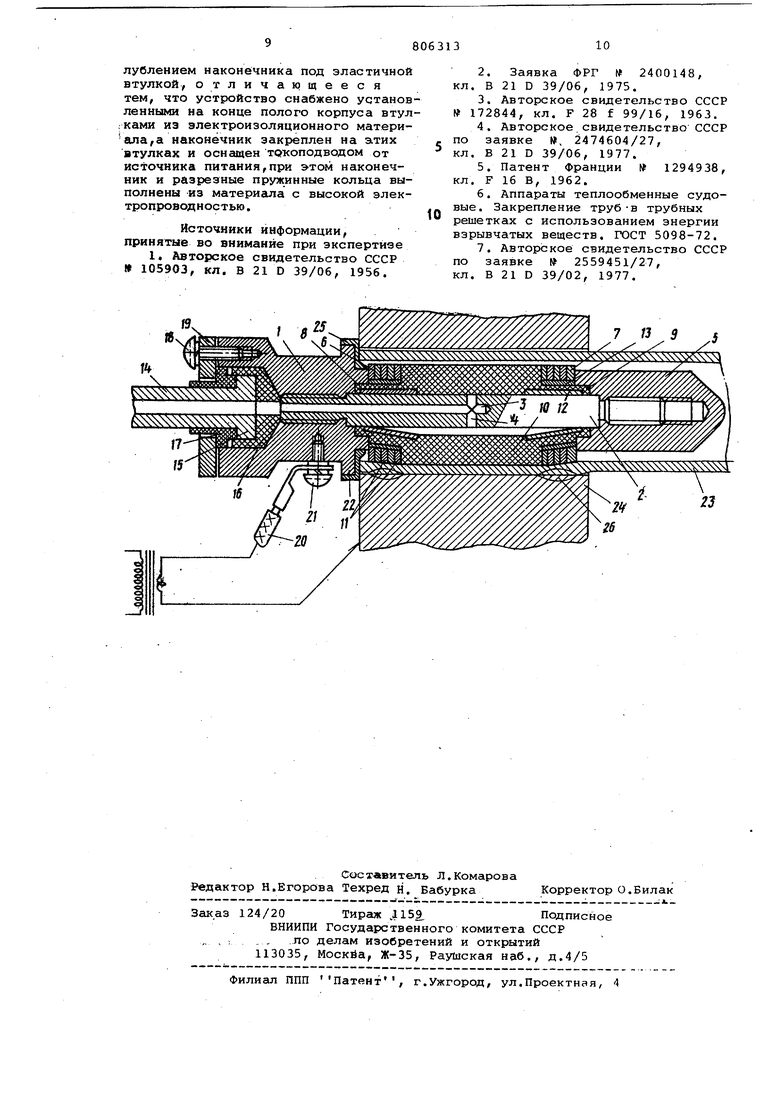
В этом устройстве дополнительно .предусмотрены установка разрезной тонкостенной пружинной втулки под разрезными пружинными кольцами на эластичной втулке, армирование концов эластичной втулки разрезной тонкостенной пружинной втулкой, выполнение наконечника из нескольких соединяемых между собой элементов. При раздаче труб с помощью этого устройства разрезные пружинные кольца все время оказываются прижатыми по всему .периметру к внутренней поверхности вальцуемой трубы давлением рабочей среды и под ним происходит более интенсивная раздача трубы Цель изо(3ретеиия - повышение про изводительности и качества выполняе мых соединений при одновременном уп рощении процесса, экономия материалов и снижении трудоемкости. Поставленная цель достигается тем, что операцию приварки труб к трубной решетке осуществляют одновременно с операцией их раздачи и выполняют контактной сваркой кольце вым швом, для чего в зону раздачи труб вводят сварочные электроды, прижимают их к внутренней поверхнос ти трубы по ее периметру в процессе раздачи и к электродам и трубной решетке подают сварочный ток. Устройство для осуществления пре лагаемого способа снабжено установленными на конце полого корпуса втулками из электроизоляционного материала, а наконечник закреплен на этих втулках и оснащен токоподводом от источника питания, при этом наконечник и разрезные пружинные кольца выполнены из материала с высокой электропроводностью. На чертеже показано устройство для осуществления способа соединени труб с трубной решеткой после установки нако 1ечника в вальцуемую трубу (верхняя половина чертежа) и в конц раздачи трубы после приварки ее к трубной рещетке (нижняя половина че тежа) контактной сваркой. Устройство для осуществления пре лагаемого способа соединения трубс трубными решетками содержит наконеч ник, выполненный составным, основание 1 в виде фасонной втулки, центральный стержень 2 с осевым 3 и рад альным 4 каналами и головки 5, соединенные между собой по резьбе. В собранном виде наконечник представляет собой цилиндрический стержень с кольТдевым углублением на боковой поверхности, торцовые стенки 6 и 7 которого имеют одну кольцевую канав ку 8 и 9 соответственно, внутренняя боковая поверхность которых совмеще на с боковой стенкой кольцевого углубления наконечника. В кольцевом у лублении наконечника размещена втул 10 из прочного эластичного материал имеющая ступенчатую форму боковой поверхности с выступающей центральной частью. Концы втулки 10 входят в кольцевые канавки 8 и 9 на торцовых стенках 6 и 7 кольцевого углуб ления наконечника. На втулке 10 меж ду торцовыми стенками 6 и 7 кольцевого углубления наконечника и торца ми выступающей центральной части втулки установлены разрезные пружин ные кольца 11. Для повышения надежности и долговечности в эксплуатации, концы эластичной втулки 10 армиррваиы тонкостенными разрезными пружинными втулками 12, а под ее разрезными пружинными кольцами 11 установлены разрезные пружинные тонкостенные втулки 13, при этом прорези разрезных пружинных колец 11 смещены одна относительно другой и относительно прорези втулки 13, Наконечник электрически изолирован от полого корпуса 14. С этой целью торец корпуса 14 имеет боковой кольцевой выступ 15, который введен в фасонную втулку 16,закрывающую торец корпуса 14 и боковую поверхность выступа 15, с. на конце корпуса 14 установлена 4 асонная втулка 17, закрывающая обратный торец выступа 15 и часть прилегающей к нему боковой поверр ности корпуса 14. Втулка 17 для удобства сборки-разборки может быть выполнена из двух частей с разъемом по образующим боковой поверхности. Втулки 16 и 17 изготовлены из электроизоляционного материала, например гекстолита. Наконечник торцовой частью основания 1 надевается на конец корпуса 14с установленными на нем втулками 16 и 17 и крепится фланцем 18 с помощью деталей 19 крепления, например винтами. Детали наконечника и пружинных разрезных колец выполнены из материала с высокой электрической проводимостью,например из железистой или бериллиевой бронзы. Подвод шины 20 электропитания для разрезных пружинных колец 11 выполнен к основанию 1 наконечника, имеющему надежный электрический контакт с кольцами 11, например, при помощи винта 21. Кольца 11 в устройстве выполняют дополнительно и функцию электрода для контактной сварки, Для исключения искрения между буртом 22наконечника 1 и вальцуемой трубой 23или трубной решеткой 24 при подаче питания для осуществления контактной сварки, на эту часть основания 1 может устанавливаться защитная центрирующая втулка 25 из электроизоля.ционного материала. Способ соединения труб с трубной решеткой осуществляется следующим образом. Трубы 23 устанавливают в отвеЕ стиях трубной решетки 24 и осуществляют предварительную фиксацию их взаимного наложения одним из известных способов; Трубную решетку 24 соединяют со второй шиной от сварочного трансформатора. Затем наконечник устройства вводят в одну из труб 23 до упора втулки 25 на бурте 22 наконечника в поверхность трубной решетки 24 или в торец трубы 23. Предварительно из полости корпуса 14 и каналов 3 и 4 в наконечнике удаляют воздух и заполняют их рабочей средой. После этого одним из известных способов однимгиот давление рабочей среды в олости корпуса 14 и в каналах аконечника. Рабочая среда, наприер, вода поступает под эластичную
тулку 10 и постепенно разжимает ее и втулку 12 с установленными на ней разрезными пружинными кольцами .11 о плотного контакта центральной части втулки 10 и разрезных колец 11 с внутренней поверхностью трубы 23, При дальнейшем повышении давления рабочей среды радиальную на грузку раздачи будет воспринимать и труба 23 на участке в зоне кольцевого углубления наконечника. Сжатие выступанвдей центральной части эластичной втулки вызывает появление осевого распорного усилия и соответствующее сжатие 11, что обеспечивает
надежный электрический контакт их между собой и с торцовыми стенками 6 и 7 кольцевого углубления наконечника. При определенной величине давления рабочей среды происходит раздача трубы 23 - ее пластическая деформация. В это время и осуществляют подачу тока соответствующей силы от сварочного трансформатора через соединяемые элементы в течение времени, достаточного .для проплавления материала соединяемых элементов и образования сварного шва 26 в зоне пружинных разрезных колец 11. В данном случае кольца 11 выполняют дополнительную функцию - служат одним из электродов. После выполнения сварного шва и требуемой выдержки соединения под давлением, давление рабочей среды снимают,- под действием упругих сил эластичная втулка 10 и разрезные кольца 11 сжимаются и возвращаются в исходное положение, перемещением корпуса 14 наконечник выводят из трубы 23 и устанавливают в следующую трубу,после чего операции по раздаче трубы и выполнению сварного шва повторяют.
Устройство может иметь некоторое количество корпусов 14 с наконечниками для выполнения раздачи и сварки одновременно соответствующего количества труб. В этом случае все корпуса 14 соединяют с коллектором и располагают их в один или в несколько рядов с шагом, соответствующим шагу и расположению рядов труб 23 в трубной решетке 24. Целесообразно корпуса 14 выполнять достаточной длины,, чтобы компенсировать за счет их упругой деформации возможные отклонения и неточности расположения самых корпусов и труб 23. Максимально допустимое число корпусов 14 с наконечниками для одного устройства определяется мощностью и допустимой нагрузкой применяемых сварочных трансформаторов, а также током и нагрузкой на наконечник одного корпуса, которые зависят от материала и размеров соединяемых элементов.
Сборку аппаратов можно проводить с одновременным использованием нескольких устройств.
Длительность процесса соединения одной трубы с трубной решеткой при использовании предлагаемого способа зависит только от скорости подъема давления рабочей среды. Поэтому весь процесс соединения одного элемента по предлагаемому способу может протекать быстрее одной операции приварки трубы к трубной решетке при использовании известного способа. Кроме того, при -предлагаемом способе соединения труб с трубными решетками отпадает необходимость выполнения ряда вспомогательных операций; изготовления и установки патронов, проверки их срабатывания и повторения раздачи для отдельных труб, очистки поверхностей от продуктов взрыва.ГГадежность и качество соединений при использовании предлагаемого способа несомненно выше,его проведение не требует специальных камер, не вызывает вредного воздействия на окружающую среду и является более безопасным для обслуживающего персонала.
Формула изобретения
1.Способ соединения труб с трубными решетками, при котором осуществляют раздачу труб в пределах толщины трубной решетки и приварку их к трубной решетке по периметру соединения, отличающийся тем, ЧТО, с целью повышения производительности и качества выполняемых соединений при одновременном упрощении процесса, экономии материалов и снижении трудоемкости, операцию приварк труб к трубной решетке осуществляют одновременно с операцией их раздачи
и выполняют контактной сваркой кольцевым швом, для чего в зону раздачи труб вводят сварочные электроды,прижимают их к внутренней поверхности трубы по ее периметру в процессе раздачи и к электродам и трубной решетке подают сварочный ток.
2.Устройство для осуществления .способа по П.1, содержащее полый
корпус с наконечником, имеющим на наружной поверхности кольцевое углубление с выполненной в каждой торцовой стенке кольцевой канавкой, внутренняя боковая поверхность которой совмещена с токовой поверхностью углубления, размещенную в кольцевом углублении наконечника втулку из эластичного материала ступенчатой формы с выступающей центральной частью, размещенные на эластичной втулке между торцовыми стенками кольцевого углубления наконечника и выступающей центральной частью самой втулки разрезные пружинные кольца и систему каналов в наконечнике, сообщающих полость корпуса с кольцевым углублением наконечника под эластичной втулкой, отличающееся тем, что устройство снабжено установленными на конце полого корпуса втул;ками из электроизоляционного матери ала,а наконечник закреплен на атих втулках и оснащен токоподводом от источника питания,при этом наконечник и разрезные пружинные кольца выполнены из материёша с высокой электропроводностью.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 105903, КЛ. В 21 D 39/06, 1956.
2.Заявка ФРГ № 2400148, КЛ. В 21 D 39/06, 1975.
3.Авторское свидетельство СССР 172844, КЛ. F 28 f 99/16, 1963,
4.Авторское свидетельство СССР по заявке №, 474604/27,
КЛ. В 21 D 39/06, 1977.
5.Патент Франции № 1294938,
F 16 в, 1962.
КЛ ,
6.Аппараты теплообменные судовые. Закрепление труб-в трубных
0 решетках с использованием энергии взрывчатых веществ. ГОСТ 5098-72.
7.Авторское свидетельство СССР по заявке № 2559451/27,
КЛ. В 21 D 39/02, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128560C1 |
| Устройство для раздачи труб | 1980 |
|
SU893335A1 |
| Устройство для раздачи труб в отверстиях трубной решетки | 1981 |
|
SU965560A1 |
| Способ соединения труб с трубной решеткой | 1982 |
|
SU1038151A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1997 |
|
RU2114714C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1996 |
|
RU2103095C1 |
| Устройство для раздачи труб | 1983 |
|
SU1127671A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ТРУБНОЙ РЕШЕТКОЙ | 1997 |
|
RU2128098C1 |
| Устройство для развальцовки труб в трубчатых досках | 1976 |
|
SU588701A1 |
| Способ соединения труб с трубной доской | 1981 |
|
SU961820A2 |
