Изобретение относится к машиностроению, в частности к технологии соединения труб с трубной решеткой при изготовлении теплообменного оборудования, и может найти применение в энергомашиностроении, судостроении, химическом и других отраслях машиностроения.
Наиболее простой из известных способов соединения труб с трубной решеткой путем приварки торца по ее периметру к трубной решетке у переднего торца отверстия в ней не обеспечивает строгого соосного расположения труб и отверстий в трубной решетке и равномерное распределение труб по сечению трубного пучка, что в теплообменниках с плотными пучками труб ведет к неравномерности теплообменных процессов, вызывает разные температурные деформации труб и разную нагрузку на сварные швы в узлах соединения труб с трубной решеткой, ускоренное разрушение сварных соединений, снижение надежности и долговечности теплообменников в эксплуатации. Этому же способствует и наличие кольцевых зазоров между трубой и стенкой отверстия в трубной решетке, образующих застойные кольцевые зоны для теплоносителя в межтрубной полости теплообменника, в которых происходит ускоренная коррозия металла и его разрушение.
С ростом рабочих параметров теплообменников (температуры рабочих сред, давления) и цикличности их изменения узлы соединения труб с трубной решеткой испытывают значительные нагрузки, что предъявляет повышенные требования к соединению труб с трубными решетками. В теплообменных аппаратах ответственного назначения, в частности - для АЭС, соединение труб с трубной решеткой выполняют, как правило, комбинированным методом - сваркой с последующей раздачей трубы в отверстии трубной решетки до обеспечения их плотного контакта по всей поверхности сопряжения одним из известных методов - взрывом, механической роликовой развальцовкой, прессовой или гидравлической раздачей. Достаточно производительный и сравнительно недорогой метод раздачи труб взрывом не получил широкого распространения при изготовлении теплообменников ответственного назначения из-за трудоемкости и сложности последующей очистки внутренних поверхностей труб от оседающих на них продуктов взрыва, нестабильности режима раздачи и невозможности раздачи труб вблизи задней поверхности трубной решетки из-за возможности разрыва труб на выходе из нее. Последнее обстоятельство не позволяет полностью устранить кольцевой зазор между трубой и стенкой отверстия в трубной решетке, сохраняет упомянутые условия для ускоренной коррозии металла и снижает надежность и долговечность теплообменников в эксплуатации. Механическая раздача труб в отверстиях трубной решетки по всей длине их сопряжения при значительной толщине трубной решетки (свыше 100-150 мм) может быть выполнена только в несколько приемов (переходов) из-за ограниченной длины рабочей части инструмента - роликов. Это требует соответствующего набора вальцовок разной длины, существенно повышает трудоемкость изготовления теплообменников, увеличивает расход дорогостоящего инструмента и затраты на изготовление теплообменников. С другой стороны, практически невозможно избежать частичной накладки кольцевых зон вальцовки при выполнении раздачи в несколько переходов или зазоров между кольцевыми зонами вальцовки. При частичной накладке зон вальцовки появляются кольцевые пояски с двукратной деформацией металла, вызывающей повышенный наклеп и снижение качества металла в этой зоне (стойкости). Зазоры между кольцевыми зонами вальцовки вызывают появление кольцевых выступов на внутренней поверхности стенки трубы, что снижает качество внутренней поверхности труб и недопустимо для теплообменников ответственного назначения. Кроме того, раздача труб в отверстиях трубной решетки в несколько переходов практически не обеспечивает одинаковый размер труб по внутреннему диаметру в пределах зоны раздачи, что тоже является нарушением требований к качеству внутренней поверхности труб в теплообменниках ответственного назначения. Прессовая раздача труб не получила в мировой практике широкого распространения: из-за низкой стойкости упругого элемента (втулки), его выдавливания и разрушения вблизи передней торцевой стенки трубной решетки в процессе раздачи трубы, невозможности раздачи труб в зоне их выхода из трубной решетки из-за возможности разрыва труб, а также из-за неравномерности раздачи трубы по длине зоны раздачи. Наибольшее распространение в мировой практике получила гидравлическая раздача труб, при которой обеспечивается наибольшая стабильность раздачи и сохранение качества внутренней поверхности трубы в зоне раздачи. Правда, этот метод раздачи затрудняет раздачу труб в непосредственной близости от передней и задней торцевых стенок трубной решетки в пределах ее толщины и предъявляет повышенные требования к точности размеров труб в зоне их раздачи и точности размеров отверстий в трубной решетке. Кроме того, предварительная сварка труб с трубной решеткой существенно затрудняет последующую раздачу труб в пределах толщины трубной решетки с полной выборкой кольцевого зазора между сопрягаемыми поверхностями. Дело в том, что даже при незначительном кольцевом зазоре между наружной поверхностью труб и внутренней поверхностью отверстий в трубной решетке в этот зазор при сварке неизбежно попадают капли расплавленного металла, шлак и другие продукты сварки, что делает невозможным равномерную раздачу труб в пределах толщины трубной решетки и необходимую плотность прилегания сопрягаемых в соединении поверхностей, нарушает качество внутренней поверхности труб с точки зрения точности размеров и формы. Устранение этих дефектов в полной мере практически невозможно, хотя и требует дополнительных затрат.
Наиболее близким к заявляемому по техническому существу (прототипом) является используемый некоторыми ведущими в этой области фирмами, например, БАЛКЕ-ДЮРР (BALKE-DURR), Германия (DE 2456811, 23.10.75, B 21 D 39/06), способ соединения труб с трубной решеткой, включающий предварительную раздачу конца трубы в отверстии трубной решетки у ее передней торцевой стенки (на ограниченном участке длины трубы), например, механической вальцовкой, кольцевую сварку трубы с трубной решеткой у ее передней торцевой стенки и последующую гидравлическую раздачу трубы в пределах толщины трубной решетки.
Такой способ соединения труб с трубными решетками позволяет ведущим фирмам получать соединения высокого качества и изготавливать наиболее надежные в эксплуатации теплообменники. Однако после раздачи конца трубы, например роликовой вальцовкой, на трубе образуется переходной участок, на котором внутренний диаметр трубы плавно изменяется от ее диаметра в зоне раздачи до внутреннего диаметра исходной трубы. В этих условиях обеспечить гидравлическую раздачу остального участка трубы в пределах толщины трубной решетки с одной установки обычного зонда для гидравлической раздачи не представляется возможным, поскольку оба его уплотнительных элемента рассчитаны на определенный внутренний диаметр раздаваемого элемента (трубы) и ограниченную величину радиальной раздачи. По этой причине гидравлическую раздачу трубы выполняют вначале на ее участке с постоянным исходным внутренним диаметром, не доходящим до переходной зоны после предварительной раздачи конца трубы. При этом образуется неразвальцованная зона трубы, так называемый "карман", протяженность которого зависит, по меньшей мере, от протяженности переходных зон после механической и гидравлической развальцовок. Устраняется указанный "карман" дополнительной подвальцовкой, которая может быть выполнена гидравлической - с использованием зонда соответствующих размеров по диаметру развальцованной трубы, механической вальцовкой или прессовой раздачей. При этом предпочтение следует отдать гидравлической подвальцовке "кармана" по указанным ранее причинам. В принципе, возможна гидравлическая раздача всего участка трубы после механической раздачи ее конца с одной установки зонда для гидравлической раздачи, снабженного уплотняющими элементами разного диаметра, но при этом появится осевое выталкивающее усилие на зонд и необходимость использования устройств или средств, компенсирующих это усилие, что не всегда возможно и целесообразно по технологическим и экономическим соображениям. Эту особенность описанного способа соединения труб с трубными решетками вряд ли следует считать его недостатком, поскольку он устраняется одним из указанных известных приемов, требующих дополнительных затрат на реализацию способа, но не снижающих качество соединения. И все таки этот способ не лишен по меньшей мере одного недостатка. Гидравлическая раздача трубы в пределах толщины трубной решетки после предварительной раздачи переднего конца трубы и сварки ее переднего торца с трубной решеткой у передней торцевой стенки последней не обеспечивает плотную (без зазора) запрессовку трубы в отверстии трубной решетки по всей поверхности их сопряжения. Как показали проведенные исследования таких соединений после их изготовления непосредственно и после эксплуатации изделий в течение некоторого времени, начальный кольцевой зазор в зоне гидравлической раздачи трубы лежит в пределах 25-50 микрон, но у выхода труб из трубной решетки на границе задней торцевой стенки последней этот зазор достигает исходной величины зазора между трубой и стенкой отверстия. Как уже отмечалось выше, гидравлическая раздача трубы непосредственно на границе с задней торцевой стенкой трубной решетки невозможна из-за опасности увеличенной деформации и разрыва трубы за пределами трубной решетки. Указанное увеличение кольцевого зазора лежит в пределах переходной зоны гидравлической раздачи на ограниченном участке длины, но этого уже достаточно для создания застойных зон для агрессивной теплообменной среды, коррозии металла трубы с постепенным увеличением кольцевого зазора уже в зоне гидравлической раздачи трубы, что не только ослабляет закрепление трубы в трубной решетке, но и способствует ускоренному разрушению труб с вытекающими из этого последствиями.
Изобретение решает техническую задачу повышения надежности соединения труб с трубной решеткой и долговечности оборудования в процессе эксплуатации. Одним из путей решения этой задачи является максимальное, практически до нуля, уменьшение кольцевого зазора между трубой и трубной решеткой, по крайней мере вблизи задней торцевой стенки трубной решетки, с вынесением переходной зоны раздачи трубы за пределы трубной решетки. Поставленная техническая задача решается тем, что при реализации способа соединения труб с трубной решеткой, включающего предварительную раздачу переднего конца трубы в отверстиях трубной решетки, сварку торца труб с трубной решеткой в плоскости передней торцевой стенки последней и последующую раздачу труб в пределах толщины трубной решетки преимущественно гидравлическим путем за один или два перехода - в соответствии с данным изобретением осуществляют дополнительно механическую кольцевую развальцовку труб в зоне задней торцевой стенки трубной решетки. Этой кольцевой зоной механической развальцовки труб охватывают по меньшей мере весь переходной участок в конце зоны гидравлической раздачи, а часть зоны кольцевой развальцовки труб выводят за пределы трубной решетки.
Действительно, завершение процесса соединения труб с трубной решеткой механической кольцевой развальцовкой выходного участка трубы в зоне задней торцевой стенки трубной решетки с охватом упомянутой кольцевой зоной механической развальцовки по меньшей мере всего переходного участка в конце зоны гидравлической раздачи и выведением части кольцевой зоны механической развальцовки труб за пределы трубной решетки обеспечивает полное исключение кольцевого зазора между стенками отверстий в трубной решетке и наружной поверхностью труб в зоне их выхода. А это значит, что практически полностью устраняются условия ускоренного разрушения труб в процессе эксплуатации оборудования, повышается его надежность и долговечность. И хотя эта дополнительная операция в процессе соединения труб с трубными решетками увеличивает стоимость изготовления оборудования, дополнительные затраты с лихвой окупаются увеличением срока надежной эксплуатации оборудования.
Таким образом, заявляемый способ соединения труб с трубной решеткой отвечает поставленной технической задаче. Поскольку заявляемый способ по сравнению с прототипом имеет указанные выше отличительные признаки, он должен быть признан соответствующим критерию изобретения - "новизна". Отсутствие сведений об известности использования отличительных признаков заявляемого способа для решения таких же или аналогичных задач в этой же или смежных областях техники с достижением указанного эффекта позволяет признать заявляемое техническое решение соответствующим критерию - "изобретательский уровень". Отсутствие препятствий технического, технологического или иного порядка для промышленной реализации изобретения и сам факт его реализации АО "ЗиО" в процессе изготовления ответственных узлов теплообменного оборудования делают заявляемое техническое решение соответствующим критерию изобретения - "промышленная применимость".
Сущность изобретения поясняют приводимые ниже описание примера осуществления заявляемого способа и чертежи, на которых представлены фрагменты узла соединения труб с трубной решеткой на разных этапах осуществления процесса, в частности:
- на фиг. 1 - фрагмент узла соединения труб с трубной решеткой после раздачи (развальцовки) входного участка труб в отверстиях трубной решетки и сварки их с трубной решеткой;
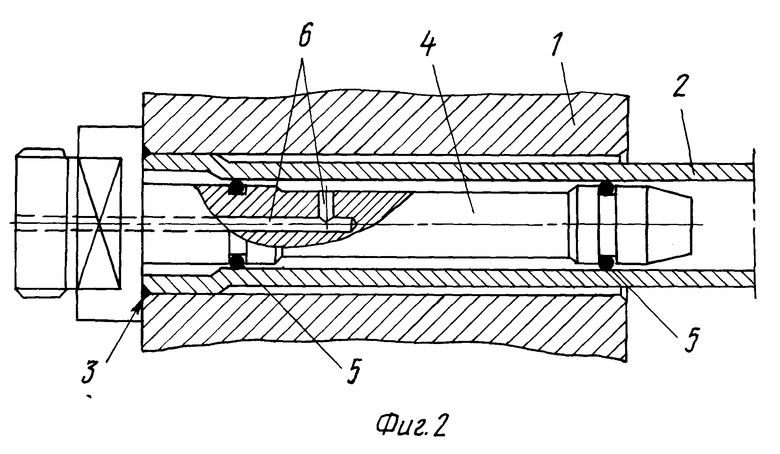
- на фиг. 2 - установка гидравлического зонда в трубе для осуществления первого этапа ее гидравлической раздачи (увеличено);
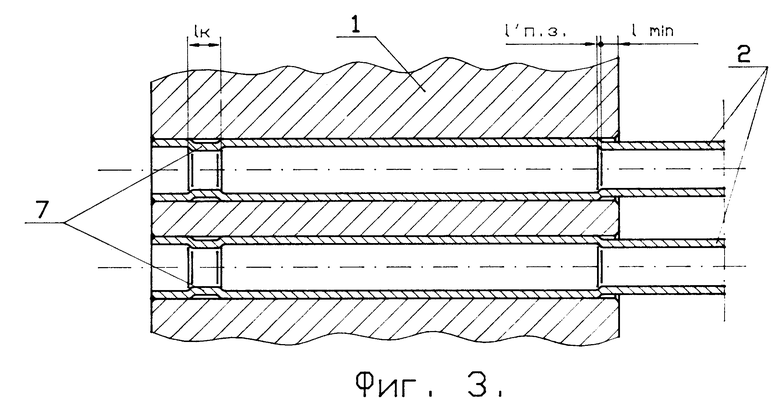
- на фиг. 3 - фрагмент узла соединения труб с трубной решеткой после первого этапа гидравлической развальцовки трубы;
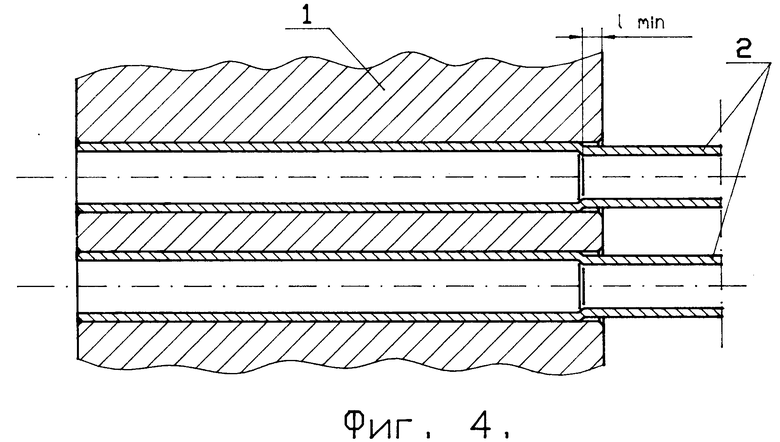
- на фиг. 4 - фрагмент узла соединения труб с трубной решеткой после устранения кармана, образованного переходными зонами после раздачи входного участка трубы и первого этапа гидравлической раздачи;
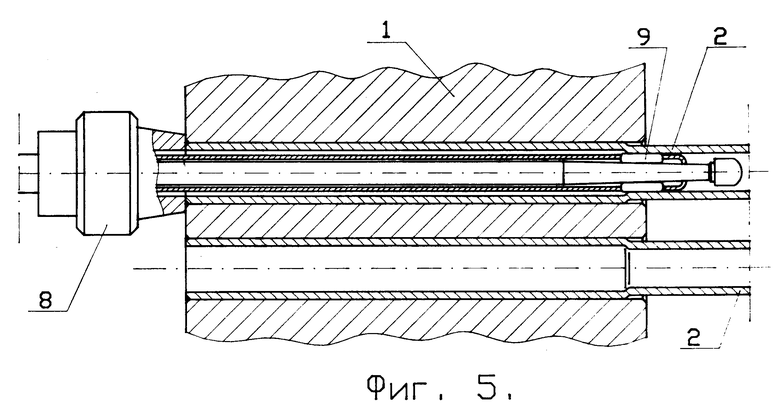
- на фиг. 5 - установка механической вальцовки для раздачи выходного участка труб у их выхода из трубной решетки;
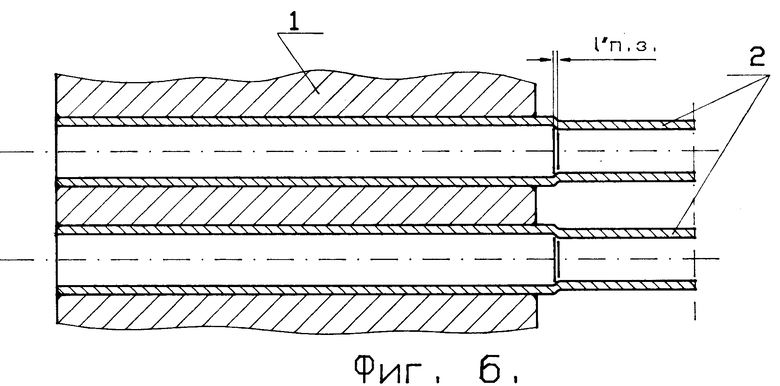
- на фиг. 6 - фрагмент узла соединения труб с трубной решеткой после завершения процесса их соединения.
Соединение труб с трубной решеткой, в соответствии с данным изобретением, выполняют с использованием известных в технике средств и технологических приемов, хотя сам процесс соединения имеет определенные отличия, устраняющие недостатки таких соединений, выполняемых по известным технологиям, и обеспечивает повышение надежности и долговечности ответственных узлов теплообменного оборудования.
Как и при реализации известных технологий, при осуществлении заявляемого способа в отверстиях диаметром "dO" трубных решеток 1 толщиной преимущественно выше 100 мм вводят концы подготовленных труб 2 и устанавливают торцы последних заподлицо с передней торцевой стенкой трубной решетки 1. Затем осуществляют раздачу переднего (входного) конца всех труб 2 на ограниченном участке длины "1" от "dтр.вн." до "d'тр.вн." и до полного устранения кольцевых зазоров между трубами 2 и стенками отверстий в трубной решетке 1 без остаточной пластической деформации последней, преимущественно механической вальцовкой. После этого выполняют кольцевую сварку концов труб 2 с трубной решеткой 1, при этом сварной шов 3 может быть выполнен вручную или автоматически с использованием известных устройств (сварочной головки АГ-10-18). В последнем случае повышается качество соединения и отпадает необходимость промежуточной обработки отверстий соединения для выполнения последующих операций. Фрагмент узла соединения труб 2 с трубной решеткой 1 после завершения этой стадии показан на фиг.1. После завершения этой стадии в трубах 2 появляется переходная зона "1п.з." от "dтр.вн." до "d'тр.вн.".
Следующий этап выполнения соединения труб 2 с трубной решеткой 1 заключается в раздаче трубы 2 в пределах толщины трубной решетки 1. Как уже отмечалось выше, для таких соединений в ответственных узлах теплообменного оборудования используют гидравлическую раздачу в один или в два перехода. В первом случае зонд для гидравлической раздачи трубы 2 должен быть ступенчатой формы с разным диаметром уплотнительных элементов и зонда на границах зоны раздачи. При использовании такого зонда в процессе раздачи трубы зонд будет испытывать выталкивающее усилие значительной величины, что потребует дополнительных средств и трудозатрат для закрепления изделия и инструмента, а это далеко не всегда оправдало по экономическим и/или технологическим соображениям. Фрагмент соединения труб 2 с трубной решеткой 1 после такого варианта выполнения этого этапа процесса соединения представлен на фиг. 4.
Более целесообразно следующий этап гидравлической раздачи трубы 2 в пределах толщины трубной решетки 1 осуществить в два перехода. Для этого (см. фиг. 2) в трубу 2 вводят зонд 4 с диаметром уплотнительных колец 5 под размер "dтр.вн.", при этом оба кольца 5 располагают в трубе 2 в пределах толщины трубной решетки 1, но за переходной зоной "1п.з." после раздачи входного участка "1" трубы 2. По каналам 6 зонда 4 в кольцевой зазор между уплотнительными элементами 5 подают рабочую среду, поднимают ее давление до необходимого значения для обеспечения раздачи трубы и выдерживают при давлении раздачи необходимое время. После этого давление среды сбрасывают, среду отсасывают из кольцевого зазора и зонд 4 удаляют из трубы 2. Фрагмент узла соединения труб 2 с трубной решеткой 1 после выполнения указанного первого этапа (перехода) гидроразвальцовки представлен на фиг. 3 чертежей.
Как видно из этого чертежа, между входным участком "1" механической развальцовки и участком первого этапа гидравлической развальцовки трубы 2 образовалась не подвергнутая раздаче зона, так называемый "карман", длиной "1к", включающей длину переходных зон от каждой раздачи трубы 2 и промежутка между ними, а также переходная зона "1п.з." на трубе 2 вблизи ее выхода из трубной решетки 1, расположенная от задней торцевой стенки последней на некотором минимальном расстоянии "1min", исключающем возможность деформации и разрыва трубы 2 за пределами трубной решетки 1. Как и при осуществлении известных способов соединения труб с трубными решетками, "карман" устраняют дополнительной операцией раздачи трубы в этой зоне. В предлагаемом данным изобретением способе соединения труб с трубной решеткой эту дополнительную раздачу выполняют гидравлическим зондом с размерами уплотнительных элементов 5 под диаметр трубы 2 после раздачи, т.е. под "dтр.вн.". В принципе для этой цели может быть использовано известное устройство для прессовой раздачи труб, но вряд ли целесообразно на одном рабочем месте увеличивать номенклатуру используемых для раздачи труб средств с разным принципом действия. Процесс раздачи трубы гидравлическим путем при устранении "кармана", т.е. второй этап гидрораздачи, практически не отличается от первого этапа гидрораздачи ни по виду используемого инструмента, ни по режимам выполнения процесса. Фрагмент узла соединения труб 2 с трубными решетками 1 после выполнения этой стадии процесса показан на фиг. 4.
Такой вид имеет узел соединения труб с трубной решеткой и при реализации известного способа соединения, сохраняя присущий ему основной недостаток: кольцевой зазор между трубой 2 и стенками отверстий в трубной решетке 1, хотя и на ограниченном по длине участке "1min", но все же образующий застойную зону для теплоносителя межтрубного пространства теплообменника. Развитие коррозии и других разрушительных процессов металла труб на этих участках увеличивает застойную зону и ускоряет разрушение.
Основной отличительной особенностью заявляемого способа соединения труб с трубными решетками является полная ликвидация застойных зон в соединении указанных элементов. Достигается это тем, что после выполнения соединения труб с трубной решеткой по описанной выше технологии дополнительно осуществляют механическую кольцевую развальцовку труб в зоне задней торцевой стенки трубной решетки, причем, указанной кольцевой зоной механической развальцовки выходного участка труб охватывают по меньшей мере весь переходной участок труб в конце зоны гидравлической раздачи, а часть зоны кольцевой развальцовки труб выводят за пределы трубной решетки. Для этого в трубе 2 после выполнения указанных операций их раздачи вводят механическую (роликовую) вальцовку 8 соответствующих размеров (см. фиг. 5 чертежей), длина рабочих органов которой - роликов 9 - позволяет охватить не подвергнутый раздаче выходной участок трубы 2, включая переходной участок "1п.з.", и вывести часть кольцевой зоны механической развальцовки трубы 2 за пределы задней торцевой стенки трубной решетки 1. После этой дополнительной операции соединение труб с трубной решеткой будет иметь вид, фрагмент которого представлен на фиг. 6 чертежей.
Поскольку механическая развальцовка трубы при качественном ее выполнении обеспечивает практически полное устранение кольцевого зазора между трубой 2 и стенками отверстий в трубной решетке 1 без остаточной деформации последней, а зона развальцовки частично выведена за пределы трубной решетки, - указанного кольцевого зазора для образования застойных зон в таком соединении уже нет. Это означает и полное устранение недостатка, присущего узлам соединения труб с трубной решеткой, выполненным по известным технологиям, повышение надежности и долговечности теплообменного оборудования ответственного назначения. Проведенные исследования и проверка находящегося в эксплуатации оборудования это полностью подтвердили.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С КОЛЛЕКТОРОМ ПАРОГЕНЕРАТОРА | 2012 |
|
RU2524461C2 |
| Способ соединения труб с трубными решетками и коллекторами теплообменных аппаратов | 2017 |
|
RU2655553C1 |
| Способ закрепления теплообменных труб в подогревателях высокого давления камерного типа | 2020 |
|
RU2752718C1 |
| Способ соединения труб с коллектором теплообменного аппарата | 2018 |
|
RU2693713C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128560C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1997 |
|
RU2114714C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2132759C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129056C1 |
| СПОСОБ КОМБИНИРОВАННОГО ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2198051C2 |
Изобретение обеспечивает высокое качество соединения труб с трубными решетками и предназначено для использования при изготовлении ответственных узлов теплообменного оборудования преимущественно для АЭС. Способ включает предварительную раздачу переднего (входного) конца труб в отверстиях трубной решетки, сварку торца труб с трубной решеткой в плоскости передней торцевой стенки последней и последующую раздачу труб в пределах толщины трубной решетки преимущественно гидравлическим путем за один или два перехода. После упомянутой гидравлической раздачи осуществляют механическую (роликовую) кольцевую развальцовку труб в зоне задней торцевой стенки трубной решетки, при этом указанной кольцевой зоной механической развальцовки выходного участка труб охватывают по меньшей мере весь переходной участок труб в конце зоны гидравлической раздачи, а часть зоны кольцевой развальцовки труб выводят за пределы трубной решетки. Тexничecкий результат повышение надежности соединения труб с трубной решеткой и долговечность оборудования в процессе эксплуатации. 6 ил.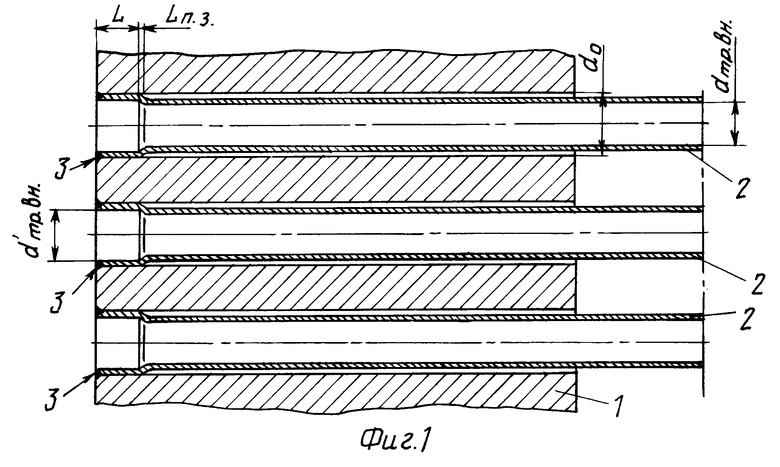
Способ соединения труб с трубной решеткой, включающий сварку торца труб с трубной решеткой в плоскости передней торцевой стенки последней, последующую раздачу труб в пределах толщины трубной решетки гидравлическим путем и механическую роликовую развальцовку труб, отличающийся тем, что перед сваркой труб с трубной решеткой осуществляют раздачу переднего конца труб, а механическую развальцовку осуществляют в зоне задней торцевой стенки трубной решетки, причем указанной кольцевой зоной механической развальцовки охватывают по меньшей мере весь переходной участок труб в конце зоны гидравлической раздачи, осуществляемой за один или два перехода, а часть зоны кольцевой развальцовки труб выводят за пределы трубной решетки.
| ПРЕМИКС К КОРМУ ДЛЯ СЕЛЬСКОХОЗЯЙСТВЕННЫХ ЖИВОТНЫХ | 2010 |
|
RU2456811C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕПТИДОВ, СПЕЦИФИЧНО РАСПОЗНАЮЩИХ ОПРЕДЕЛЕННЫЕ ТИПЫ КЛЕТОК И ПРЕДНАЗНАЧЕННЫХ ДЛЯ ТЕРАПЕВТИЧЕСКИХ ЦЕЛЕЙ | 2009 |
|
RU2528739C2 |
| СПОСОБ ПРАВКИ КОНЦОВ ТРУБ | 0 |
|
SU236415A1 |
| Инструмент для холодной раздачи труб | 1981 |
|
SU959878A1 |
| SU 959496, 30.10.82 | |||
| Пильный джин | 1988 |
|
SU1534107A1 |

