(54)ПНЕВМАТИЧЕСКИЙ КАЛИБР ДЛЯ КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА
РЕЗЬБЫ
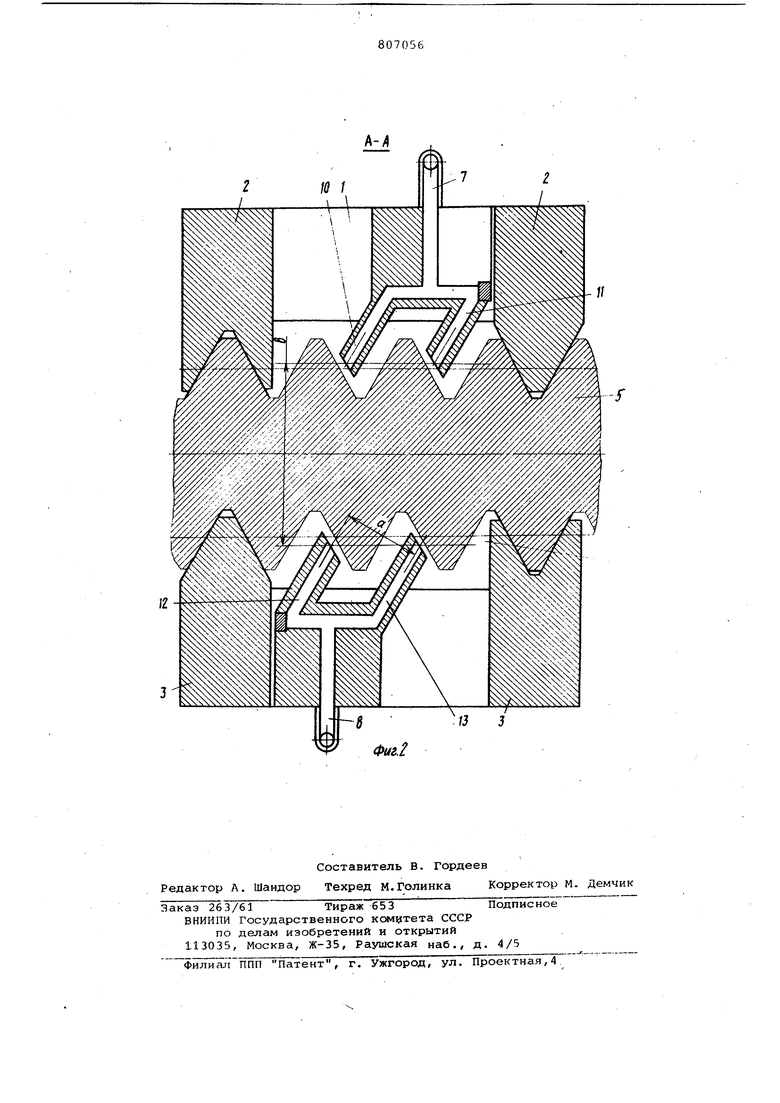
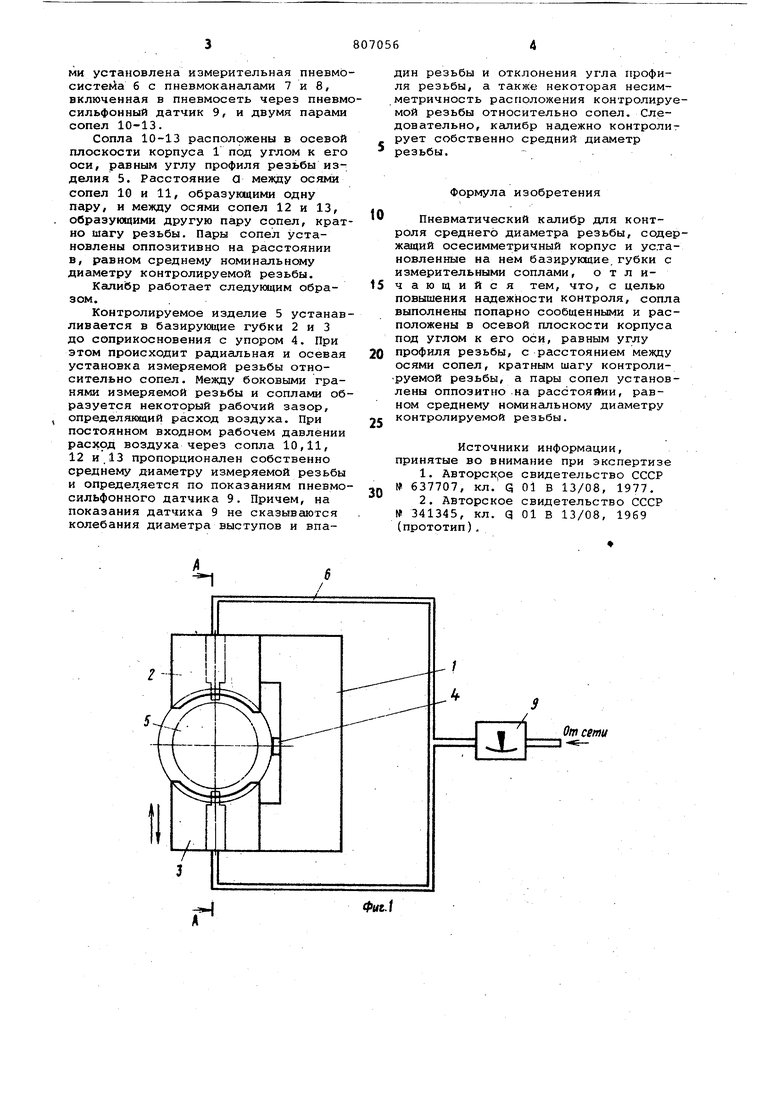
ми установлена измерительная пневмосистеМа 6 с пневмоканалами 7 и 8, включенная в пневмосеть через пневмсильфонный датчик 9, и двумя парами сопел 10-13.
Сопла 10-13 расположены в осевой плоскости корпуса 1 под углом к его оси, равным углу профиля резьбы изделия 5. Расстояние О между осями сопел 10 и 11, образукщими одну пару, и между осями сопел 12 и 13, образующими другую пару сопел, кратно шагу резьбы, пары сопел установлены оппозитивно на расстоянии в, равном среднему номинальному диаметру контролируемой резьбы.
Калибр работает следугацим образом.
Контролируемое изделие 5 устанавливается в базирующие губки 2 и 3 до соприкосновения с упором 4. При этом происходит радиальная и осевая установка измеряемой резьбы относительно сопел. Между боковыми гранями измеряемой резьбы и соплами образуется некоторый рабочий зазор, определякнций расход воздуха. При постоянном входном рабочем давлении расхрд воздуха через сопла 10,11, 12 и. 13 пропорционсшен собственно среднему диаметру измеряемой резьбы и опредедяется по показаниям пневмосильфонного датчика 9. Причем, на показания датчика 9 не сказываются колебания диаметра выступов и впадин резьбы и отклонения угла профиля резьбы, а также некоторая несимметричность расположения контролируемой резьбы относительно сопел. Следовательно, калибр надежно контролирует собственно средний диаметр резьбы.
Формула изобретения
Пневматический калибр для контроля среднего диаметра резьбы, содержащий осесимметричный корпус и установленные на нем базирующие.губки с измерительными соплами, отличающийся тем, что, с целью повышения надежности контроля, сопла выполнены попарно сообщенными и расположены в осевой плоскости корпуса под углом к его оси, равным профиля резьбы, с расстоянием между осями сопел, кратным шагу контролируемой резьбы, а пары сопел установлены оппозитно на расстоянии, равном среднему номинальному диаметру контролируемой резьбы.
Источники информации, принятые во внимание при экспертизе
1.Авторск,ое свидетельство СССР 637707, кл. Q 01 В 13/08, 1977.
2.Авторское свидетельство СССР № 341345, кл. g 01 В 13/08, 1969 (прототип).
От семи
Г
Фиг.
-f
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое устройство для контроля среднего диаметра резьбы | 1980 |
|
SU911154A1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| Пневматический резьбовой калибр | 1947 |
|
SU82396A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| СПОСОБ СБОРКИ СОПЛА С ЭЛАСТИЧНЫМ ОПОРНЫМ ШАРНИРОМ | 2011 |
|
RU2478815C1 |
| ГОРЕЛКА РЕГУЛИРУЕМАЯ ГАЗОВАЯ ТЕПЛОЗАЩИЩЕННАЯ УНИВЕРСАЛЬНАЯ | 2010 |
|
RU2421660C1 |