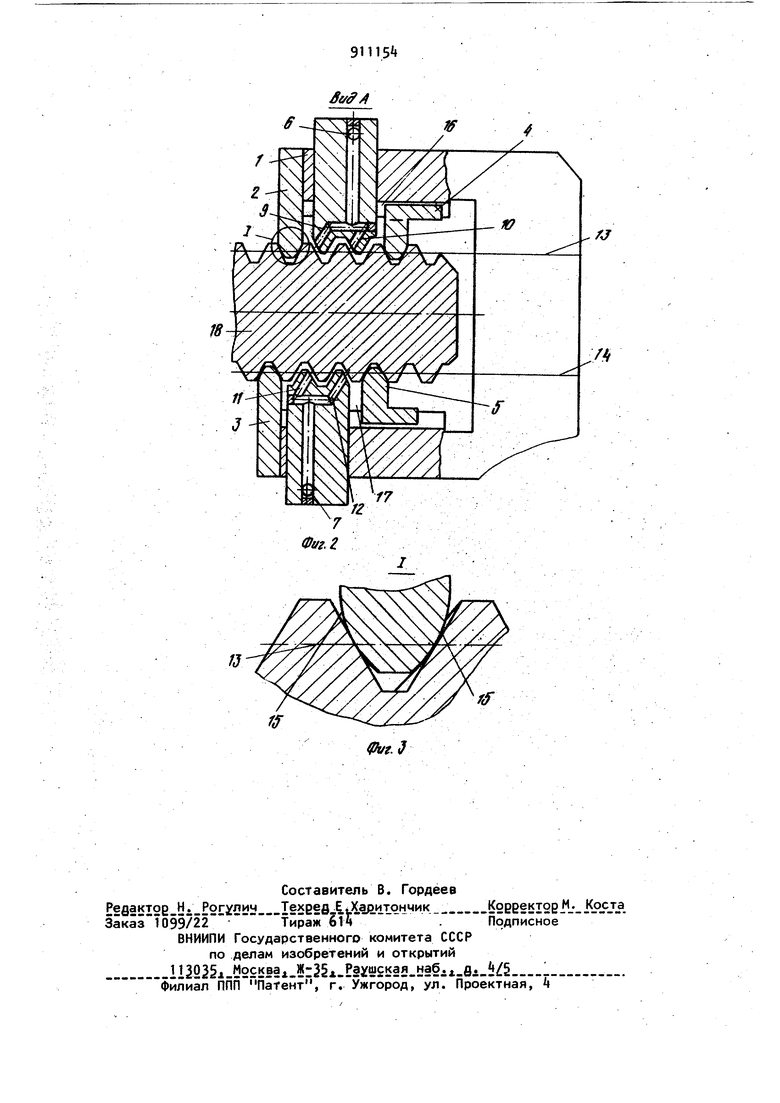
,-:. :, . Изобретение относится к измерител ной технике и может быть использовано в различных отраслях машиностроения для определения действительного размера изделия при изготовлении точ ных резьб. Известно пневматическое устройство для контроля среднего диаметра резьбы, содержащее корпус, закреплен ные на корпусе базирующие губки и измерительные сопл, расположенные в одной плоскости и направленные оплозитно друг другу 1, Однако базирующие губки выполнены раздвижными и оснащены механизмом перемещения, что снижает производительност1э контроля, а также томность контроля из-за нестабильного полбже.ния базирующих губок относительно измерительных сопел. Цель изобретения - повышение точности и производительности контроля. Эта цель достигается тем, что в пневматическом устройстве для контроля среднего диаметра резьбы, содержащем корпус, закрепленные на корпусе базирующие губки и измерительные сопла, расположенные в одной плоскости и направленные оппозитно ДРУГ другу, базирукяцие губки выполнены в виде ножей, расположенных нормально плоскости расположения измерительных сопл, а лезвия ножей выполнены по форме, соответствующей проекции впадины резьбы на плоскость, параллельную плоскости расположения измерительных сопл. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1} на фиг. 3 профиль лезвия ножа базирующей губки-узел на . фиг. 2.. Пневматическое устройство состоит из корпуса 1, на котором закреплены базирующие губки 2-5. Между базирующими губками установлена измерительная пневмосистема с каналами 6 и 7 включенная в пневмосеть через пнев391
мосильфонный датчик 8, К каналам присоединены две пары сопл 9, Ю и 11, 12, расположённых по средним линиям 13 и Т измеряемого номинального профиля в одной плоскости. Базирующие губки выполнены в виде ножей, лезвиям 15 которых придана форма, вписывающаяся в проекцию впадины резьбы на плоскость, параллельную плоскости расположения измерительных сопл.
Губки 2 и 3 закреплены на корпусе 1 неподвижно а губки и S установлены в пазах 16 и 17 с возможностью перемещения вдоль корпуса 1.
Устройство работает следующим образом.
Контролируемое изделие 18 устанавливают в базирующие губки 2-5 и перемещают в губках на npoxojpi. Гуёки k и 5 перемещаются в пазах 16 и 17 вдоль.оси корпуса 1 и резьбы изделия 18 и таким образом самоустанавливаются по резьбе в осевом направлении, что .компенсирует накопленную погрешность шага. При этом происходит радиальное и осевое базирование резьбы контролируемого изделия 18 относительно сопл. Между боковыми гранями резъбы и соплами образуется некоторый рабочий зазор, определяющий расход воздуха. При постоянном входном рабочем давлении расход воздуха через пнёвмосопла обратно пропорционален среднему диаметру резьбы. Расход определяется по показаниям датчика 8 по максимальному отклонению стрелки.
Благодаря тому, что губки выполнены в виде ножей, лезвиям которых придана форма профиля резьбы, и уста4
новлены нормально плоскости расположения сопл нет необходимости раздвигать губки для ввода контролируемого изделия в зону контроля. Это повышает точность измерения, вследствие большей стабильности положения измеряемых поверхностей резьбового профиля по отношению к измерительным соплам, а также увеличивает произаодительность контроля, поскольку деталь перемещают в губках в одном направлении на проход, и отсутствуют потери времени на раздвижение и сблиг жение губок при каждом замере.
Формула изобретения
Пневматическое устройство для конт.роля среднего диаметра резьбы, содержащее корпус, закрепленные на корпусе базирующие губки и измерительные сопла, расположенные в одной плоскости и направленные оппозитно
друг другу, отличающееся тем, что, с целью повышения точности и производительности контроля, базирующие губки выполнены а виде ножей, расположенных нормально плоскости
расположения измерительных сопл, и лезвия ножей выполнены по форме, соответЪтвующей проекции впадины резьбы на плоскость, параллельную плоскости расположения измерительных сопл.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР по заявке № 2766323/28,
кл. G 01 В 13/08, 1979 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический калибр для контроляСРЕдНЕгО диАМЕТРА РЕзьбы | 1979 |
|
SU807056A1 |
| Устройство для контроля метчика | 1990 |
|
SU1758400A1 |
| Пневматический калибр для контроля собственно среднего диаметра резьбы | 1969 |
|
SU341345A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СОБСТВЕННО СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1973 |
|
SU406117A1 |
| Способ крепления ножей в заточных системах | 2024 |
|
RU2834561C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей | 1977 |
|
SU734498A1 |
| Устройство для контроля окружного шага зубчатых колес | 1980 |
|
SU970079A1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| ЗАЖИМ ДЛЯ СОЕДИНЕНИЯ ДВУХ ПРОВОДОВ ЦЕПНОЙ ПОДВЕСКИ КОНТАКТНОЙ СЕТИ | 1997 |
|
RU2115569C1 |