1
Изобретение относится к области ме. | таллургии, в частности к способу диффузионного насыщения поверхности изделий преимущественно из стали, и может быть использовано в машиностроении.
Известен способ диффузионного насыщения поверхности изделий путем обра ботки их в среде карбюризатора тлеющим разрядом при повышенных температурах.
Однако этот способ имеет недостаток, заключающийся в том, что скорость диффузии в условиях проведения способа небольшая. В результате этого процесс насышеяия поверхности изделий продолжителен по времени даже при незначительней глубине образующихся диффузионных слоев.
Известен также способ диффузионного насыщения поверхности изделий заключающкйся в нагреве их в твердом карбк изаторе и выдержке при температуре,нагрева под действием электрического поля при напряжении 0,15-0,3 кв, причем
электрический ток подводится непосредственно к изделию.
Однако этот способ не обеспечивает высоких скоростей процесса насыщения поверхности изделий карбюризатором, что обусловлено недостаточной скоростью диффузии, и требует значительного времени для получения диффузионных слоев заданной глубины.
Целью изобретения является ускорение процесса насыщения поверхности изделий.
Поставленная цель достигается следующим образом.
Изделия подвергают нагреву совместно с карбюризатором до температуры на ЗОО-400 С выше температуры АС и вьшерживают при этой температуре аод действием электрического поля при напряжении 25-300 кВ и затем охлаждают. Причем электрическое поле подводят к изделию бесконтактным способом.
СущеЪтвенное йтличке способа состоит в исаользованнн регламентированного темперагурного интервала обработки н новых элекгрнческих параметров.
Положительный эффект способа обусловлен тем, что в результате воздействия мощного электрического поля на металлическую поверхность при высоких температурах в ней происходит образование различного рода дефектов - объемных и линейных, ЧТО способствует облегчению ди4ь. фузионных прсщессов . Кроме того, искровые разряды, образующиеся при электрическом пробое, резко повышают активность карбюризатора, что в свою очередь обеспечивает высокую скорость доставки диффундирующих атомов к насыщаемой поверхности изделий.
По предложенному способу осущест-
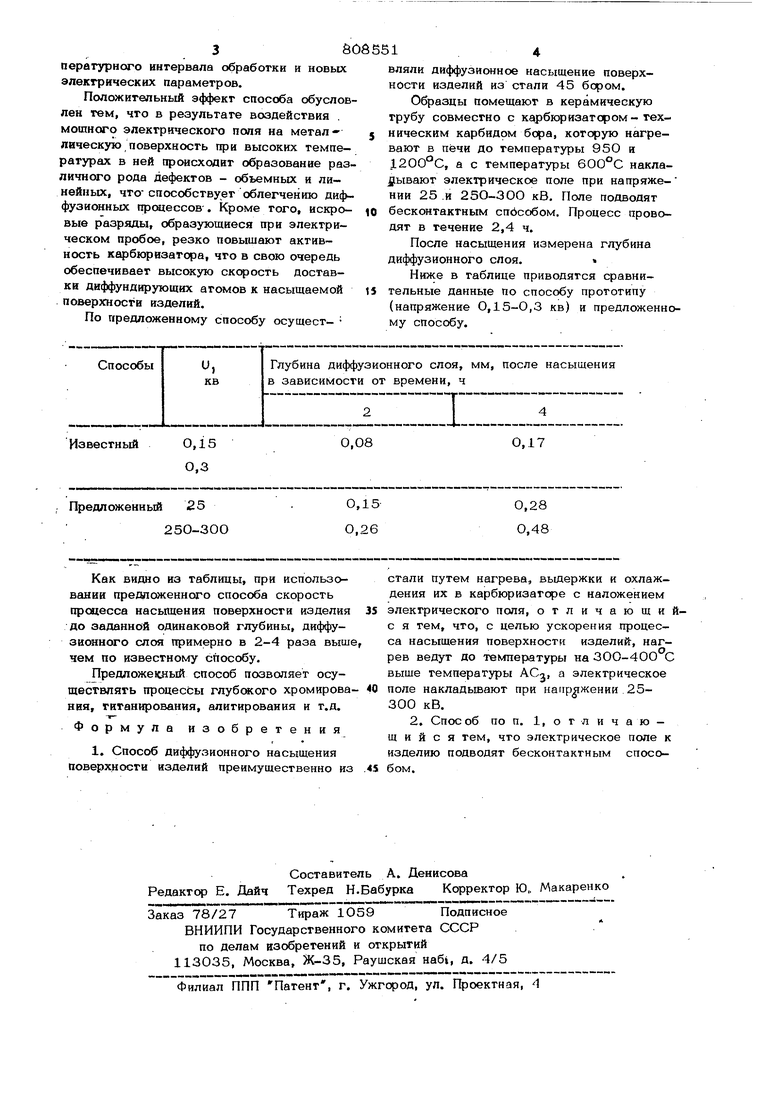
вляли диффузионное насыщение поверхности изделий из стали 45 бором.
Образцы помещают в керамическую грубу совместно с карбюризатором-техническим карбидом бора, которую нагревают в печи до температуры 950 и 1200°С, а с температуры 6ОО°С накладывают электрическое поле при напряжеНИИ 25 .и 25О-ЗОО кВ, Поле подводят бесконтактным спбсобом. Процесс проводят в течение 2,4 ч.
После насыщения измерена глубина диффузионного слоя.
Ниже в таблице приводятся сравнительные данные по способу прототипу (напряжение 0,15-О,3 кв) и предложеннму способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАЛОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1994 |
|
RU2057200C1 |
| СПОСОБ ДИФФУЗИОННОГО НАСЫЩЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
SU1776088A1 |
| СПОСОБ РЕСУРСОСБЕРЕГАЮЩЕЙ СТУПЕНЧАТОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2020 |
|
RU2728479C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| Способ газовой цементации стальных изделий | 1979 |
|
SU881150A1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ АЛЮМИНИЕМ | 2009 |
|
RU2431696C2 |
| СПОСОБ УСКОРЕННОЙ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2007 |
|
RU2355816C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2787278C1 |
| СОСТАВ ГЕТЕРОГЕННОЙ ПОРОШКОВОЙ СМЕСИ ДЛЯ БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2022 |
|
RU2782461C1 |
Как видно из таблицы, при использовании предлсйкенного способа скорость процесса насыщения поверхности изделия до заданной одинаковой глубины, диффузионного слоя примерно в 2-4 раза выш чем по известному способу. Предложеадый способ позволяет осуществлять процессы глубсжого хромирова ния, титанирования, алитирования и т.д. Формула изобретен 1. Способ диффузионного насыщения поверхности изделий преимущественно из стали путем нагрева, выдержки и охлаждения их в карбюризаторе с наложением электрического поля, отличающийс я тем, что, с целью ускорения процесса насыщения поверхности изделий, нагрев ведут до температуры на ЗОО-400 С выше температуры АС, а электрическое поле накладывают при напр гжении 25300 кВ. 2. Способ по п. 1, о т л и ч а ю ш и и с я тем, что электрическое поле к изделию подводят бесконтактным способом.
