Область техники, к которой относится изобретение
Изобретение является способом нанесения твердых покрытий и может быть применено в машиностроении при упрочнении инструмента и изнашиваемых поверхностей изделий путем синтеза и осаждения твердых покрытий.
Уровень техники
Известен способ упрочнения инструмента из стали, содержащей карбидо- и нитридообразующие элементы [1], включающие цементацию и последующее охлаждение со скоростью меньшей критической, а также осуществление изотермической выдержки при температуре минимальной устойчивости аустенита с последующим ионным азотированием. Этот способ предназначен для повышения износостойкости, уменьшения деформации, коробления и склонности к образованию трещин.
Недостатком этого известного способа упрочнения инструмента из стали является низкая производительность осаждения покрытий, обусловленная низкой плотностью диссоциированного газа и необходимостью осуществлять процесс ионного азотирования в вакууме.
Кроме того, азотированные слои не обеспечивают достаточной теплостойкости рабочих поверхностей штампов для горячего прессования деталей.
Известен также способ комбинированной химико-термической обработки стальных изделий [2], состоящий в предварительном насыщении поверхности углеродом и азотом до пересыщенного содержания в поверхностном слое легирующих элементов, а затем хромирования при температуре 850-900oС до формирования слоя карбонитридов хрома с нитроцементационным подслоем.
Этот известный способ комбинированной химико-термической обработки стальных изделий [2], так же как и предыдущий, осуществляется при низкой плотности диссоциированного газа, что обуславливает низкую производительность, а также повышенный расход элементов (составляющих покрытие), так как пары конденсируются не только на упрочняемой поверхности, но и на поверхностях устройства и технологической оснастки. Слой получаемого карбонитрида хрома не выше 0,01-0,02 мм, что недостаточно для упрочнения тяжело нагруженного инструмента.
Наиболее близким к предлагаемому изобретению является способ обработки инструмента [3] . Этот способ включает в себя цементацию в среде твердого карбюризатора при 920-960oС в течении 7-8 ч, последующее диффузионное насыщение в титаносодержащей среде, которая имела следующий состав, мас.%: ферротитан - 70, оксид алюминия - 27, хлористый аммоний - 3. Технология насыщения осуществлялась при температуре 1050-1070oС в течение 5-6 ч. После этого изделия отжигались в среде твердого карбюризатора при 850oС с последующим охлаждением до 400oС в течение 4 ч. После отжига изделие греют до температуры 860-880oС, выдерживают 5 мин. Затем закаливают с охлаждением рабочей поверхности инструмента в воде, а корпуса - в масле.
К недостаткам этого известного способа-прототипа относятся высокая энергоемкость и материалоемкость технологии, также низкая производительность, обусловленная рассеиванием материала карбюризатора, и тонкий слой карбидов титана.
Основной задачей, решаемой заявляемым изобретением, является исправление указанных недостатков, а именно повышение толщины слоя, производительности формирования карбидных слоев, снижение расхода карбидообразующих элементов и энергии.
Техническая сущность и принцип действия
Предлагаемое изобретение, способ обработки инструмента, включает в себя известные существенные признаки, включающие предварительное насыщение поверхности углеродом и последующее насыщение карбидообразующими элементами.
Также предлагаемое изобретение включает в себя существенные признаки, не известные ранее: насыщение карбидообразующими элементами, отличающееся тем, что насыщение карбидообразующими элементами осуществляют импульсами плазмы, в которую вводят легирующие элементы при пропускании электрического тока плотностью 2000-8000 А/см2 через плазму и ударно-сжатый слой, который создают на рабочей поверхности изделия из, преимущественно, азота и углерода. Насыщение осуществляют 5-10 импульсами плазмы только рабочих поверхностей изделия, плазма содержит карбиды и металлы 4, 5 и 6 групп Периодической таблицы Менделеева и после каждого импульса насыщения рабочую поверхность обдувают охлаждающим газом, преимущественно состоящим из азота.
Ударно-сжатый слой формируют струей газа, которую подают перпендикулярно к рабочей поверхности со скоростью 3-8 км/с.
Согласно способу насыщающие элементы металлов и карбидосодержащие частицы получают из мелкодисперсных порошков, которые подают в плазму, или в плазму вводят компактный электрод, содержащий легирующие элементы. Компактный электрод состоит из сплава на основе вольфрама, электрод включают в электрическую цепь анодом и через конец электрода и катода пропускают электрический разряд.
Кроме того, в плазму вводят углеводородные и азотосодержащие газы.
Пропускание через слой ударно-сжатой плазмы, локализованной на рабочей поверхности изделия, электрического тока и одновременного воздействия импульсных магнитного поля и упруго-пластического деформирования позволяют значительно интенсифицировать процессы легирования.
Так коэффициенты массопереноса в твердом металле при импульсном магнитном воздействии или упруго-пластическом деформировании на два порядка превосходят коэффициенты термодиффузии.
Влияние одновременно нескольких видов импульсного воздействия приводит к значительному ускорению массопереноса, причем это увеличение носит неаддитивный характер.
В процессе импульсно-плазменной обработки материал испытывает комплексное воздействие, а именно: ударное, электромагнитное, термическое. Каждое из них в отдельности играет роль инициатора диффузионных процессов при модифицировании поверхности. В результате взаимовлияния факторов воздействия происходит ускорение массопереноса легирующих элементов с металлической поверхности изделия в глубь.
Для периодического охлаждения легированного слоя применяют обдувку рабочей поверхности инструмента после каждого импульса насыщения охлаждающим газом, преимущественно состоящим из азота. Это определяет режим маятникового термоциклирования поверхностного слоя, который также интенсифицирует массоперенос легирующих элементов.
Такие существенные признаки, как насыщение только рабочих поверхностей инструмента, карбидами и металлами 4, 5 и 6 групп Периодической таблицы Менделеева, в слое ударно-сжатой плазмы, который формируют импульсной скоростной струей, имеющей скорость до 8 км/с, перпендикулярно к рабочей поверхности, и пропускание через этот слой электрического тока плотностью до 8000 А/см2 позволяют интенсифицировать процесс и довести энергию и легирующие элементы до обрабатываемой поверхности, исключив потери.
Получение насыщающих элементов, металлов и карбидосодержащих частиц из мелкодисперсных порошков и за счет перегрева конца компактного электрода посредством электрического разряда обуславливает возможность точного дозирования расхода материала и ввода его в высокоэнергетическую струю плазмы. Применение компактных электродов, которые состоят из сплава на основе карбидов вольфрама и углеводородных и азотосодержащих газов, обеспечивает ввод в поверхность инструмента карбидов и нитридов тугоплавких металлов.
Синтез и осаждения легирующих элементов и соединений в слое ударно-сжатой плазмы непосредственно на упрочняемой поверхности посредством подачи этих элементов с высокой скоростью перпендикулярно поверхности и пропускания по ним электрического тока ведет к образованию нового технического эффекта при обработки инструмента - направленное перемещение необходимых для синтеза элементов в одном импульсном цикле.
Это в свою очередь обуславливает высокое качество покрытия и экономное расходование элементов, а также направленное перемещение синтезируемых элементов и высокую плотность газового слоя, сформированного вдоль упрочняемой поверхности, что обуславливает также высокую производительность синтеза и осаждения синтезируемых твердых покрытий.
Согласно способу нанесения твердых покрытий широко используют обработку поверхности пучками энергии высокой плотности. Известно, что в процессе высокоэнергетического воздействия происходит быстрый нагрев (время нагрева 10-3...10-6 с) поверхностного слоя с последующим интенсивным охлаждением его путем отвода тепла как в объем металла, так и в окружающую среду. Высокая скорость нагрева и охлаждения поверхностного слоя металла (104...108 К/с) способствует формированию дисперсной структуры с высокими плотностью дислокации и концентрацией легирующих элементов.
Термическое воздействие совмещают с процессами легирования поверхности изделия путем плавления предварительно нанесенного покрытия или обработкой плазмой, которая содержит легирующие добавки: азот, углерод и металлы. Эффективность импульсного воздействия на поверхность изделия обусловлена более высокими скоростями нагрева и охлаждения, упругопластической деформацией поверхности и, как следствие, интенсификацией практически всех известных механизмов диффузии.
Импульсно-плазменная технология упрочняющей обработки инструмента включает следующие методы воздействия на поверхность изделия: упругопластическое деформирование, воздействие звуком и импульсным магнитным полем, тепловую и электроимпульсную обработку, а также деформирование металлов и сплавов в процессе обратимых (α←→γ) превращений.
Пример осуществления способа нанесения твердых покрытий.
Способ осуществляется плазматроном (чертеж), который состоит из детонационной камеры 1, центрального электрода-анода 2, конического электрода-катода 3, расходуемого электрода 4, межэлектродного зазора 8, источника питания электрическим током 9.
В детонационную камеру 1 подают компоненты горючей газовой смеси. После их смешивания осуществляют инициирование детонации смеси. Затем продукты сгорания поступают из детонационной камеры 1 в межэлектродный зазор 8 и замыкают электрическую цепь источника 9.
Образуется электропроводный слой продуктов сгорания 7. Газовый слой 7 под влиянием газодинамической и электромагнитной силы ускоряется. По оси центрального электрода 2 закреплен электрод - расходуемый стержень 4 из специального сплава. Конец стержня при нагреве испаряется и обеспечивает ввод в плазменную струю легирующих элементов. При выбросе импульсной плазменной струи 6 из плазматрона она замыкает электрическую цепь между электродом-анодом и поверхностью изделия - катодом 5. В результате прохождения по этой струе электрического тока образуется импульсное магнитное поле, а плазма нагревается также и за счет Джоулева тепловыделения.
Энергетические характеристики плазменных струй на выходе из плазматрона имеют линейную зависимость от напряженности электрического поля и длины межэлектродного зазора. При длине межэлектродного зазора L=300 мм и напряженности электрического поля 400...500 кВ/м плазменная струя может иметь температуру 30000 К, а скорость до 8 км/с.
Обработка поверхности изделия импульсной плазмой в первый момент сопровождается упругодеформационным взаимодействием с ударной волной и импульсной струей плазмы, затем поверхность подвергается воздействию электрического тока. Амплитудное значение тока до 8 кА. В результате образуется импульсное магнитное поле напряженностью до 2000 Э. В дальнейшем, в течение 3...5 мс, на поверхность натекают продукты сгорания и эрозии электродов, которые содержат легирующие элементы.
В результате импульсно-плазменной обработки на поверхности изделий из сплава на основе железа формируется микрокристаллический легированный слой. Состав этого слоя зависит от количества легирующих элементов в плазме и количества импульсов обработки. Упрочненный слой имеет большую толщину и равномерность после многократной (>5 имп.) импульсно-плазменной обработки.
Наибольшая твердость упрочненного слоя были достигнуты при использовании электродов из карбида вольфрама (образцы стали У-8, прошедших закалку+отпуск). Обработка осуществлялась без плавления поверхности, удельная мощность струи составляла 106 Вт/см2. Микротвердость измеряли на поперечных шлифах при помощи твердомера ПМТ-3. Для измерений использовали алмазную пирамидку Кнупа. Нагрузка на пирамидку составляла Р=0,1 Н. Рентгенофазовый анализ слоев, упрочненных импульсной плазмой, фиксирует уширение линий α-Fe и появление линий остаточного аустенита Fe.
Увеличение числа импульсов влечет за собой дальнейшее уширение линий α-Fe при уменьшении их интенсивности, а также увеличение относительной интенсивности линий γ-Fe. Количество аустенита при одном и том же режиме обработки наибольшее в случае использования электрода из карбидов вольфрама. Рентгеноспектральное исследование показало, что материал расходуемого электрода проникает в упрочненный слой изделия. Например, при использовании расходуемого электрода из карбидов вольфрама он обнаружен в упрочненном слое на глубине до 20 мкм.
Обработке подвергался металлообрабатывающий инструмент: матрицы и пуансоны штампов холодного и горячего деформирования металла, обрезные и прорубные пуансоны, метчики, плашки, фрезы, пилы, протяжки и другой инструмент.
Перед обработкой изделия проходили стандартную механическую, термическую и химико-термическую обработку. Импульсную плазменную обработку применяли в качестве конечной операции. Упрочнению подвергали только поверхности рабочих кромок инструмента. Технологические режимы обработки для различного вида пуансонов, матриц, штампов подбирались с минимальной плотностью мощности, достаточной для нагрева поверхности до плавления. Такой режим обеспечивал легирование расплавленной поверхности изделия элементами, составляющими плазменную струю. При упрочнении использовали расходуемый электрод из молибдена, титана, вольфрама или карбидов вольфрама, плазмообразующий газ содержал избыток пропана. Обработка осуществлялась с многократным воздействием импульсной плазмы на упрочняемую поверхность. Перед упрочнением поверхность инструмента не требует очистки или какой-либо другой подготовительной операции.
Способ осуществляется с использованием импульсного источника плазмы. Струя плазмы направляется на упрочняемую поверхность. В плазменную струю вводят элементы, участвующие в синтезе в виде порошкообразного материала или стержня. В плазменную струю вводят также электрод, который включают в электрическую цепь конденсаторного накопителя и изделия. При замыкании электрической цепи по плазменной струе к упрочняемой поверхности течет электрический ток.
В зависимости от технологических требований плазменная струя может быть окислительной, нейтральной и восстановительной. Ее состав может содержать азот, углерод, бор и другие элементы, необходимые для синтеза. Температура и скорость плазменной струи достаточные для образования слоя ударно-сжатой плазмы, имеющей давление до 30 МПа и температуру до 30000 К. В плазменную струю подаются также такие элементы, как титан, молибден, вольфрам, цирконий, гафний и другие, которые с высокой скоростью (3...8 км/с) бомбардируют упрочняемую поверхность через ударно-сжатый слой. Элементы вводятся в плазму в виде порошков или в виде стержня.
Пролетая через ударно-сжатый слой, легирующие металлы взаимодействуют с активными составляющими этого слоя, затем продукты плазменно-химического синтеза конденсируются на нагретой поверхности изделия. Синтез и осаждение твердых соединений на очищенную и нагретую поверхность обеспечивает высокое качество покрытия, а направленное перемещение элементов, участвующих в синтезе, и локализация их на упрочняемой поверхности обеспечивает высокую производительность 5...10 мкм за 1 импульс. Пропускание электрического тока способствует направленному току электронов ионов и атомов в ударно-сжатом слое, а также сжатию слоя за счет пондеромоторных сил и задержке разлета плазмы.
Для апробации способа нанесения твердых покрытий плазменную струю формировали совмещенным взрывом предварительно сжатой горючей газовой смеси и электрическим разрядом через продукты сгорания, что обеспечивало высокие температуру 20000. . . 30000 К и скорость до 8 км/с плазменной струи. В качестве компонентов горючей газовой смеси использовали пропан-бутан+кислород. Плазменная струя подавалась к упрочняемой поверхности, замыкая при этом электрическую цепь между электродом и поверхностью детали.
Электрический ток от электрода-анода идет к поверхности детали катода. При этом электрический ток активизирует процессы синтеза твердых соединений, нагрева поверхности детали и диффузии. Процесс активации идет при плотностях электрического тока до 8000 А/см2. Большая плотность тока обуславливает перегрев поверхности, оплавление ее и разрушение.
Предлагается пример использования способа обработки инструмента - матриц и пуансонов штампов горячего деформирования металла, а также обрезных и прорубных пуансонов из сплава 3Х3М3Ф (ГОСТ 5950-73), который содержит, %: С 0,27-0,34; Si 0,1-0,4; Mn 0,2-0,5; Cr 2,8-3,5; V 0,4-0,6; Мо 2,5-3; Ni 0,35; Сu 0,3.
Пример использования способа включает цементацию рабочих поверхностей инструмента, закалку, отпуск, а затем легирование поверхности вольфрамом и упрочнение импульсной плазмой. Цементацию производят в печи типа Ц-60. Режим цементации можно проследить на примере обработки отрезной матрицы 07-55-26. Температура печи при загрузке составляет 600-700oС, затем после нагрева печи до 850oС подают карбюризатор (керосин) в количестве 60 кап/мин. При достижении температуры 950oС увеличивают количество карбюризатора до 120 кап/мин. Процесс насыщения идет 8 ч, процесс диффузии - 1-2 ч. После процесса цементации изделия подвергают стандартной термообработке, включающей: подогрев 700-750oС; закалка 1030-1050oС; отпуск 580-560oС; отпуск 540-560oС. В результате изделие имеет низкую твердость основы, которая равна 49-50 HRC, высокую поверхностную твердость, которая равна 60-62 HRC и высокую ударную вязкость материала, которая в зависимости от сечения может иметь следующие величины: 10 мм - 24 КСИ Дж/см2, 120-200 мм - 7 КСИ Дж/см2. Теплостойкость сплава 3Х3М3Ф невысока и при температуре 590oС составляет всего 2 ч (при 47 HRC).
Способ нанесения твердых покрытий применяют в качестве второй операции упрочнения. Технологические режимы обработки подбирают из условия обеспечения минимальной плотности мощности импульсной плазмы, достаточной для нагрева поверхности до плавления. Такой режим обеспечивает легирование расплавленной поверхности изделия элементами, составляющими плазменную струю. Для ввода легирующих элементов используют расходуемый электрод из карбидов вольфрама+кобальт и плазмообразующий газ, содержащий избыток углерода. Обработку осуществляют с трех- и пятикратным воздействием импульсной плазмы на упрочняемую поверхность.
При этом диаметр пятна обработки составляет 15 мм. Частота следования импульсов - 1,5 Гц.
В результате воздействия импульсной струи плазмы на цементированную и закаленную рабочую поверхность изделия был получен слой, легированный вольфрамом, кобальтом и углеродом. Толщина слоя 40...80 мкм. Этот слой имеет микротвердость до 20 ГПа и содержит тугоплавкие элементы 15....20 атом. %.
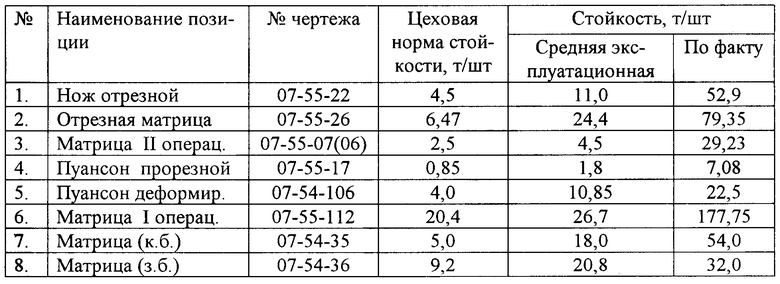
На ОАО "Череповецкий сталепрокатный завод" были изготовлены и упрочнены по "дуплекс"-технологии детали штампов для горячего деформирования металла. Эти детали использовали в калибровочном цехе завода. Результаты контрольных испытаний промышленных партий инструмента обобщены и представлены в таблице.
Анализ результатов испытаний показал, что инструмент, обработанный по предлагаемому способу, не имел отказов по причине хрупкого разрушения или излома. Причиной отказа инструмента служил только разгар рабочих поверхностей. Обработка изделия импульсной плазмой повысила содержание тугоплавких легирующих элементов в поверхности изделий, что увеличило срок службы поверхности инструмента до разгара, а применение сплава с высокой ударной вязкостью исключило отказы по причине хрупких разрушений. Опыт промышленной эксплуатации показал, что после импульсно-плазменной обработки работоспособность инструмента повысилась в 2...5 раза.
Способ обработки позволяет разрешить противоречие между высокими требованиями к рабочей поверхности (стойкость к разгару, твердость) и не менее жесткими требованиями к прочности (ударная вязкость) деталей штампов горячего деформирования металла. Применение к одному изделию двух эффективных технологий существенно повысило работоспособность изделий (см. таблицу).
Кроме того, детали штамповой оснастки, как правило, отличаются большой массой и замена легированных сплавов с высоким содержанием вольфрама на низколегированные сплавы весьма актуальна и с позиции экономии легирующих элементов.
Предложенный способ нанесения твердых покрытий наряду с высокой производительностью обладает и такими преимуществами, как возможность автоматизации технологического процесса, снижение требований к подготовке упрочняемой поверхности. Высокоэнергетическая плазменная струя очищает и нагревает поверхность, что также снижает трудоемкость получения покрытия, повышает производительность и качество покрытия.
Предлагаемая обработка инструмента является ресурсосберегающей, что обусловлено низким расходом легирующих элементов и электрической энергии в сочетании с высокой производительностью до 0,5 м2/ч. Способ позволяет обрабатывать (нагревать) только рабочие (режущие) поверхности, что решает проблемы повышения износостойкости без изменения структурного состояния всего изделия.
Источники информации
1. А.С. СССР 1542965 МКИ С 23 С 8/78. Способ упрочнения инструмента.
А. С. СССР 176152 МКИ С 23 С. Способ комбинированной химико-термической обработки стальных деталей.
А.С. СССР 1516507 МКИ С 23 С 12/00. Способ обработки инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2541325C1 |
| Способ поверхностного упрочнения дисперсионно-твердеющих сталей | 2020 |
|
RU2749008C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛЫ | 1998 |
|
RU2138564C1 |
| СПОСОБ ЭЛЕКТРОВЗРЫВНОГО НАПЫЛЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО МАТРИЦУ НА ОСНОВЕ ЖЕЛЕЗА С ВКЛЮЧЕНИЯМИ ИЗ КАРБИДА ВОЛЬФРАМА, НА ИЗДЕЛИЕ ИЗ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2024 |
|
RU2823275C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2013 |
|
RU2545858C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 2003 |
|
RU2257988C2 |
| СПОСОБ ЭЛЕКТРОВЗРЫВНОГО НАПЫЛЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО МАТРИЦУ НА ОСНОВЕ ЖЕЛЕЗА С ВКЛЮЧЕНИЯМИ ИЗ КАРБИДА КРЕМНИЯ, НА ИЗДЕЛИЕ ИЗ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2024 |
|
RU2819214C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2115763C1 |
| ЭЛЕКТРОЛИЗЕР И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ СМАЗКИ | 2001 |
|
RU2215604C2 |
Изобретение относится к области металлургии, в частности к формированию защитных покрытий, и может найти применение в машиностроении при упрочнении инструмента и изношенных поверхностей различных деталей. Насыщение карбидообразующими элементами осуществляют импульсами плазмы, в которую вводят легирующие элементы при пропускании электрического тока плотностью 2000-8000 А/см2 через плазму и ударно-сжатый слой, который создают на рабочей поверхности изделия из преимущественно азота и углерода. Насыщение осуществляют 5 - 10 импульсами плазмы только рабочих поверхностей изделия. Плазма содержит карбиды и металлы 4,5 и 6 групп Периодической таблицы Менделеева. После каждого импульса насыщения рабочую поверхность обдувают охлаждающим газом, преимущественно состоящим из азота. Ударно-сжатый слой формируют струей газа, которую подают перпендикулярно к рабочей поверхности со скоростью 3-8 км/с. Пропускание через слой ударно-сжатой плазмы, локализованной на рабочей поверхности изделия, электрического тока и одновременного воздействия импульсных магнитного поля и упругопластического деформирования позволяет значительно интенсифицировать процессы легирования. Способ является ресурсосберегающим, что обусловлено низким расходом легирующих элементов и электрической энергии в сочетании с высокой производительностью. 6 з.п. ф-лы, 1 табл., 1 ил.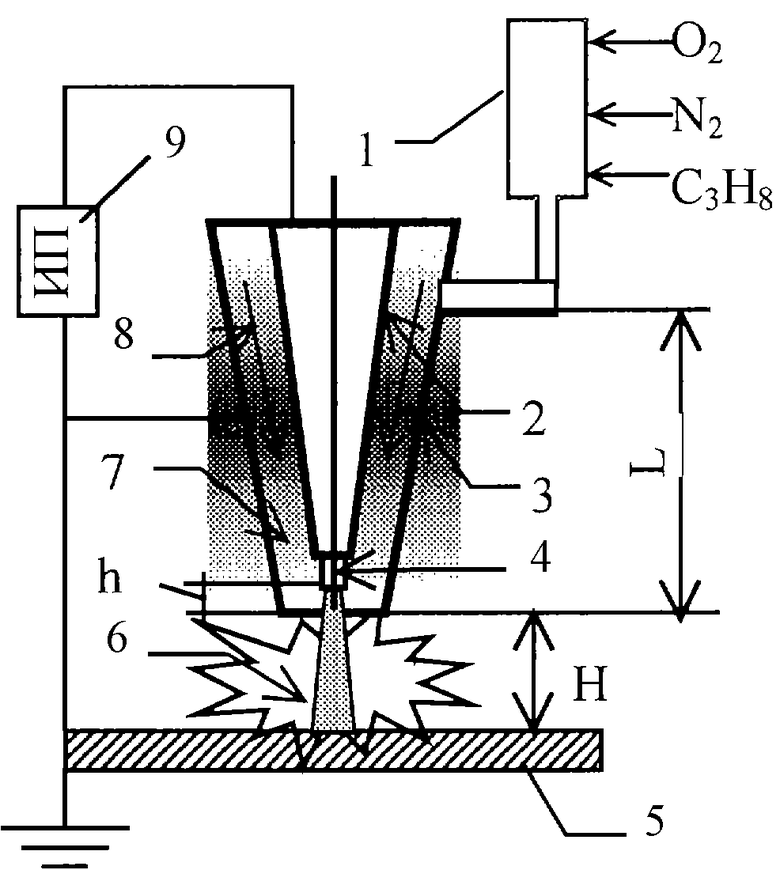
| Способ обработки инструмента | 1987 |
|
SU1516507A1 |
| УСТАНОВКА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 1997 |
|
RU2125115C1 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЙ | 1988 |
|
RU1625045C |
| RU 1744865 A1, 10.02.1997. | |||

