(54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического ввода алюминиевой проволоки в сталеразливочный ковш | 1983 |
|
SU1116073A1 |
| Фотоэлектрический преобразовательуглА пОВОРОТА ВАлА B чиСлО | 1979 |
|
SU822118A1 |
| Устройство для гравирования растрированных печатных форм | 1976 |
|
SU1028239A3 |
| Эталон единицы плоского угла | 2016 |
|
RU2637727C1 |
| Устройство для контроля растворов и провалов контактов электрических аппаратов | 1982 |
|
SU1120289A1 |
| Телевизионный координатор | 1983 |
|
SU1109956A1 |
| Устройство для коррекции апертурных искажений электронно-лучевой трубки | 1986 |
|
SU1334394A1 |
| Устройство измерения перемещения | 1982 |
|
SU1334045A1 |
| Устройство для измерения длины материала | 1982 |
|
SU1052844A1 |
| Способ магнитной записи технологических параметров бурения и устройство для его осуществления | 1984 |
|
SU1203237A1 |
Изобретение относится к измерительной технике и может быть использовано в валковых безупорно-падающих механизд мах. Известно устройство для измерения длины изделий, содержащее мерный ролик фотоэлектрический датчик импульсов и от- счетный блок iT. Недостатком известного устройства является невысокая точность, что связано с отсутствием коррекции износа мерного ролика. Наиболее близким к предлагаемому по технической сущности и достигаемому резул тату является устройство для измерения дли ны изделий, содержащее мерный ролик, фотоэлектрический датчик импульсов, связаьшый с мерным роликом, счетчик заданного размера, счетчик эталонного размера, блок управления и блок коррекции, включающий два датчика коррекции, счетчик коррекции и схему paзpeшeн Iя, включенную на вход счетчика коррекции. Датчики коррекции выполнены в виде фотоэлементов, установленных, по ходу движения изделий 2. Недостатком известного устройства является невысокая точность измерения вследствие того, что коррекция на износ ролика вводится только при прохождении переднего торца перемещаемого материала между фотоэлементами. При переработке рулонного материала коррекция вводится только при его заправке. Цель изобретения - повышение точности измерения. Поставленная цель достигается тем, что устройство для измерения длины изделий снабжено двумя элементами ИЛИ, триггером и схемой задержки а датчики блока коррекции выполнены в виде маркирующей и считывающей головок, первые входы элементов ИЛИ и триггера соединены с выходом счетчика эта лонного размера, вторые входы элементов ИЛИ соединены с б оком управления, выход одного элемента ИЛИ соединен с суммирующим входом счетчика эталонного
размера, другого - с маркирующей головкой, схема задержки входом соединена с выходом считывающей головки, а выходом - со вторым входом триггера, выход которого соединен со входом схемы размещения.
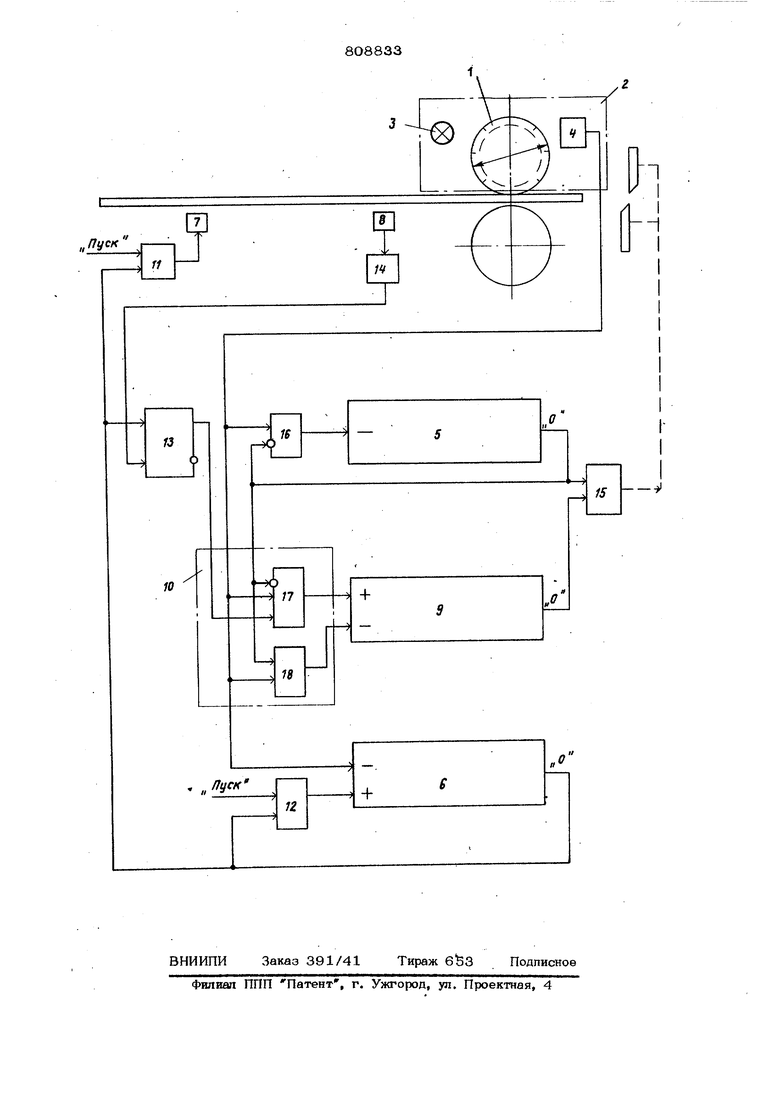
На чертеже показана блок-схема предлагаемого устройства.
Устройство для измерения длины изделий содержит мерный ролик 1, фотоэлектрический датчик 2, включающий осветитель 3, фотоприемнкк 4, растровый диск (не показан), сидящий на одном валу с мерным роликом 1, счетчик 5 заданного размера, счетчик 6 эталонного размера, блок коррекции, состоящий из маркирующей и считывающей магнитных головок 7 и 8, счетчика 9 коррекции, схемы 1О разрещения, элементы 11 и 12 ИЛИ, триггер 13, схему 14 задержки, элементы 15 и 16 И и блок управления (не показан). Головки 7 и 8 установлены на расстоянии друг от друга, равном длине окружности мерного ролика 1. Схема 10 разрещения выполнена в виде двух элементов 17 и 18 И.
Счетчик 5 заданного размера своим нулевым выходом через элементы 11 и 12 ИЛИ соединен с маркирующей магниной головкой, с записывающим гвходом счетчика 5 и через триггер 13 и элемен 17 И с- с записывающим входом реверсивного счетчика 9 коррекции.
Считывающая магнитная головка 8, в свою очередь, через схему 14 задержки, триггер 13 и элемент 17 И также связана с реверсивным счетчиком 9 коррекции. Нулевые выходы счетчиков 5 и 9 связаны с элементом 15 .И, дающим . команду на остановку подачи.
Устройство работает следующим образом.
В исходном состоянии с счетчик заданного размера вводится число, соответствующее длине отмеряемой заготовки. Счетчик 9 коррекции и счетчик 6 эталонного размера находится в нулевом состоянии. Подачей комацды ПУСК с блока управления в счетчик 6 эталонного размера вводится число, равное количест растров на диске, одноврменно той же командой подается управляющий сигнал на маркирующую магнитную головку 8.
На движущийся материал наносится магнитная метка головкой 7.
Линейное перемещение материала вызывает угловое перемещение мерного ролика 1, на валу которого находится измерительный растровый диск.
При повороте последнего на угол между соседними растрами, фотоприемник
4выдает импульс, соответствующий определенному линейному перемещению.
Импульсы с фотоприемника 4 поступают на входы элементов 16, 17, 18 И и на вход счетчика 6 эталонного размера.
Счетчик 5 заданного, раз мера работает в режиме вычитания и считает до тех пор, пока на выходе его не появится сигнал О. Импульсы фотодатчика 4, проходящие на элемент 17 И не проходят на суммирующий вход счетчика 9 коррекции, так как на одном из входов элемента 17 И отсутствует разрещающий сигнал от триггера 13. Сигнал, проходящий на элемент 18 И не проходит на Вычитающий вход счетчика 9 коррекции, так как до полного обнуления счетчика
5заданного размера на входе элемента 18 И отсутствует разрешающий сигнал. Сигналы, Приходящие -на вычитающий вход счетчика 6 эталонного размера, считаются им, а так как число, введенное в него, соответствует числу растров измерительного растрового диска, то после одного полного оборота измерительного растрового диска на выходе счетчика 6 эталонного размера появляется сигнал О. Этот сигнал вновь вводит в счетчик 6 число, равное количеству растров в измерительном растровом диске, дает команду на магнитную головку 7, на материал наносится магнитная метка, а также перебрасывает триггер 13 в состояние, наносится магнитная метка, а также
- перебрасывает триггер 13 в состояние, разрещающее прохождение импульсов от фотоприемника 4 на суммирующий вход счетчика 9 коррекции.
Если диаметр мерного ролика 1 не имеет отклонения от начально заданно1-о диаметра, то после полного обората ролика 1 метка, нанесенная на мематериал магнщ-ной головкой 7, окажется против считывающей магнитной головки 8.
Сигнал, вырабатываемый считывающей головкой 8, пройдя схему 14 задержки (время задержки выбирается меньщим времени, необходимого для прохождения соседних растров в измерительном растровом диске при заданной скорости) поступает на вход триггера 13 и сбрасывает его в исходное состояние, снимая разрешающий сигнал с элемента 17. В этом слунае запись в счетчик 9 коррекции не происходит. Выход О счетчика 9 коррекции идет на элемент 15. При перемещении материала на заданную длину, на выходе счетчика 5 заданного размера появляется нулевой сигнал, идущий на элемент 15. При нали чии на входе элемента 15 сигналов обну ления счетчика 5 заданного размера и счетчика 9 коррекции, на выходе элемен 15 появляется сигнал, дающий команду на остановку подачи. При износе мерного ролика 1 сигнал О счетчика 6 эталонного размера сбр сывает триггер 13 в положение, .разрешающее работу элемента 17. Импульсы, проходящие от фотоприемника 4, поступают как на вход счетчика 5 заданного размера, так и на суммирующий вход счетчика 9 коррекции. При достиже нии меткой, нанесенной на материал, считывающей магнитной головки 8 триггер 13 сбрасывается в состояние, запрещающее работу элемента 17. Запись импульсов в счетчик 9 коррекции прекращаете я. Таким образом, за каждый оборот мерного ролика 1 в счетчик 9 коррекции записывается число импульсов К, соответствующее измерению длины окружности мерного ролика 1. После достижения длины изделия заданного в счетчике 5 значения, он обнуляется, в результате закрываются элементы 16 и 17 И, открывается элемент 18 И. В счетчик 9 коррекции в результате записывается число , где П - числ оборотов мерного ролика 1 на заданной длине заготовки; К - число импульсов, соответствующее измерению длины окруж ности мерного ролика 1 на один оборот. Сигнал от фотоприемника 4 через элемент 18 И поступает на вычитающий вход счетчика 9 коррекции. При обнулении счетчика 9 коррекции сигнал с его выхода поступает на элемент 15, и так как на входе элемента 15 присутствует сигнал О от счетчика 5 заданного размера, на выходе элемента 15 появляется сигнал, дающий команду на остановку подачи изделия. Изобретение позволяет проводить непрерывную коррекцию износа мерного ролика на каждый оборот и введение соответствующей коррекции на длину отмеряемой заготовки, что повышает точность измерения. Фор м улаизобретения Устройство для измерения длины изделий, содержащее мерный ролик, фотоэлектрический датчик импульсов, связанный с мерным роликом, счетчик заданного размера, счетчик эталонного размера, блок управления и блок коррекции, включающий два датчика коррекции, счетчик коррекции и схему разрешения, включенную на вход счетчика коррекции, отличающееся тем, что,с целью повышения точности измерения, оно . . снабжено двумя элементами .ИЛИ, триг. гером и схемой задержки, а датчики, блока коррекции вьшолнены в виде маркирующей и считывающей головой первые входы элементов ИЛИ и триггера соет динены с выходом счетчика эталонного размера, вторые входы элементов ИЛИ соединены с блоком управления, выход одного элемента ИЛИ соединен с суммирующим входом счетчика эталонного размера, другого - с маркирующей головкой, схема задержки входом соединена с выходом считывающей головки, а выходом - со Вторым входом триггера, выход которого соединен со входом схемы разрешения. Источники информации, принятые во внимание при экспертизе 1. Заявка Франции № 2115494, кл. В 23D 25/ОО, опублик. 4972. 2,«Авторское свидетельство СССР по заявке №2701781, кл. Q О1 В 7/О4, 1978 (прототип). „Пусн .
