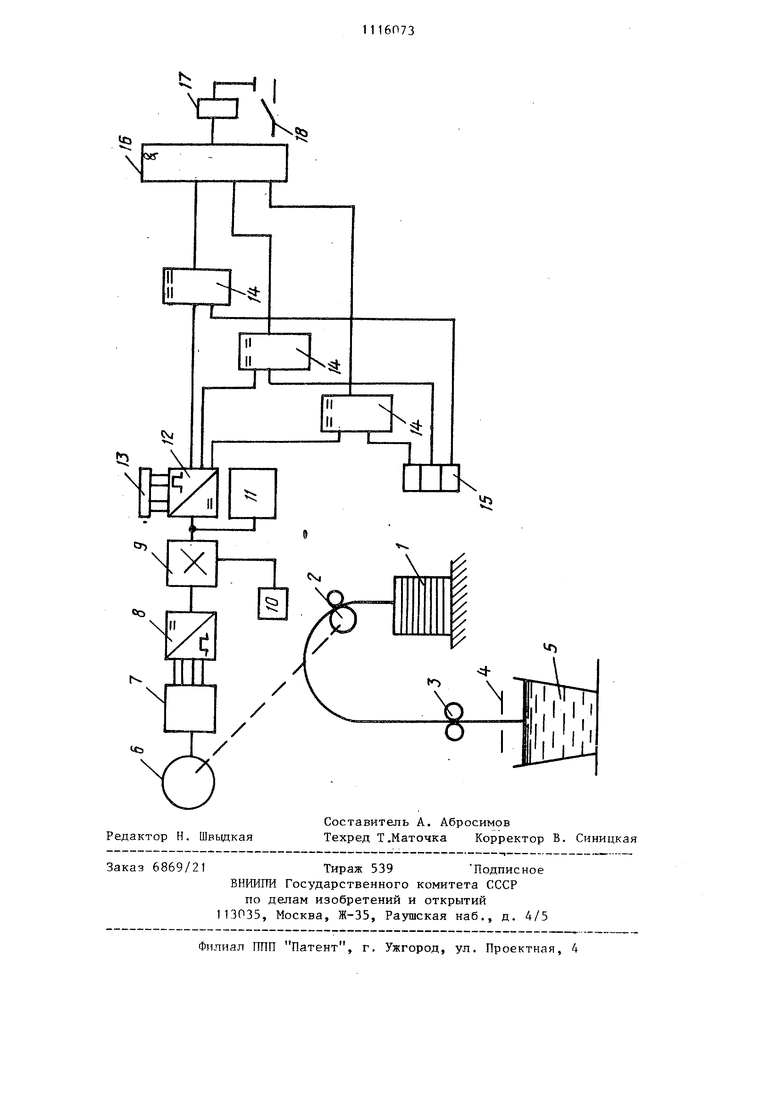
Изобретение относится к черной металлургии, а именно к раскислению и легированию металла в ковше. Известно устройство для ввода алю миния в сталеразливочный ковш, содер жащее подающий барабан, тянущие роли ки, -за которыми расположен металлический патрубок,безынерционное звено разматывания алюминевой проволоки реле времени и исполнительный электр 1агнит С1 . В этом устройстве команда на подачу проволоки вьщается с пульта управления при установленной на реле .времени уставке, :, необходимой для подачи определенной порции проволоки Это вызывает большую неточность при подаче раскислителя ввиду необходимости постоянно пересчитывать время на вес проволоки, чтобы выставить необходимую уставку. Учет проволоки производится только визуально, нет фиксирования количества подаваемой проволоки. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для измерения длины изделий, содержащее в частности, мерный ролик, датчик импульсов, связанный с мерным роли ком, счетчик заданного размера, счет чик эталонного.размера, блок управления и блок коррекции, включающий два датчика коррекции, счетчик коррекции и схему разрешения включенную на вход счетчика коррекции, два элемент ИЛИ, триггер и схему задержки,датчик блока коррекции выполнены в виде мар кирующей и считывающей головок первы входы элементов ИЛИ и триггер соедин ны с выходом счетчика эталонного раз мера, вторые выходы элементов ИЛИ соединены с блоком управления, выход одного элемента ИЖ соединен суммируюш 1м входом счетчика эталонного размера, а выход другого - с маркирующей головкой, схема задержки входом соединена с выходом считывающей ГОЛ0ВКИ, а выходом - с вторьм входом триггера, выход оторого соеди ней с входом схемы разрешения 1j. К недостаткам данного устройства относится то, что оно позволяет из-мерять только длину. Для раскисления металла в ковше нужно задавать и из.мерять вес алюминиевой проволоки, та как, диаметр проволоки может быть различным, переоборудовать это устройство для измерения веса проволоки очень сложно и ненадежно. Целью изобретения является увеличение точности дозирования алюминия, повьш ение качества металла и надежности работы устройства. Указанная цель достигается тем, что устройство для автоматического ввода алюминиевой проволоки в сталеразливочный ковш, содержащее мерный ролик, датчик импульсов, установленный на одном валу с мерным роликом, соединенный со счетчиком, схему И, тянушле ролики, снабжено преобразователем код-аналог, блоком умножения с блоком задания веса единицы длины проволоки, преобразователем аналогкод с. цифровым табло, тремя элементами сравнения, реле, причем выходы счетчика соединены через преобразователь код-аналог с первым входом блока умножения, второй вход которого соединен с блоком задания веса единицы длины проволоки, а выход соединен с входом преобразователя аналог-код, выходы которого поразрядно соединены с первыми входами элементов сравнения, на вторые входы которых поразрядно подсоединен цифро- вой задатчик веса, а выходы элементов сравнения соединены с входами схема И, выход которой соединен с реле. Кроме того, выход блока умножения соединен с самопишуш 1М прибором. На чертеже схематически изображено Устройство. Устройство для автоматического ввода алюминиевой, проволоки в емкость с металлом состоит из бунта проволоки 1, системы роликов-2,3 мерительного и тянутцих, ножниц 4, ковша с металлом 5, Датчик 6 импульсов устанавливается на одном валу с мерительным роликом 2. Импульсы с датчика 6 считаются счетчиком 7, преобразовываются преобразователем 8 коданалог в аналоговый сигнал, который поступает на блок 9 умножения, умножающлй его на сигнал от блока 10 задания веса единицы проволоки. Полученный вес проволоки в аналоговом виде подается на самописец 11 и преобразовьшается преобразователем 12 аналог-код с цифровым индикатором 13 в три декады четырехразрядного двончно-десятичного кода, поступающего подекадно на элементы 14 сравнения. На эти элементы 14 второй сигнал поступает от 3-декадного задатчика 15 веса. Сигналы с элементов сравнения поступают на схему И 16 и с него - на реле 17, которое своим контактом 18 производит необходимые переключения. Устройство работает следующим образом. Оператор с пульта управления выставляет заданный вес дакадньм задатчиком 15 и вес единицы длины проволоки блоком 10 и включает тянущие ролики 3. Начался цикл раскисления. Так как проволока применяется всего 2-3 размеров, то заранее рассчитывается вес единицы длины при заданном диаметре проврлоки, и шкала задатчика градуируется в единицах диаметра проволоки. Вычисление веса проволоки производится по формуле P--ir/4y.D.L , где Р - вес проволоки; 1Г 3,14 - константа; У - удельный вес проволоки; D - диаметр проволоки; L - длина проволоки. . Величина )s - постоянна. В зависимости от диаметра проводоки Ъ иычи ляется заранее величина if и и состав ляется таблица. Задатчик градуируетс в единицах диаметра проволоки. Тянущие ролики 3 протаскивают проволоку, она вращает мерительный ролик 2 и со единенный с ним датчик 6. Длина проволоки L считается счет чиком 7 в зависимости от импульсов с датчика 6, преобразуется в аналого вый сигнал и подается на блок 9 умно жения, где происходит вычисление фак тического веса проволоки по указанной формуле, т.е. длина L умножается на постоянный коэффициент л YD Полученная величина фактического веса преобразователем 12 аналог-код преобразуется в двоично-десятичный код, при этом преобразователь 12 высвечивает на цифровой индикатор 13 величину фактического веса. С преобразователя 12 величина веса в двоично-десятичном коде подекадно и поразрядно подается на элементы 14 сравнения, в которых В случае равенства заданного разряда веса и фактического разряда вес вьщается сигнал на схему И 16, который при равенстве 1 всех подаваемых на него сигналов от элементов 14. выдает сигнал на реле 17. Реле 17 своими контактами отключает тянущий ролик 3 и включает на рез ножницы 4. Кроме визуального показания веса алюминиевой проволоки на табло, пр .дусмотрен автоматический самописец 11, который записывает вес дозы алюминиевой проволоки при каждой обработке стали и дает возможность технологам безошибочно производить анализ стали после обработки ее алюминием. После ре за ножницами 4 цикл обработки заканчивается. Использование устройства позволяет увеличить точность дозирования алюминия, повысить качество металла и надежность работы. Ожидаемый экономический эффект от использования изобретения составит 17,655 тыс. руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического ввода алюминиевой проволоки в сталеразливочный ковш | 1984 |
|
SU1235925A1 |
| Автоматическое устройство для определения массы металла в разливочном ковше установки непрерывной разливки металла | 1984 |
|
SU1168323A1 |
| Устройство управления реверсивным правильно-дрессировочным станом | 1980 |
|
SU884768A1 |
| Способ автоматического регулирования уровня металла в промежуточном ковше машины непрерывного литья заготовки и устройство для осуществления | 1987 |
|
SU1433634A1 |
| Система мерного реза изделия | 1990 |
|
SU1722717A2 |
| Устройство для определения длины и теоретической массы проката | 1982 |
|
SU1045971A1 |
| Система автоматического управления машиной непрерывной разливки стали | 1962 |
|
SU490091A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ВВОДА АЛЮМИНИЕВОЙ ПРОВОЛОКИ В СТАЛЕРАЗЛИВОЧНЫЙ КОВШ, содержащее мерный ролик, датчик импульсов, установленный на одном валу с мерным роликом, соединенный со счетчиком, схему И, тянущие ролики, отличающееся тем, что, с целью увеличения точности дозирования алюминия, повышения качества металла и надежности работы устройства, оно снаб-. жено преобразователем код-аналог, блоком умножения с блоком задания веса единицы длины проволоки, преобразователем аналог-код с цифровым табло, тремя элементами сравнения, реле, причем выходы счетчика соединены через преобразователь код-аналог с первым входом блока умножения, второй вход которого соединен с блоком задания веса единицы длины проволоки, а выход соединен с входом преобразователя аналог-код, выходы которого поразрядно соединены с первьгми входами элементов сравнения, на вторые входы (Л которых поразрядно подсоединен цифровой задатчик веса, а выходы элементов сравнения соединены с входами схемы И, выход которой соединен с реле. 2. Устройство по п. 1, о т л и ч а ю щ е е с я тем, что выход блока умножения соединен с самопишущим прибором. О5 о -sj со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство автоматического ввода алюминия в сталеразливочный ковш | 1977 |
|
SU652224A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для измерения длиныиздЕлий | 1979 |
|
SU808833A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
