1
Изобретение Относится k прокатному производству и может быть применено для регулирования межклетевых натяжений в непрерывных группах клетей сортовых, балочных и заготовочных станов.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому эффекту является способ для регулирования межклетевых натяжений, основанный на введении в сигнал задания скорости одной из клетей пробных колебании и измерения колебаний тока якоря другой клети, вызванных усилиями сжатияразжатия, иередаваемыми прокатываемым металлом 1.
Недостатком этого способа является необходимость в определении и задании начальных значений коэффициентов для определения величины корректирующего воздействия, которые в больщинстве случаев известны лищь весьма приближенно, что увеличивает число полос, прокатанных при настройке стана за пределами допусков вследствие недопустимых усилий растяжения и сжатия проката в межклетевом промежутке.
Целью изобретения является увеличение выхода годного за счет сокращения числа полос, прокатываемых за нределами допуЧ
ckos при настройке скоростного режима
стана.
Поставленная цель достигается тем, что в способе регулирования межклетевых натяженин, заключающемся в дополнительном пробном изменении скорости одной из клетей и изменений скорости привода последующей клети, дополнительно измеряют и запоминают разности статического тока
(момента) привода предыдущей клети до и после захвата металла последующей клетью, после захвата металла последующей клетью накладывают на задание скорости ее привода дополнительное пробное воздействие, измеряют разность статического тока привода предыдущей клети до и после указанного пробного воздействия, снимают дополнительное пробное воздействие и скорость привода последующей клети изменяют на величину
со„ ДА
д/:
(Ок - величина изменения скорости
привода;
А/с - разность статического тока (момента) привода предыдущей клети до и после захвата металла
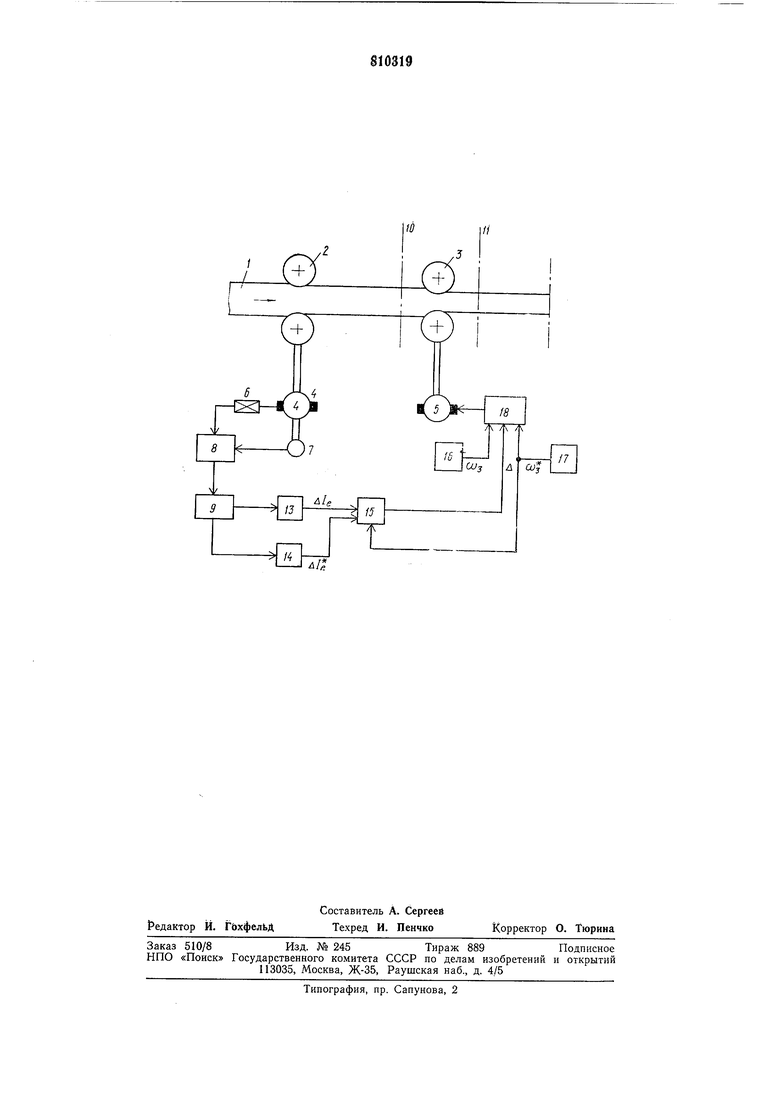
последующей клетью; -йеличина пробного йоздействиЯ на скорость привода последующей клети; - разность статического тока (момента) привода предыдущей клети до и после отработки пробного воздействия. На чертеже представлено устройство, реализующее способ. Металл 1 прокатывается в клетях 2 и 3, которые имеют электроприводы 4 и 5 соответственно. Устройство содержит датчик 6 тока, датчик 7 скорости, блок 8 формирования сигнала, пропорционального статическому току, блок 9 вычисления разности статических токов привода при поступлении переднего конца движущегося проката в положения 10, И и 12, блоки 13 и 14 памяти, блок 15 формирования коррекции задания скорости, блоки 16 и Г/ формирования заданий соответственно основной скорости и пробного изменения скорости, систему 18 регулирования скорости привода 5последующей клети 3. Устройство работает следующим образом. При перемещении переднего конца проката в положение 10 по сигналу датчика 6тока и сигналу датчика 7 скорости блок 8 производит вычисление и запоминание величины статического тока, пропорционального моменту сводной прокатки в клети 2. После захвата металла валками клети 3 в положении II блок 9 вычисляет разность статических токов, запоминаемую в блоке 13 памяти. Одновременно на вход системы регулирования скорости подается задание на пробное изменение скорости, формируемое блоком 17. В момент достижения переднего конца полосы положения 12 блок 9 вычисляет приращение статического тока привода 4 по сравнению с его значением в положении П, запоминаемым в блоке 14 памяти. Блок 15 формирует корректирующее воздействие на скорость привода 5 по алгоритму: (1) Д/с где А/с - величина разности статического тока привода предыдущей клети до и после захвата металла последующей клетью; Acuj -величина пробного йозДейстйий на скорость привода последующей клети; А/ -разность статического тока привода предыдущей клети до и после отработки пробного воздействия. Эффективность предложенного способа определяется уменьшением количества полос, прокатанных за пределами допусков при начальной настройке стана. Формула изобретения Способ регулирования межклетевых натяжений при непрерывной прокатке, заключающийся во введении пробного изменения скорости одной из клетей и изменении скорости привода последующей клети, отличающийся тем, что, с целью повышения выхода годного проката, измеряют и запоминают разность статического тока привода предыдущей клети до и после захвата металла последующей клетью, после захвата металла последующей клетью оказывают на скорость ее привода дополнительное пробное воздействие, измеряют разность статического тока привода предыдущей клети до и после указанного пробного воздействия, снимают указанное дополнительное воздействие и скорость привода следующей клети изменяют на величину; 0) : Д/с где сок - величина изменения скорости привода; А/с - разность статического тока (момента) привода предыдущей клети до и после захвата металла последующей клетью; Асо -величина пробного воздействия на скорость привода последующей клети; А/ - разность статического тока (момента) привода предыдущей клети до и после отработки пробного воздействия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 535123, кл. В 21В 37/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования межклетевых натяжений | 1980 |
|
SU925456A2 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ МЕТАЛЛА МЕЖДУ КЛЕТЯМИ | 2010 |
|
RU2437731C1 |
| Устройство для регулирования межклетевых натяжений | 1979 |
|
SU880532A2 |