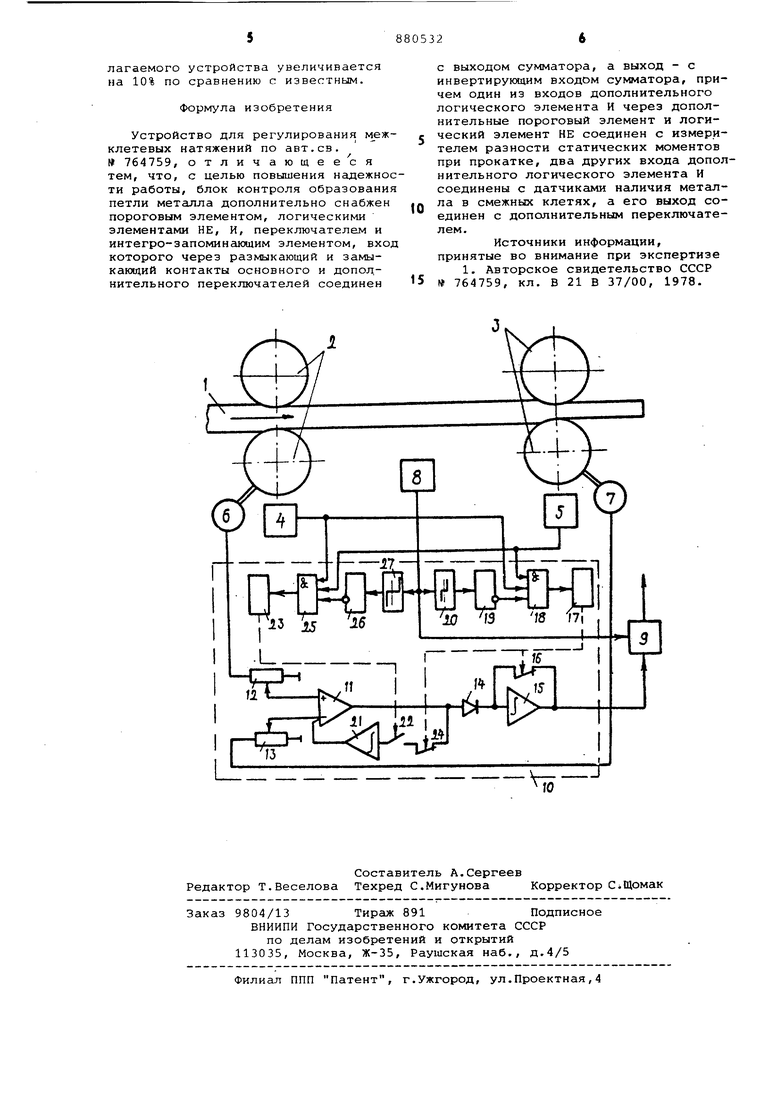
Изобретение относится к автоматизации прокатного производства, может быть применено для управления главны ми приводами непрерывных групп клете преимущественно сортовых станов при прокатке без петлеобразования. По основному авт.св. № 764759 известно устройство для регулирования межклетевых натяжений при прокатке полос с небольшой жесткостью сечения, содержащее в каждом межклетевом промежутке блока контроля образования петли металла, входы которого со единены с датчиками наличия металла и скорости валков смежных клетей и измерителями разности статических моментов (токов) при прокатке с натяжением (подпором) и свободной прокатке, а выход соединен с регуляторо скорости главного привода клети 1J . Недостатком известного устройства является необходимость ручной настро йки входных сигналов скорости валков смежных клетей в режиме устойчивой прокатки с минимальным натяжением (подпором), производимой при изменении режимов или условий прокатки, вследс вие износа калибров валков и других 1РИЧИН. Целью изобретения является повышение надежности работы устройства путем автоматической настройки входных сигналов скорости прокатки в блоке контроля образования петли металла. Указанная цель достигается тем, что блок контроля образования петли металла дополнительно снабжен пороговым элементом, логическим элементом НЕ, логическим элементом И, переключателем (реле) и интегро-запоминающим элементом,.вход которого через размыкающий контакт основного переключателя и замыкакяций контакт дополнительного переключателя соединен с выходом сумматора, а выход с инвертирующим входомсумматора, причем один вход логического элемента И через дополнительные пороговый элемент и логический элемент НЕ соединен с измерителем разности статических моментов при прокатке с натяжением (подпором) и свободной прокатке, деа других входа дополнительного логического элемента И соединены с датчиками наличия металла в смежных клетях, а его выход соединен с дополнительным переключателем. На чертеже представлено предложенное устройство.
Прокат 1 поступает в клети 2 и 3, имеющие датчики 4 и 5 наличия проката в клетях и датчики 6 и 7 скорости прокатки. Измеритель 8 разности статических моментов (токов) клети 2 до и после захвата проката клетью 3 соединен с системой 9 регулирования скорости главного привода клети 3. Блок 10 контроля образования петли металла содержит сумматор 11, имеющий инвертирующий и неинвертирующий входы, с входными делителями 12 и 13 напряжения (потенциометрами). Выход сумматора 11 через диод 14 соединен со входом интегратора 15, в обратной связи которого включены размыкающие контакты 16 переключателя 17 (реле. Последний соединен с выходом логического элемента 18 И, два выхода которого соединены с датчиками 4 и 5, а третий вход через логический элемент 19 НЕ и пороговый элемент 20 соединен с измерителем 8. Выход сумматора 11 соединен дополнительно с входом интегро-запоминающего элемента 21 через замыкающий контакт 22 дополнительного переключателя 23 (реле и размыкающий контакт 24 переключателя 17, а выход элемента 21 соединен с инвертирующим входом сумматора 11, Переключатель 23 соединен с выходом дополнительного элемента 25 И, имеющего три входа, один из которых через дополнительный логический элемент 26 Н-Е и дополнительный пороговый элемент 27 соединен с измерителем 8. Два других входа дополнительного логического элемента 25 соединены с датчиками 4 и 5 наличия проката.
Устройство работает следующим образом.
После захвата проката 1 клетью 3 на выходе измерителя 8 появляется сигнал, пропорциональный разности статических моментов прокатки в клети 2 до и после захвата проката клетью 3, что характеризует величину натяжения (подпора) проката. Этот сигнал воздействует на систему 9 регулирования скорости привода валков клети 3 для уменьшения натяжения (подпора) до минимальной величины. Блок 10 контроля образования петли металла предназначен для определения и устранения ситуации потери устойчивости полосы проката из-за больших усилий сжатия вследствие ошибочного задания соотношения скоростей клетей с последующим аварийным образованием нарастающей петли металла. В установившемся процессе прокатки в клетях 2 и 3 с минимальным натяжением выходной сигнал измерителя 8 больше уровня срабатывания порогового элемента 20 и меньше уровня срабатывания порогового элемен та 27. При наличии сигналов на трех входах элемента 25 И включается переключатель 23, замыкающий контакт 22. Интегро-запоминающий элемент 21 интегрирует выходной сигнал сумматора 11 до тех пор, пока он не станет равным нулю. Предварительная ручная настройка нулевой разности входных сигналов скоростей прокатки с помощью входных делителей 12 и 13 напряжения может быть выполнена таким образом, только при вводе в эксплуатацию устройства для регулирования межклетевьлх натяжё ний. В дальнейшем при изменении катающих диаметров валков, опережений металла в различных режимах обжатий настройка нулевого значения выходного сигнала сумматора 11 производится автоматически.
В случае превышения величины натяжения, задаваемой уровнем срабатывания порогового элемента 27, переключатель 23 отключается, контакт 22 размыкается, интегро-запоминающий элемент 21 сохраняет значение выходного сигнал-а. Отключение настройки в этом случае необходимо, так как режим больших усилий натяжения вызывается ошибкой в согласовании скоростей клетей.
При снижении величины натяжения до минимального значения, задаваемого уровнем срабатывания порогового элемента 20, также производится отключение настройки (размыкается контакт 24 и интегро-запоминающий элемент 21 переводится в режим запоминания выходного сигнала . Это необходимо для перевода блока 10 в рабочий режим, так как при дальнейшем снижении натяжения может возникнуть подпор и образование петли металла. Размыкающий контакт 16 одновременно запускает интегратор 15, выходное напряжение которого интенсивно растет в случае ошибки в задании соотношения скоростей клетей только в сторону подпора металла (благодаря диоду 14.
Выходной сигнал интегратора 15, подаваемый в систему 9 регулирования скорости привода клети 3, вызывает ускорение ее валков и форсированный выбор петли.
Как только появляется натяжение в прокате, по сигналу измерителя 8 через пороговый элемент 20, элементы 19 и 18 производится отключение переключателя 17, замыкающего контакты 16 и24. При этом производится сброс выходного сигнала интегратора 15, а регулирование соотношения скоростей клетей производится по сигналу измерителя 8. Одновременно сумматор 11 с помощью элемента 21 переводится в режим автоматической настройки нулевого уровня выходного сигнала.
Технико-экономический эффект от применения предлагаемого устройства образуется за счет сокращения времени простоев стана вследствие увеличения времени безотказной работы устройства.
Предварительные расчеты показывают, что время безотказной работы предлатаемого устройства увеличивается на 10% по сравнению с известным.
Формула изобретения
Устройство для регулирования межклетевых натяжений по авт.св. № 764759, отличающееся тем, что, с целью повышения надежности работы, блок контроля образования петли металла дополнительно снабжен пороговым элементом, логическими элементами НЕ, И, переключателем и интегро-запоминающим элементом, вход которого через размыкающий и замыкающий контакты основного и дополнительного переключателей соединен
с выходом сумматора, а выход - с инвертирующим входом сумматора, причем один из входов дополнительного логического элемента И через дополнительные пороговый элемент и логический элемент НЕ соединен с измерителем разности статических моментов при прокатке, два других входа дополнительного логического элемента И соединены с датчиками наличия металла в смежных клетях, а его выход со0единен с дополнительным переключателем.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР
5 № 764759, кл, В 21 В 37/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования межклетевых натяжений | 1978 |
|
SU764759A1 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| Устройство для измерения межклетевых натяжений | 1979 |
|
SU854481A1 |
| Устройство для измерения межклетевых натяжений | 1982 |
|
SU1045972A2 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство стабилизации натяжения проката на непрерывном стане | 1986 |
|
SU1397110A1 |
| Устройство для регулирования скорости двигателя | 1981 |
|
SU970331A2 |
