I
Изобретение относится к устройствам для автоматизации прокатного производства, а именно к контрольным и регулирующим устройствам прокатных станов, реагирующим на изменение давления металла на валки.
По основному авт. св. № 738707 известно устройство для управления главным приводом клети непрерывного прокатного стана, содержащее регуляторы скорости и тока, блок управления, входы которого подключены к выходам датчика наличия металла в i-ой клети и датчика наличия металла в i-1 клети, блок задания времени упреждения, состоящий из генератора импульсов стабилизированной частоты элемента И-НЕ десятиразрядного счетчика, схемы совпадения кодов и схемы ввода начального кода и блок определения начала отсчета времени упреждения, состоящий из двух элементов И-НЕ, схемы ввода начального кода, десятиразрядного вычитающего счетчика и схемы совпадения кодов 1.
Недостатком известного устройства является то, что при определении начала отсчета времени упреждения замена рабочих валков в клетях чистовой группы стана, диаметр которых колеблется в широких пределах, может привести к существенному изменению заданного времени упреждения, что отрицательным образом сказывается на степени уменьшения величины динамического отклонения скорости двигателя при входе металла в клеть.
Цель изобретения - уменьшение величины динамического отклонения скорости двигателя при входе металла в клеть на последующих, после первой, полосах одного сортамента путем уменьшения ошибки настройки времени упреждения t, возникающей в результате замены рабочих валков. Поставленная цель достигается тем, что в блок определения начала отсчета времени упреждения известного устройства дополнительно введены ключ, десятиразрядный счетчик и элементы И-НЕ, причем, счетчик и схема ввода начального кода через ключ поразрядно соединены с вычитающим счетчиком, управляющий вход ключа соединен с одним из выходов блока управления,
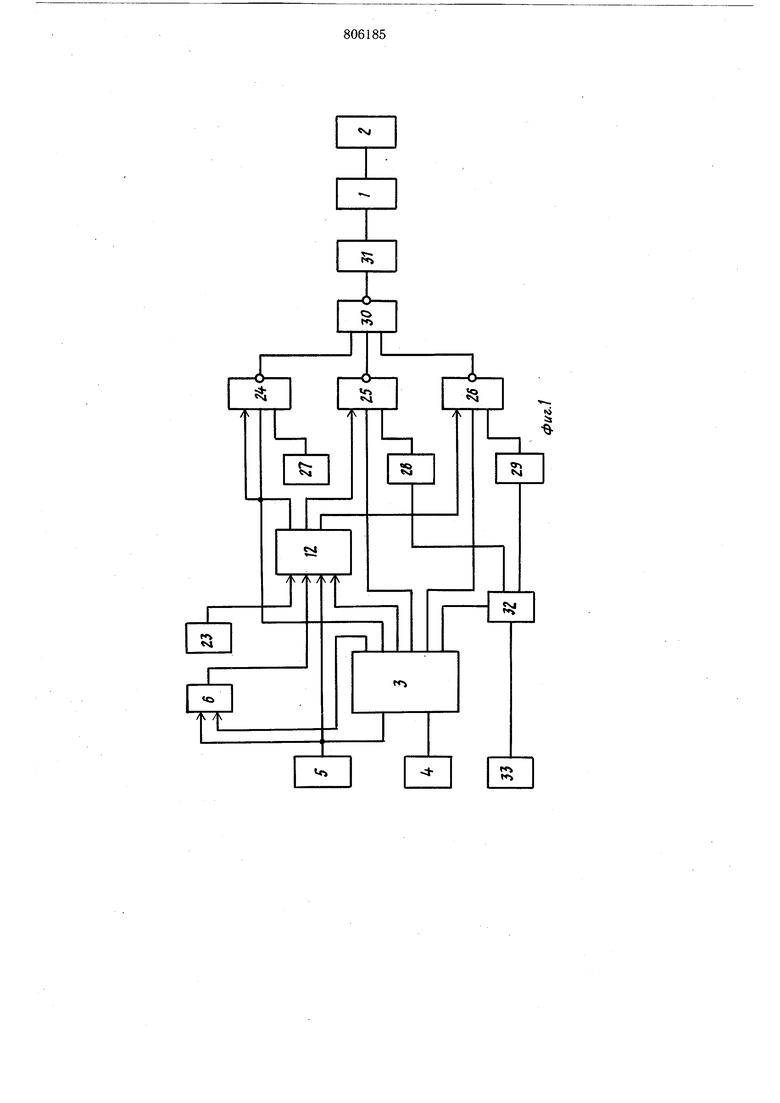
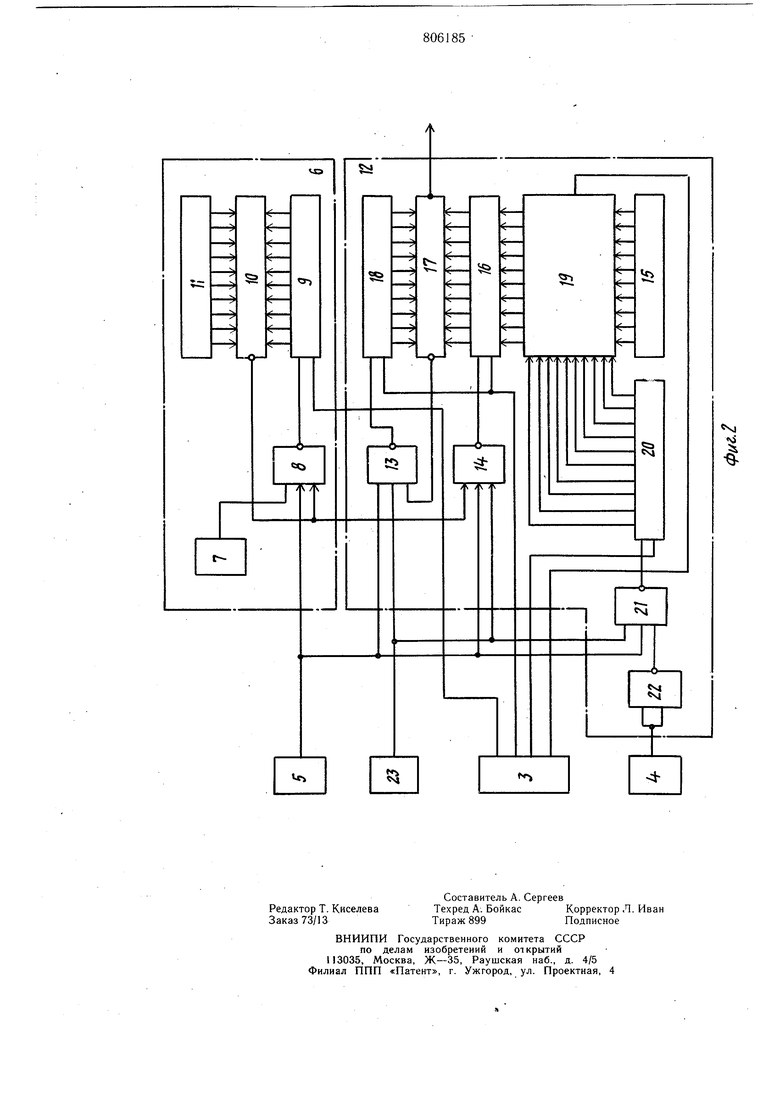
счетный вход счетчика соединен с выходом одного из элементов И-НЕ, входы которого соединены с выходами датчика наличия металла и датчика предыдущих клетей и выходом элемента И-НЕ, вход которого соединен с датчиком наличия металла в последующей клети, шина сброса счетчика соединена с выходом блока управления. На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 - блок-схема блока определения начала отсчета времени упреждения. Устройство содержит регулятор 1 скорости, регулятор 2 тока, блок 3 управления, входы которого соединены с выходами датчика 4 наличия металла в i-ой клети и датчик 5 наличия металла в i-1-ой клети, блок 6 задания времени упреждения, состоящий из генератора 7 импульсов стабилизированной частоты, элемента 8 И-НЕ, счетчика 9, схемы 10 совпадения кодов и схемы 11 ввода начального кода, блок 12 определения начала отсчета времени упреждения, состоящий из элементов 13 и 14 И-НЕ, схемы 15 ввода начального кода, вычитающего счетчика 16 схемы 17 совпадения кодов, счетчик 18, ключ 19, счетчик 20, элементы 21 и 22 И-НЕ, датчик 23 скорости, элементы 24-26 И-НЕ, задатчик 27 средней нагрузки, интегро-запоминающие устройства 28 и 29, элемент 30 И-НЕ, преобразователь 31 код-напряжение, ключ 32 и датчик 33 статической нагрузки. Устройство работает следующим образом. В исходном состоянии обе смежные клети находятся без металла и блок 3 управления выдает логический сигнал «О, поступающий на щины сброса счетчиков 9, 16, 18 и 20, при этом счетчики 9, 18 и 20 обнулены, а в счетчике 16 остается жестко заложенный код, поступающий через ключ 19 со схемы 15 ввода начального кода, который соответствует средней длине межклетьевого промежутка L, при этом несовпадение кодов счетчиков 16 и 18 фиксируется схемой 17 совпадения кодов, у которой на инверсном выходе появляется логическая «1, а на прямом выходе - логический «О. Аналогичное состояние и у схемы 10 совпадения кодов, на входах которой происходит сравнение кода счетчика 9 и кода схемы 11 ввода начального кода, с помощью которой задается оптимальное время упреждения. В момент входа прокатываемого металла в i-1-ю клеть, датчик 5 наличия металла в i-Г-ой клети выдает сигнал, поступающий одновременно на входы блока 3 управления, блока 6 задания времени упреждения и блока 12 определения начального отсчета времени упреждения, при этом блок 3 управления выдает сигнал (логическую «1), снимающий запрет с щин сброса счетчиков 9, 16, 18 и 20, а элементы 13, 14 и 21 И-НЕ начинают пропускать импульсы, поступающие с датчика 23 скорости прокатки i-1-ой клети. За время .прохождения головной части прокатывае мой полосы межклетевого промежутка длиной L датчик 23 скорости прокатки i-1-ой клети выдает число импульсов, определяемое выражением- ЧИСЛО импульсов на выходе датчика скорости за время прохождения головной части прокатываемой полосы межклетевого промежутка;число импульсов на выходе цифрового датчика скорости за один оборот рабочего валка; i-передаточное число редуктора; L - длина межклетевого промежутка, м; Dp.B-диаметр рабочего валка, м. Счетчики 18 и 20 начинают считать эти импульсы в прямом направлении, а вычитающий счетчик 16 - в обратном направлении, то есть в счетчике 16 происходит считывание импульсов с кода, соответствующего длине межклетевого промежутка L. Одновременно с этим на вход счетчика 9 начинает поступать импульсы с частотой f от генератора 7 импульсов стабилизированной частоты через элемент 8 И-НЕ. Как только код счетчика 9 станет идентичным коду схемы 11 ввода начального кода, тотчас же схема 10 совпадения кодов выдает на инверсный выход сигнал (логический «О), являющийся «Запретом для работы счетчиков 9 и 16, время работы которых определяется кодом схемы 11 ввода начального кода и не зависит от скорости прокатки. Счетчик 18 продолжает считать импульсы, проходящие на его вход с датчика 23 скорости прокатки i-1-ой клети до тех пор, пока не сравняются коды счетчиков 18 и 16, при этом схема 17 совпадения кодов сигналом, возникающим на своем инверсном выходе, прекращает поступление импульсов в счетчик 18 через элемент 13 И-НЕ, а сигналом, поступающим на входы элементов 24-26 И-НЕ с прямого выхода, дает разрешение на прохождение сигналов, причем на инверсном выходе схемы 17 совпадения кодов в момент сравнения кодов счетчиков 16 и 18 возникает логический «О, а на прямом выходе - логическая «1. Таким образом, разрешающий сигнал на прямом выходе схемы 17 совпадения кодов появляется на величину времени упреждения 2Г. и раньше, передний конец полосы войдет в i-ю клеть. При входе прокатываемого металла в i-ю клеть срабатывает датчик 4 наличия металла в i-ой клети, сигналом с выхода которого через элемент 22 И-НЕ дается запрет на работу счетчика 20 и в последнем записывается код, соответствующий фактической длине межклетевого промежутка. Ввиду малости заданного времени упреждения tr.jjfc 0,06, диаметры рабочих валКОВ чистовых клетей стана существеннымобразом влия1Ьт на фактическое значение времени упреждения, причем это влияние проявляется в разной степени в зависимости от рассматриваемого промежутка. Так, например, при установке рабочих валков минимального диаметра фактическое значение времени упреждения всегда больше заданного, причем разница между фактическими заданным значениями времени упреждения уменьшается от промежутка к промежутку в направлении движения проката. При установке рабочих валков максимального диаметра фактическое значение времени упреждения всегда меньше заданного, причем разница между фактическим и заданным значениями времени упреждения уменьшается от промежутка к промежутку в направлении, противоположном направлению движения проката. При установке рабочих валков среднего диаметра соблюдается равенство фактического и заданного значений времени упреждения во всех межклетевых промежутках. Для исключения динамического отклонения скорости блок 3 управления (фиг. 2) воздействует на управляющий вход ключа 19 так, что на первой полосе он пропускает код, записанный в схеме 15 ввода начального кода, соответствующий длине межклетевого промежутка при установленных рабочих валках среднего диаметра, на второй и последующих полосах ключ пропускает через себя код счетчика 20. Запись кода соответствующего фактической длине межклетевого промежутка 1фв счетчик 20 происходит во время движения головной части полосы от i-1 до i-ой клети, а стирание (сброс) кода с одновременной записью кода в счетчик 16 - при выходе прокатываемой полосы из i-1 клети. Кроме этого, блок 3 управления воздействует на входы элементов 24-26 И-НЕ (фиг. 1) таким образом, что при прокатке первой полосы разрешающий сигнал (логическая «1) приходит на вход элемента 24 И-НЕ, при прокатке четных полос - на вход элемента 25 И-НЕ, а при прокатке нечетных полос, исключая первую - на вход элемента 26 И-НЕ. При прокатке первой полосы при наличии разрешающих сигналов на входах элемента 24 И-НЕ код, соответствующий средней статической нагрузке 1, поступает с выхода задатчика 27 средней статической нагрузки на вход регулятора 1 скорости через элементы 24 и 30 И-НЕ и преобразователь 31 код-напряжение, при этом в момент входа металла в i-ю клеть на валу двигателя регулируемой клети развивается момент, равный моменту статического сопротивления. Выполнение этого условия обеспечивает полную ликвидацию динамической просадки скорости. После захвата полосы i-ой клетью блок 3 управления выдает «Запрет на входы элементов 24-26 И-НЕ и воздействует на ключ 32 таким образом, что выход датчика 33 фиктической нагрузки подключается ко входу цифрового интегрозапоминающего устройства 28, который усредняет, запоминает и преобразует фактическую статическую нагрузку в код, который при прокатке второй полосы поступит на вход регулятора I скорости регулируемой клети раньше на время , чем туда войдет металл. При прокатке второй полосы происходит отработка кода, записанного в цифровом интегрозапоминающем устройстве 28, а блок 3 управления подключит датчик 33 фактической статической нагрузки ко входу цифрового интегрозапоминающего устройства 29 и т. д. При выходе конца прокатываемой полосы из предыдущей i-1-ой клети схема приводится в исходное состояние. Технико-экономическим преимуществом предлагаемога устройства является то, что оно способствует увеличению выхода годного уменьшению ударных нагрузок в звеньях механической передачи и динамической просадки скорости при входе прокатываемого металла в клеть, а также повышает срок службы звеньев механических передач. Формула изобретения Устройство для управления главным приводом клети непрерывного прокатного стана по авт. св. № 738707, отличающееся тем, что, с целью уменьшения величины динамического отклонения скорости двигателя при входе металла в клеть на последующих, после первой, полосах одного сортамента, в блок определения начала отсчета времени упреждения дополнительно введены десятиразрядный счетчик импульсов, ключ и два элемента И-НЕ, причем, дополнительный счетчик и схема ввода начального кода через ключ поразрядно соединены с вычитающим счетчиком, управляющий вход ключа соединен с одним из выходов блока управления, счетный вход дополнительного счетчика соединен с выходом одного из элементов И-НЕ, входы которого соединены с выходами датчиков наличия металла и скорости предыдущих клетей и выходом другого элемента И-НЕ, вход которого соединен с датчиком наличия металла в последующей клети, шина сброса дополнительного счетчика соединена с выходом блока управления. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 738707, кл, В.21 В 37/00, 31.07.78.
,-L
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления главным приводом клети непрерывного прокатного стана | 1978 |
|
SU738707A1 |
| Устройство для управления главным электроприводом клети непрерывного прокатного стана | 1982 |
|
SU1026870A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1985 |
|
SU1304950A2 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Устройство определения относительного обжатия полосы в прокатной клети | 1980 |
|
SU908449A1 |
| Система регулирования толщиныпОлОСы | 1979 |
|
SU829236A1 |
| Устройство для автоматическогоупРАВлЕНия пРОКАТКОй ТРуб СуТОНЕННыМи КОНцАМи | 1978 |
|
SU816596A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1978 |
|
SU778844A1 |