тирована с возможностью продольного перемещения укладочная головка 12 с приспособление 1 для соединения нроводов в жгут.
Укладочная головка 12 подвижно соединена с втулкой 13 с рукояткой 14 Дистанционного включения программ. Напротив консольной частп направляющей щтанги 11 со стороны привода 4 установлен кинематически связанный с ней выключатель запуска программ 15.
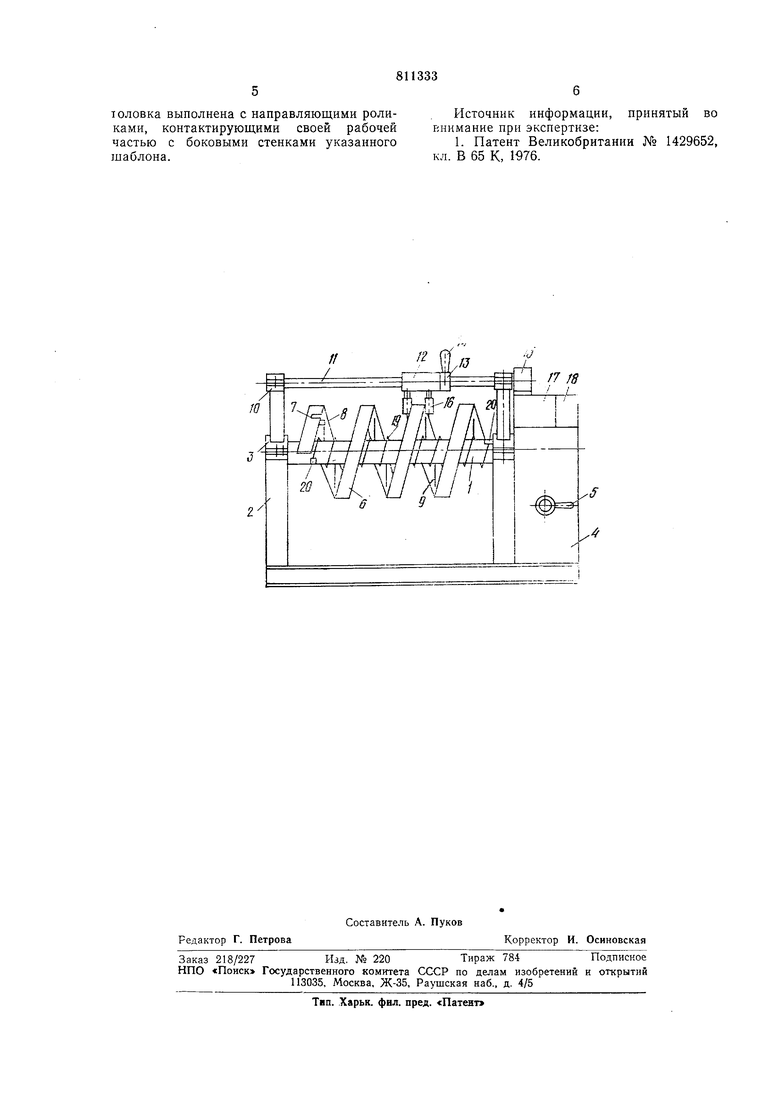
Укладочная головка 12 выполнена с направляющими роликами 16, контактирующими с боковыми стенками щаблона 6.
На станине 2 установлены блоки программного управления 17 и контроля электрических, цепей 18, при этом последний соединен с контактами 8 электрическим кабелем 19, намотанным по спирали свободными витками вокруг вала 1, и присоединенным к валу / н станине 2 зажимами 20.
Устройство работает следующим образом.
Нажатие на ручку 14 дистанционного включения программы передается через втулку 13, направляющую штангу 11, на выключатель 15 запуска программы. Блок 17 включает привод 4, вращающий вал / и закрепленный щаблон 6, при этом щаблон 6, контактируя боковой поверхностью с роликом 16, передвигает по щтанге 10 укладочную головку 12 с закрепленными на ней приспособлением для соединения проводов в жгут и втулкой 13 с ручкой 14 дистанционного включения программы.
При прохождении заданной в программе одной из прорезей 7 на спиральной полосе 6 возле втулки 12 блок /7 отключает привод 4 и шаблон останавливается. Собираемый в жгут провод крепится одним концом к контакту S, выводится через прорезь 7 на внешнюю поверхность полосы 6 и заправляется в приспособление для раскладки провода.
Нажатием на ручку 14 включается, как описано выше, движение щаблона, который вращается до подхода к укладочной головке /2 той прорези 7 на шаблоне 6, в которую должен быть отведен конец укладываемого провода, после чего блок 17 отключает привод 4. Носле введения конца укладываемого провода в прорезь 7 и закрепления его в контакте 8, ручкой 14 производится включение движения шаблона 6, который вращается до подхода к головке 12 прорези 7, в которую должен быть введен конец следующего проводника. В дальнейшем процесс сборки жгута происходит, как описано выше, до окончания сборки жгута.
Уложенный в жгут провод, замыкая цепь, образованную двумя контактами 8 и кабелем 19, приводит к срабатыванию блока 18.
При вращении щаблона кабель 19 навивается на вал / или сматывается с него,
но поскольку концы кабеля 19 жестко закреплены зажимами 20, и кабель обладает упругостью, изменение количества витков кабеля 19 вокруг вала / компенсируется 5 изменением их диаметра. Недопустимое наматывание или сматывание их провода предотвращается ограничителем количества оборотов шаблоиа в обе стороны, функции ;-:оторого осуществляет блок 17. Соединение проводов, уложенных на шаблоне в жгут путем скрепления их кзьестиым способом (сшиванием, склеиванием или приваркой к пленке), производится при скоростях, значительно меньше, чем
скорость раскладки.
Для осуществления операции скрепления с головки 12 снимается приспособление для раскладки провода и монтируется приспособление для соединения проводов в жгут.
Вариатором 5 скоростей уменьшается скорость вращения шаблона. Нажатием на ручку М включается вращение шаблона 6, который согласно заданной программе приходит в исходное положение для соединения проводов, после чего одновременно производится включение приспособления для скрепления проводов в жгут и включеиия движения щаблона 6 ручкой 14, после чего движение щаблона 6 осуществляется в соответствии с заданной программой.
После изготовления плоский жгут проводов снимается с шаблона 6.
Наличие шаблона в виде спиральной полосы значительно уменьшит габариты устройства для сборки плоских жгутов проводов, з -странит необходимость иметь кинематическую цепь перемещения укладочной головки вдоль шаблона.
Формула изобретения
Устройство для укладки проводов в жгут, содержащее станину, шаблон с прорезями для отвода концов проводов, укладочную головку со съемным приспособлением для соединения проводов в жгут, кинематически связанную с приводом, и блок программного управления, отличающееся тем, что, с целью уменьщения габаритов и повыщения производительности, снабжено установленным в опорах качения иа станине валом, кинематически связанным с приводом, направляющей щтангой и блоком контроля электрических цепей, на направляющей штанге подвижно смонтирована укладочная головка с приспособлением для прикрепления проводов к основе, вал выполнен с расставленным вдоль продольной оси по винтовой линии радиальными спицами, на которых закреплен образованный в виде ленточной спирали щаблон
с электрическими кентактами, а укладочная
юловка выполнена с направляющими роликами, контактирующими своей рабочей частью с боковыми стенками указанного шаблона.
Источник информации, принятый во внимание при экспертизе:
1. Патент Великобритании № 1429652, кл. В 65 К, .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Устройство для раскладки проводов в жгут | 1986 |
|
SU1441492A1 |
| Устройство для укладки проводов в жгут | 1972 |
|
SU439045A1 |
| Автомат с программным управлением для раскладки проводов в жгуты | 1981 |
|
SU1023404A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Устройство для раскладки проводов в жгут | 1980 |
|
SU991630A1 |
| Устройство для изготовления заготовок монтажных проводов и жгутов | 1986 |
|
SU1387212A1 |
| Устройство для укладки проводов в жгут | 1985 |
|
SU1277218A1 |
| Устройство для укладки проводов в жгут | 1980 |
|
SU898515A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1246429A1 |
//
