1
Известны устройства для укладки проводов в жгут, содержащие головку с укладочным приспособлением, шаблон с зажимами и штырями для фиксации положения укладываемых проводов, каретку относительного перемещения головки и шаблона, снабженную приводом с программным управлепиегл, и механизм отрезки провода.
Предлагаемое устройство отличается от известных тем, что, с целью повышения эффективности укладки проводов, укладочное приспособление выполнено в виде группы укладочных пальцев, снабженных связанными с приводом и механизмом отрезки датчиками, фиксирующими участки провода со снятой изоляцией, и механизмом поочередного пе ремещения пальцев в рабочее положение, выполненным, преимущественно, в виде кулачкового вала с рычажным механизмом. При этом устройство может быть выполнено как с движущимся относительно головки шаблоном, так и с движущейся относительно шаблона головкой.
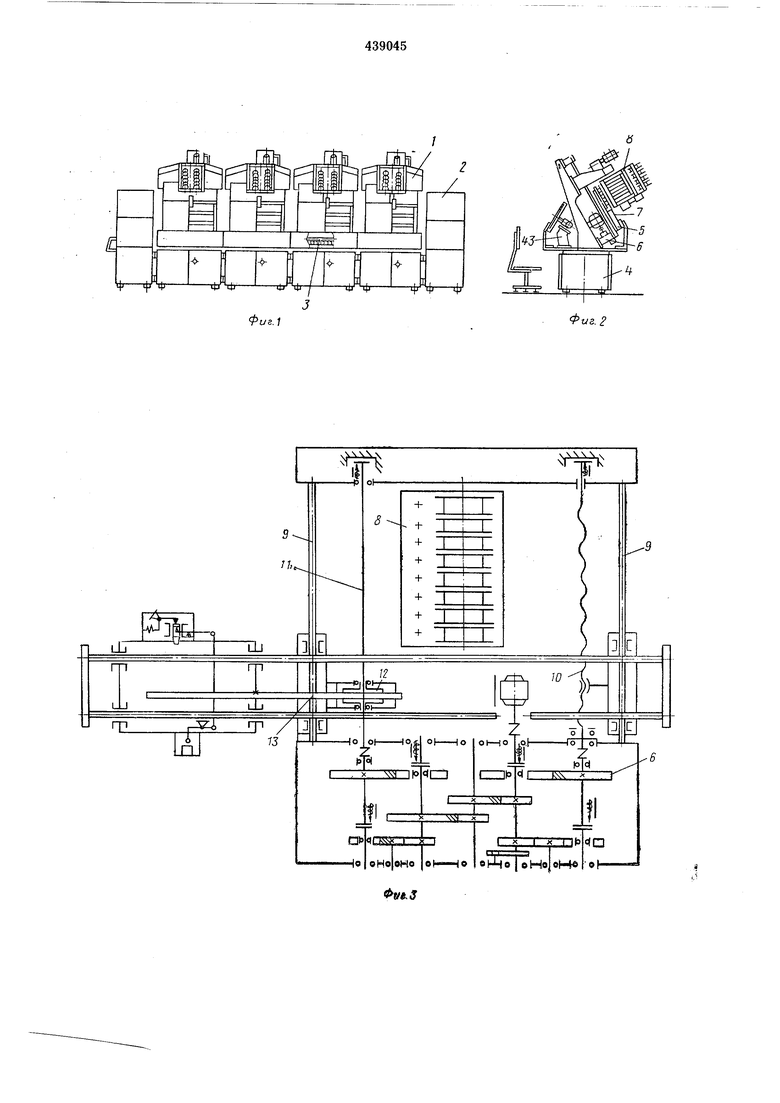
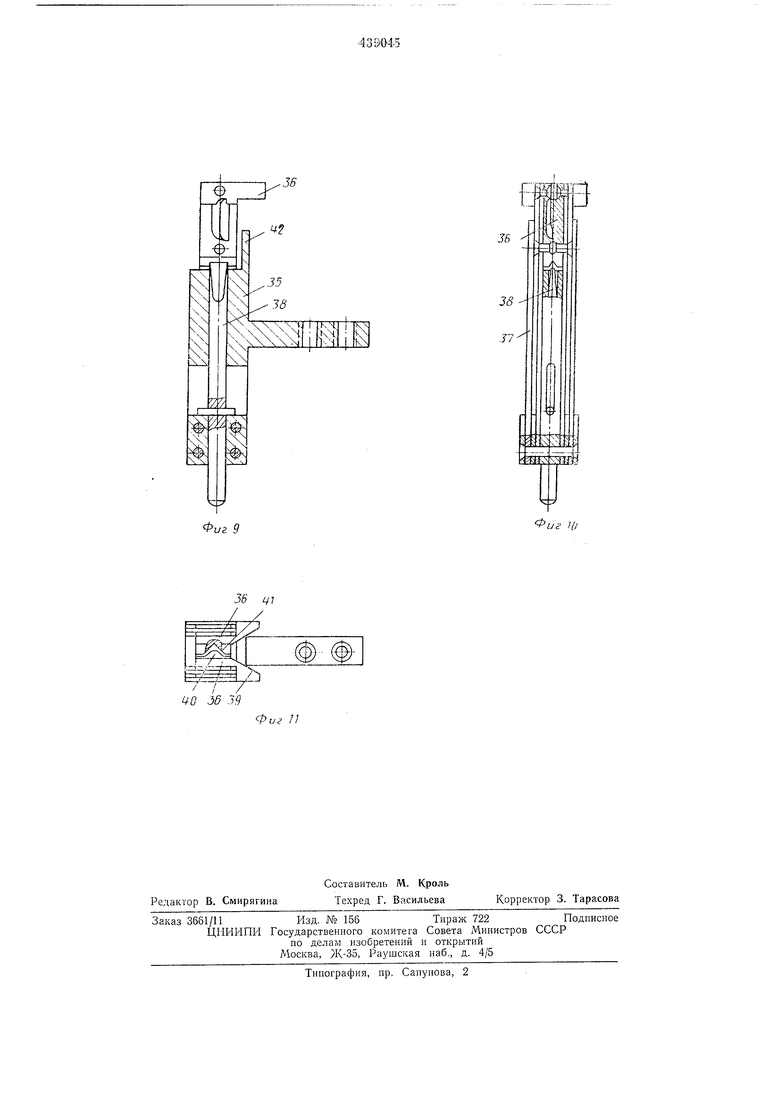
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - рабочая секция, вид сбоку; на фиг. 3 - кинематическая схема рабочей секции; на фиг. 4 - укладочная головка, вид спереди; на фиг. 5 - то же, вид сбоку; на фиг. 6 - укладочный палец, разрез; на фиг. 7 - датчик зачищенного участка, вид спереди; на фиг. 8 - то же, вид сбоку; на фиг. 9-11-зажим щаблона в трех проекциях.
Устройство представляет собой автоматизированную линию с горизонтально замкнутым расположением позиций и состоит из рабочих 1 и концевых 2 секций, жестко соединенных между собой. Вдоль передней и задней стороны устройства на рабочие секции
0 устанавливаются транспортеры 3. На рабочей секции с одной стороны располагается устройство для механической укладки проводов, а с противоположной-рабочее место для ручных операций, например вязки жгутов,
5 доукладки экранированных проводов и т. д. Рабочая секция является основной составной частью устройства. Она состоит из станины 4, служащей для крепления основных узлов, каретки 5 с приводом 6 для перемещения щаблона 7 и укладочной головки 8. Каретка служит для закрепления в ней шаблона 7 и перемещения его в двух взаимно перпендикулярных направлениях. Перемещение каретки в вертикальной плоскости по
5 направляющим 9, закрепленным в корпусах привода, осуществляется механизмом 10, представляющим собой пару винт-гайка. Горизонтальное перемещение сообщается от ходового валика 11 через скользящую шестерню
0 12 и рейку 13, закрепленную на каретке. Чтобы перемещались каретки в обоих иаиравлениях вертикальной плоскости в одно и то же время, каретки уравновешены грузом. Вращение ходовому винту и ходовому валику сообщается приводом 6, представляющим собой реверсивный редуктор.
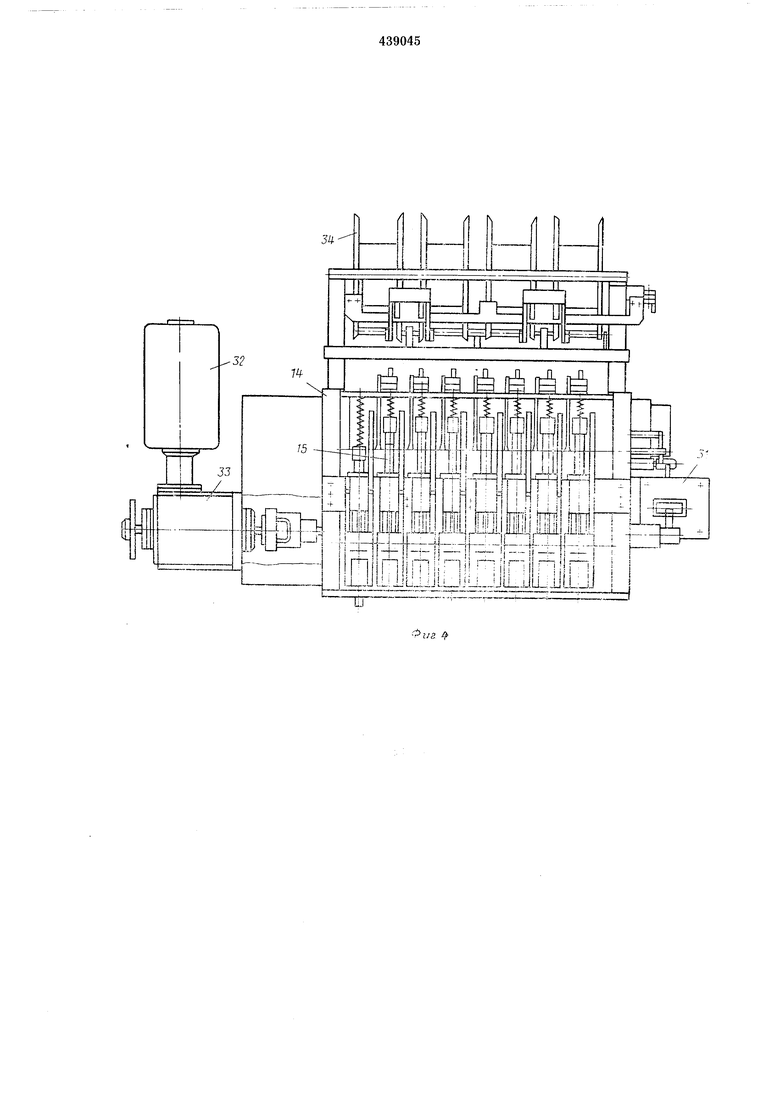
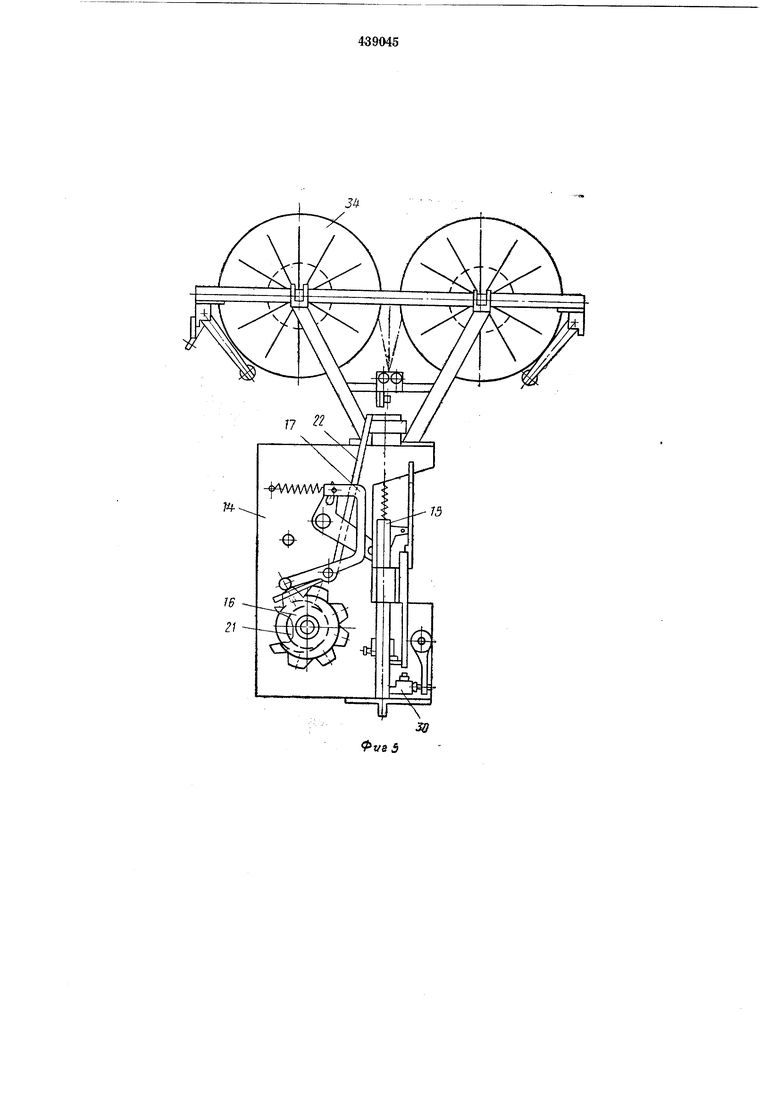
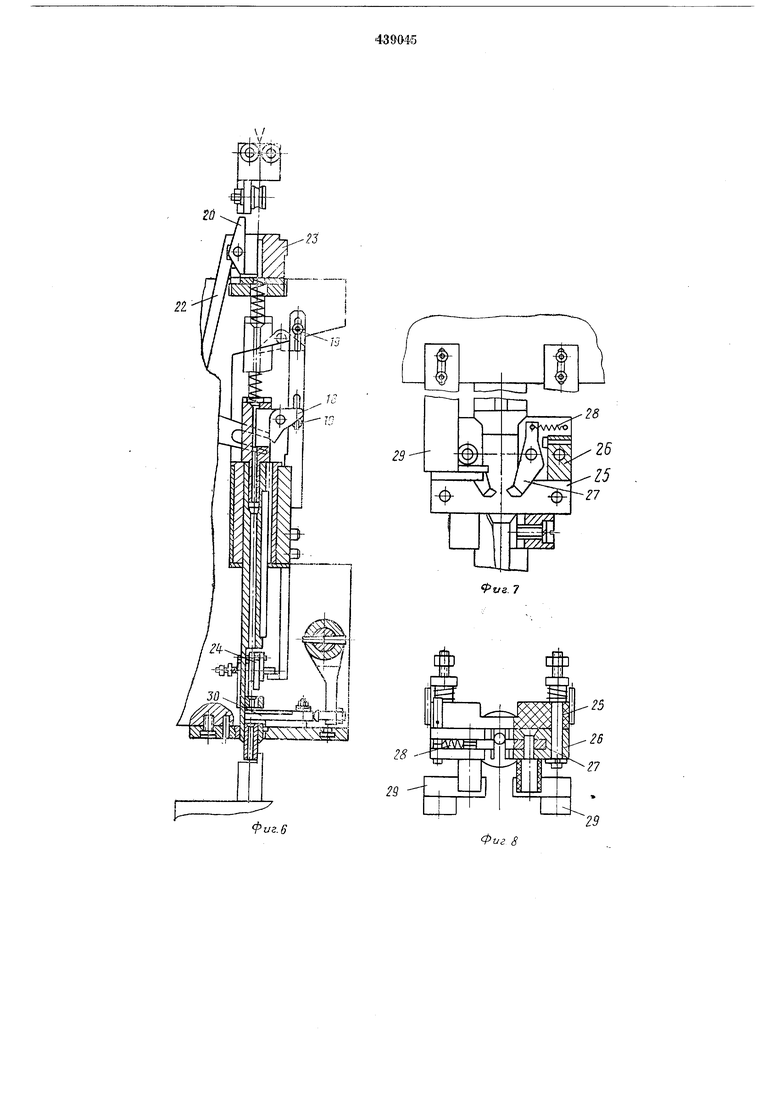
Основным рабочим органом является укладочная головка 8. Она представляет собой корпус 14, внутри которого располагаются укладочные пальцы 15. Движение укладочным пальцам сообщается от кулачка 16 и системы рычагов 17. На пальце закреплена защелка 18 торможения провода, переключаемая упором 19. Аналогичная же защелка 20, управляемая от кулачка 21 рычагом 22, закреплена на корпусе 23.
Каждый укладочйый палец снабжен датчиком 24, фиксирующим участки проаода со снятой изоляцией и состоящим из корпуса 25, выполненного из изоляционного материала, двух подпружиненных рычагов 26 с расположенными «а них контактами 27, снабженными пружинами 28. Раскрываются контакты при помощи упоров 29, закрепленными на корпусе укладочной головки.
Отрезается провод ножами 30 через систему рычагов от электромагнита 31.
Вращение кулачкам сообщает электродвигатель 32 через редуктор 33 со встроенным мальтийским механизмом, обеспечивающим циклический их поворот.
Сверху на корпусе 14 закреплен блок катушек 34.
Количество укладочных пальцев, ножей и катушек в одной головке соответствует количеству проводов, укладываемых на одной рабочей секции.
Шаблон 7 представляет собой плиту с закрепленными «а ней зажимами в местах начала и конца укладки провода и штырями в местах изменения направления провода. Зажим состоит из корпуса 35, захватов 36, с помощью плоских пружин 37 соединенных с корпусом, и конического стержня 38. Захваты имеют в заходной части скосы 39. Кроме того, один из них имеет треугольный выступ 40 в своей рабочей части, а другой - аналогичный паз 41, что позволяет надежно удерживать провод. На корпусе 35 зажима имеется выступ 42, отгибающий провод во время его подхода к зажиму.
На концевых секциях располагается кантователь, служащий для передачи шаблона из зоны механической укладки в зону ручной работы.
Для раскрытия зажимов шаблона служит механизм 43, устанавливаемый на последней позиции ручной работы.
Предлагаемое устройство работает следующим об разом.
Перед началом работы во все каретки устройства устанавливают шаблоны. При этом каретки находятся в исходном положении. На головку 8 устанавливают катушки с проводом необходимых типоразмеров в соответствии с последовательностью их укладки. Провода протягиваются через каналы укладочных пальцев. Рабочий цикл установки начинается с перемещения каретки 5 вверх. Во время этого движения происходит фиксация шаблона в каретке. Величина и направление перемещения каретки задается с помощью программного устройства. После перем-ещения каретки в позицию укладки первого провода, она останавливается. Укладочный палец 15 подается вниз. При этом провод надежно удерживается в канале пальца с помощью защелки 18 благодаря тому, что концевая ее
часть эксцентрична оси вращения защелки. Провод сматывается с катушки. При подходе пальца к крайнему нижнему положению защелка 18 своей хвостовой частью наезжает на нижний выступ упора 19, жестко крепящейся к корпусу 14 укладочной головки. Защелка поворачивается в нижнее положение, освобождая провод. Кроме того, в этот же момент рычаги 26 датчика 24 наезжают на выступы упоров и при движении пальца
вниз поворачиваются. При этом контакты 27 подводятся к проводу. Надежное соприкасание контактов с проводом обеспечивается пружинами 28, После этого шаблон перемещается по траектории первого провода.
Концевая часть пальца, выполненная в виде цилиндрического стержня небольшого диаметра с радиусной фаской в месте выхода провода, в момент движения шаблона наезжает на скосы 39 захватов 36 начального
зажима и раздвигает их. При дальнейшем движении провод, выходящий из концевой части пальца, встречает выступ 42 зажима, отгибается им в направлении, противоположном движению шаблона, и попадает между
захватами зажимов.
При вводе провода в зажим его захваты остаются открытыми благодаря скольжению концевой части пальца по направляющим
захватов. При этом захваты под действием плоских пружин сводятся, удерживая провод. Шаблон, закрепленный в каретке, двигаясь по траектории первого провода, укладывает провод. В месте перегиба провод огибает специальные гибочные штыри. Провод сматывается с катушки и свободно проходит через каналы пальца. Контакты 27 датчика зачищенного участка свободно скользят по проводу. В момент, когда между контактами
оказывается зачищенный участок провода, они замыкаются. Подается сигнал, и каретка с шаблоном останавливаются. Остановка каретки производится с задержкой по отношению к сигналу с таким расчетом, чтобы
зачишенный провод расположился к зоне резки. При этом режущие кромки ножей 30 оказываются точно посредине зачищенного участка провода, и провод отрезается. Часть провода, оставшаяся в канале, укладывается
на шаблон. При этом конец провода вводится
в концевой зажим. Работа концевого и начального зажимов аналогична.
После укладки и отрезки провода укладочный палец подается вверх. При этом с некоторым опережением этого движения рычаг 22 под действием кулачка 21 отходит от защелки 20, освобождая ее. Защелка 20, поворачиваясь вокруг своей оси по часовой стрелке, фиксирует провод, прижимая его к корпусу 23. В начале движения пальца вверх рычаги 26 датчика зачищенного участка отходят от выступов упоров и поворачиваются, отводя контакты 27 от провода. Укладочный палец скользит вверх относительно неподвижного провода.
При подходе пальца к крайнему верхнему положению заш,елка 18 своей хвостовой частью наезжает на верхний выступ упора 19. Защелка перебрасывается вверх, прижимая провод к корпусу укладочной головки 14.
В соответствии с заданной программой каретка с шаблоном перемещается к месту укладки второго провода. Процесс повторяется до тех пор, пока на шаблоне не будут уложены все провода данной рабочей секции. После этого каретка 5 возвращается в исходное (крайнее нижнее положение). Шаблон с помощью транспорт-ера 3 перемещается в следующую рабочую секцию. На шаблон аналогичным способом укладывают провод. Таким образом, шаблон проходит последовательно все рабочие секции. После прохождения последней рабочей секции на шаблоне образуется уложенный жгут проводов. После этого шаблон транспортером загружается в кантователь. Последний поворачивается на 120°, перенося шаблон на сторону ручных операций. Транспортер, расположенный с противоположной стороны, снимает щаблон с кантователя, перемещает его вдоль рабочих мест ручных операций. В конце этого участка располагается механизм 43 раскрытия зажимов. При подходе шаблона в позицию раскрытия зажимов цлита механизма перемещается вверх по направляющим. Движение сообщается с помощью червячного редуктора и кривошипно-щатунного механизма. Плита
нажимает на конические стержни 38 зажимов. Стержень 38 своей конической частью наезжает на скосы 39 захватов 36, раздвигая их. Связанный жгут снимается с шаблона. Шаблон заталкивается транспортером в кантователь противоположной концевой секции и снова поворачивается им в сторону механической укладки.
Предмет изобретения
20
Устройство для укладки проводов в жгут, содержащее головку с укладочным приспособлением, шаблон с зажимами и штырями для фиксации положения укладываемых проводов, каретку относительного перемещения головки и шаблона, снабженную приводом с программным управлением, и механизм отрезки провода, отличающееся тем, что, с целью повышения эффективности укладки
проводов, укладочное приспособление выполнено в виде группы укладочных пальцев снабженных связанными с приводом и механизмом отрезки датчиками, фиксирующими участки провода со снятой изоляцией, и механизмом поочередного перемещения пальцев в рабочее положение, выполненным, преимущественно, в виде кулачкового вала с рычажным механизмом.
V
I ij:bMEi 4 fM 3
.
IFTH
ги
21
фиг. В
vs. 7
Фиг 8
Фиг П
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1246429A1 |
| Устройство для укладки проводов на плате | 1978 |
|
SU739661A1 |
| Устройство для укладки проводовНА плАТЕ | 1979 |
|
SU813512A1 |
| Устройство для раскладки проводов в жгут | 1986 |
|
SU1441492A1 |
| Устройство для укладки проводов в жгут | 1983 |
|
SU1138837A1 |
| Раскладывающая головка в установках для укладки проводов в жгут | 1987 |
|
SU1450157A1 |
| Устройство для изготовления заготовок монтажных проводов и жгутов | 1986 |
|
SU1387212A1 |
| Устройство для укладки проводов на плату | 1983 |
|
SU1129756A1 |
| Устройство для укладки проводов на плате | 1981 |
|
SU964740A1 |
| Устройство для укладки проводов на плате | 1976 |
|
SU666587A1 |