I
Изобретение относится к электротехнике, а именно к технологической оснастке, применяемой при изготовлении статоров электрических машин со стержневой обмоткой.
Известно гидравлическое устройство для опрессовки пазовой части обмотки ротора. Это устройство содержит гидравлический привод, позволяющий получать определенные величины усилия и хода осадки 1. Однако данное устройство имеет -следующие недостатки: при необходимости изменения хода осадки или удельного давления требуются остановка процесса опрессовки и переналадка устройства, кроме того, это устройство имеет большие габариты и сложно в управлении.
Известно также устройство для осадки обмотки в пазу, содержащее основание со стойками, привод толкателя, воздействующий через пружины на прессующий элемент 2J.
Устройство работает следующим образом.
Сердечник с уложенной в пазу обмоткой устанавливается на основание, затем производится усадка обмоткн под воздействием привода толкателя, после чего в паз вводится запирающая планка.
Недостатками известного устройства являются большие габариты, так как само
устройство превосходит размерами изготавливаемый сердечник с обмоткой, имеет сложный привод, а качество осадки недостаточно при применении изоляционных материалов типа «препрега, которые при нагревании в процессе осадки размягчаются, заполняя зазоры, и требуют поэтому постоянного воздействия на обмотку в течение времени полимеризации материала
по определенному закону. Использование сложного привода затрудняет обеспечение непрерывного воздействия на обмотку в течение нагрева по заданному закону, так как сам привод попадает в зону нагрева
и изменяет свои характеристики.
Целью изобретения являются повышение качества осадки и уменьшение габаритов устройства путем осуществления непрерывного воздействия на обмотку в процессе
нагрева и обеспечения возможности закрепления устройства непосредственно в пазу статора.
Для этого привод толкателя выполнен в виде пакета биметаллических пластин и
расположен между основанием и введенной в него жестко соединенной со стойкой траверсой с соосным толкателю регулировочным винтом, причем в основании выполнен выступ, служащий для закрепления траверсы на статоре, и отверстие для толкателя.
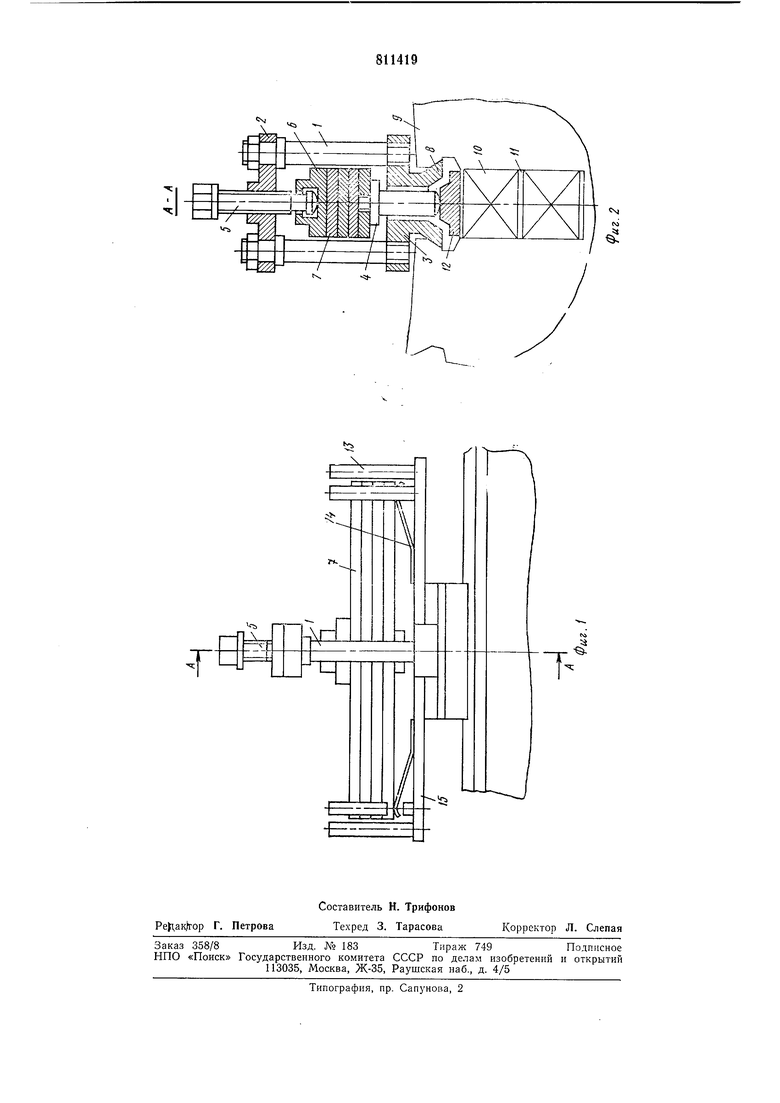
На фиг. 1 изображено устройство; на фиг. 2 - разрез А-А фиг. 1.
Устройство содерл ит стойки 1, соединенные сверху траверсой 2 и снизу основанием 3. В отверстии основания 3 размещен толкатель 4, соосно которому в траверсе 2 расположен регулировочный винт 5, нижняя часть которого закреплена в опорной пяте 6. Между пятой 6 и толкателем 4 размещен привод 7, выполненный в виде пакета биметаллических пластин. На основании 3 выполнен выступ 8 в виде «ласточкиного хвоста, входящий в паз сердечника 9 статора. В этом пазу уложены стержни 10 обмотки, разделенные слоем излояции 11. Между толкателем 4 и стержнями 10 расположена прессующая планка 12. Пакет биметаллических пластин зафиксирован от продольных и поперечных перемещений штифтами 13 и подпружинен спизу упругими элементами 14, закрепленными на планке 15.
Устройство работает следующим образом.
Стержни 10 с изоляцией 11 типа «препрега укладываются в паз сердечника 9 статора. На стержни 10 устанавливается планка 12. Затем в паз вводится выступ 8 для закрепления устройства, и статор помещают в печь. При нагревании изоляция 11 размягчается, одновременно при нагревании изгибаются биметаллические пластины. Так как биметаллические пластины собраны попарно навстречу друг другу пассивными слоями, то при изгибе они передают усилия на пяту 6 винта 5 и толкатель 4. В результате толкатель 4 воздействует на планку 12 и производит усадку обмотки, причем чем выше температура, тем сильнее изгибаются биметаллические дластины и таким образом происходит непрерыЁноё воздействие на обмотку в процессе полимеризации изоляции. Характер и (Закон воздействия на обмотку в процессе усадки можно регулировать при помощи винта 5 и изменения числа пар биметаллических пластин. После окончания полимеризации изоляции статор охлаждается и ,вынимается из печи.
Таким образом, предложенное устройство
/юзволяет повысить качество усадки обмотки в пазу статора, так как в процессе нагрева под непрерывным воздействием на обмотку изоляция заполняет все зазоры и пустоты и повышает надежность работы
электрической машины. Небольшие габариты устройства позволяют установить его в расточке статора и производить усадку обмотки одновременно во всех пазах, что увеличивает производительность.
Формула изобретения
Устройство для осадки обмотки в пазу статора, содержащее основание со стойками и привод толкателя, отличающееся тем, что, с целью повышения качества осадки и уменьшения габаритов, привод толкателя выполнен в виде пакета биметаллических пластин и расположен между основанием и введенной в него жестко соединенной со стойками траверсой с соосным толкателю регулировочным винтом, причем в основании выполнен выступ, служащий для закрепления траверсы на статоре, и отверстие для толкателя.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 218285, кл. Н 02К 15/09, 1965. 2. Патент ГДР № 101067, кл. Н 02К 15/10, опублик. 1973.
N
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| Способ изготовления статора электродвигателя | 1987 |
|
SU1638771A1 |
| Статор электрической машины | 1974 |
|
SU546999A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1986 |
|
SU1423414A1 |
| Устройство для крепления обмотки в пазу электрической машины | 1973 |
|
SU521634A1 |
| Устройство для изолирования пазов магнитопроводов электрических машин | 1984 |
|
SU1334296A1 |
| Устройство для сборки сердечника магнитопровода | 1984 |
|
SU1265924A1 |
| Устройство для намотки и укладки катушек обмотки в пазы статора электрической машины | 1983 |
|
SU1128340A1 |
| Устройство для изготовления изолированных стержней обмоток электрических машин | 1981 |
|
SU1001334A1 |
X
rd
X
3
T
