Изобретение относится к оборудованию заводов шинной пpo ШIШлeннocти и может быть использовано для сборки и формования покрьшек пневматических шин радиальной конструкции на формуюих диафрагменных и бездйафрагменных барабанах.
Цель изобретения - уменьшение габаритов устройства и повьш1ение наежности его работы.
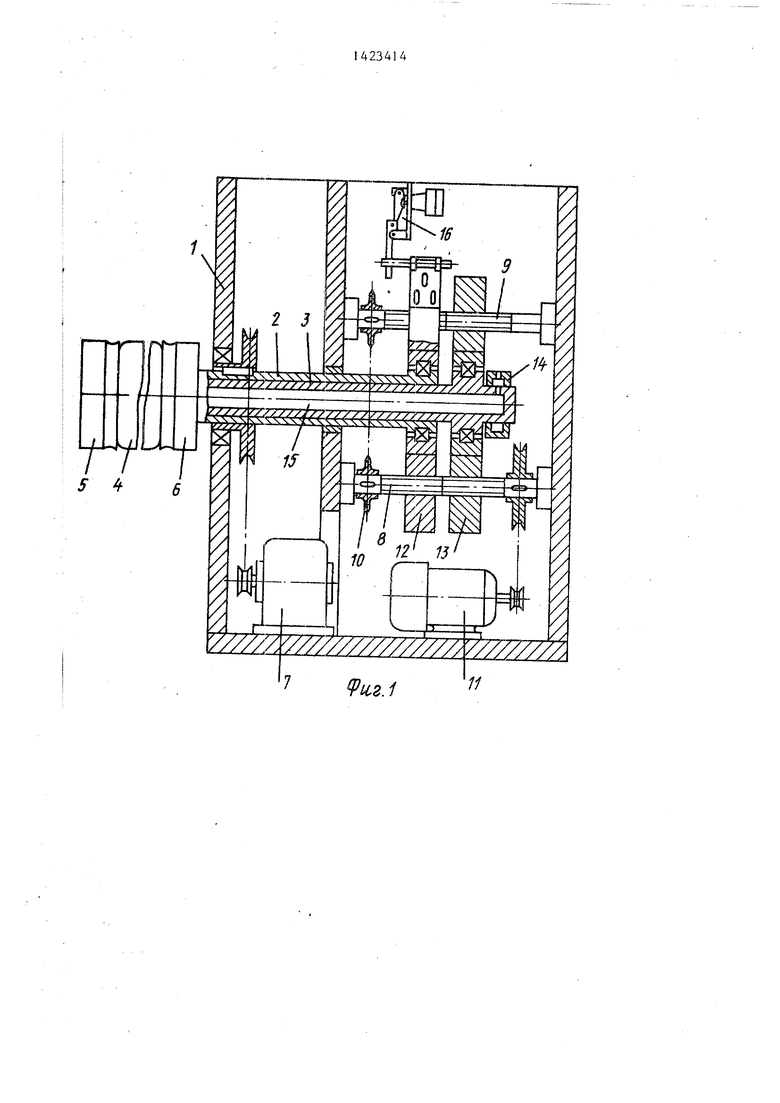
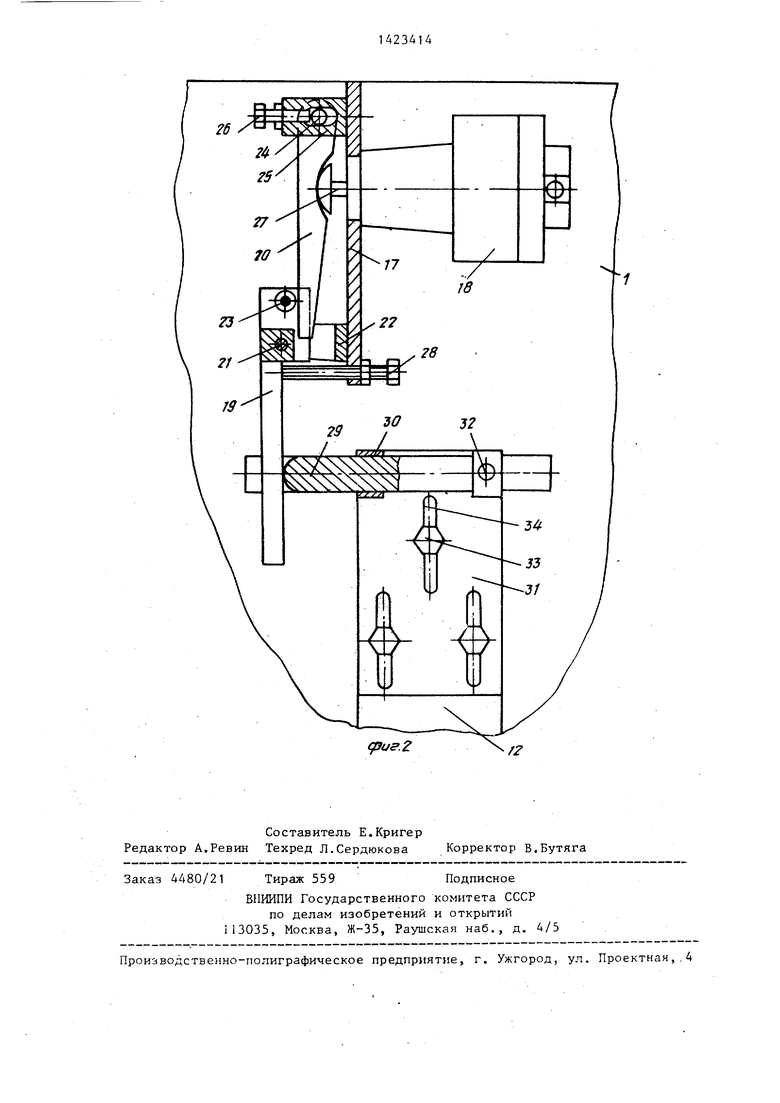
На фиг„ 1 изображено предлагаемое устройство, общий вид; на фиг,2 - меанизм регулирования подачи рабочего агента.
Устройство содержит концентоично смонтированные на станине 1 приводные полые валь 2 и 3, не. которых установлен барабан 4, имеющий аксиально подвижные фланцы 5 и 6, жестко связанные с приводными валами 3 и 2 соответственно. Приводные валы 2 и 3 имеют привод 7 вращения. Устройство также снабжено приводом сведения и разведения фланцев 5 и 6 барабана 4 ыполненным в виде смонтированных на станине 1 двух ходовых винтов 8 и 9, имеющих.левзто и правую резьбу на каждом и связанных между собой пепной передачей 10. Ходовой винт 8 имеет привод 11 вращения. На ходовых винтах 8 и 9 установлены аксиально по,ц- вижные элементы - траверсы 12 и ТЗ, в которых смонтированы на шарикоподшипниках концы приводных валов 2 и 3. На приводном вале 2 смонтирована воз- духоподводящая 14, соединенная своей полостью с полостью 15 для подачи сжатого воздуха в сборочно-фор- ующйй барабан 4. Кроме того, устройство снабжено механизмом 16 регулирования подачи сжатого воздуха. Механизм 16-состоит из основания 17, закрепленного на станине 1. На основании 1 смонтированы регулятор 18 давления,, двуплечий рычаг 19 и дополнительный рычаг 20. Двуплечий рычаг 19 шарнирно установлен на оси 21, закрепленной на опоре 22, которая жестко смонтирована на основании ;7. На одном плече двуплечего рычага 19 смонтирован ролик 23, посредством которого двуплечшЧ рычаг 19 взаимодействует с одним концом допелннтельного рычага 20. Другой конец дополнительного рычага 20 имеет ось 24, которая смонтирована в пазу жестко установленной на основании стойки 25. В стойке 25 установлен регулировочный Оолт
26, взаимодействующий с осью 24. Своей средней частью дополнительный рычаг 20 опирается на шток 27 регулятора 18 давления. Другим плечом двуплечий рычаг 19 опирается на опорньй болт 28 и взаимоде йствует с толкателем 29, установленным в направляющих 30 с возможностью регулировки
0 его положения. Направляющие 30 жестко смонтированы на пластине 31 и имеют фиксирующий болт 32 для фиксации положения толкателя 29. Пластина 31 установлена на аксиально подвижной
5 траверсе 12 с возможностью регулирования ее положения посредством болтов 33, установленных в пазах 34 пластины. Пластина 31 может быть смонтирована на любой другой детали,
0 кинематически связанной с одним из аксиально пoдв iжныx фланцев.
Устройство работает следующим образом.
Собранный каркас покрьшки устанав5 ливают на фланцы 5 и 6 барабана 4 (фиг.1). Через регулятор 18 давления (фиг.2) механизма 16 регулирования подачи сжатого воздуха (фиг.1), воз- духоподводящую муфту 14 и полость 15 сжатый воздух подают в барабан 4. Включают привод 11 вращения ходового винта В. Посредством цепной передачи 10 вращение передается на ходовой винт 9, в результате чего траверсы 12 и 13 перемещаются в противоположные стороны в аксиальном направлении. От траверс 12 и 13 посредством валов 2 и 3 движение передается на фланцы 5 и 6, которые сближаются между собой. Происходит процесс формования каркаса покрышки. При этом, передвигаясь вместе с траверсой 12, толкатель 29 поворачивает двуплечий рычаг 19 на его оси 21, закрепленной на опоре 22 основания 17 (фиГс2). Двуплечил рычаг 19, поворачиваясь, воздействует своим роликом 23 на дополнительный рычаг 20 и поворачивает его относительно оси 24j, при этом дополнительный рычаг 20 давит на шток 27 регулятора 18 давления и перемещает его, регулируя подачу сжатого воздуха в сбороч- но-формующий барабан 4.
5По окончании процесса формования
каркаса покрышки ироизводят наложение деталей на сформованный каркас, вращая барабан от привода 7.
0
5
0
5
0
31
По окончании процесса сборки покрышки привод 11 включают в обратную сторону и устройство возвращается в исходное положение. При этом двуплечий рычаг 19 упирается в опорный болт 28..
Регулирование начального давления сжатого воздуха осуществляют вращением регулировочного болта 26, установленного в стойке 25. Так как при этом соотношение длин плечей двуплечего рычага 19 и дополнительного рычага 20 не меняется, то сохраняется и оптимальный режим подачи сжатого воздуха.
При переходе к выпуску другого типоразмера покрьшки исходное и конечное положения траверсы 12 меняется. При этом регулирование механизма 16 регулирования подачи сжатого воздуха осуществляют следующим образом. В исходном положении фланцами 5 и 6 и траверсой 12 толкатель 29 перемещается в направляющих 30 до его касания двуплечего рычага 19. В этом положении толкатель 29 фиксируется болтом 32. Затем фланцы 5 и 6 сводятся, а траверса 12 занимает конечное положение. В этом положении, перемечая пластину 31 относительно фиксирующих болтов 33, установленных в пазах 34, устанавливают конечное давление сжатого воздуха и фиксируют пластину 31 болтами 33. На этом регулирование заканчивается.
При повороте двуплечего рычага 19 его ролик 23 движется по дополнительному рычагу 20, который перемещает шток 27 регулятора 18 давления. Длину дополнительного рычага 20 выбирают такой, чтобы в случае увеличени хода толкателя в момент, когда ход штока 27 заканчивается, ролик 23,
0
0
двигаясь по рычагу 20, соскальзывал с него. При этом двуплечий рычаг 19 получает возможность дальнейшего по-, ворота, что.предохраняет его от поломки. Далее цикл повторяется.
Формула изобретения
Устройство для сборки и формования покрышек пневматических шин, содержащее концентрично смонтирюванные на станине приводные валы, установленный на них барабан с аксиально 5 подвижными фланцами, жестко связанными с приводными валами привод для валов, линию подачи рабочего агента в барабан, аксиально подвижные элементы, связанные с приводными валами и с механизмами для их перемещения, и механизм регулирования подачи рабочего агента в В1ще смонтированного на основании регулятора давления, шарнирно установленного двуплечего рычага и толкателя для взаимодействия с одним из плеч двуплечего га, отличающееся тем, что, с целью уменьшения габаритов устройства и повьш1ения надежности его работы, механизм регулирования подачи рабочего агента снабжен шарнирно смонтированным одним концом с возможностью регулирования его положения на основании дополнительным рычагом, установленным другим концом с возможностью взаимодействия с другим плечом двуплечего рычага, а регулятор давления установлен с возможностью взаимодействия с дополнительным рычагом, причем толкатель смонтирован на одном из элементов с возможностью регулирования его положения в двух взаимно перпендикулярных направлениях.
5
0
5
0
У////Л
2 S2/z22 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формования покрышек пневматических шин | 1984 |
|
SU1234212A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1980 |
|
SU899361A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1983 |
|
SU1106682A1 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU519343A1 |
| Устройство для обработки борта покрышек пневматических шин | 1982 |
|
SU1052420A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1983 |
|
SU1154109A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1980 |
|
SU925666A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| БАРАБАН ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1983 |
|
SU1125899A1 |
| Барабан для сборки покрышек пневматических шин | 1985 |
|
SU1281442A1 |
-Изобретение предназначено для сборки и формования радиальных покрышек на второй стадии. Цель изобретения - уменьшение габаритов устройства и повышение надежности его работы. Для этого, механизм регулиро- вания подачи рабочего агента снабжен шарнирно смонтированным одним .концом с возможностью регулирования его положения на основании дополнительным рычагом. Вторым концом последний установлен с возможностью взаимодействия с одним из плеч двуплечего рычага. Регулятор давления установлен с возможностью взаимодействия с дополнительным рычагом. Толкатель смон тирован на одном из элементов с возможностью регулирования его положения в дьух взаимно перпендикулярных направлениях. Устройство позволяет полностью исключить возможность поломки двуплечего рычага при увеличении хода толкателя, что повышает надежность работы устройства. Устройство позволяет разместить механизм регулирования подачи рабочей среды внутри стан1шы, что уменьшает габариты устройства и позволяет уменьшить размеры производственной площади под устройство. 2 ил. S (Л to оо 4
Vnz.i
11
сриг.г
| Устройство для сборки и формования покрышек пневматических шин | 1980 |
|
SU899361A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1984 |
|
SU1234212A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| « | |||
