(54) СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367561C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361717C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2279961C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2355553C1 |
| ТОРОВОЕ УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2312003C1 |
| Способ упрочнения деталей | 1988 |
|
SU1523317A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2324586C1 |
1
Изобретение относится к упрочнению поверхностного слоя деталей наклепом и может быть применено в различных областях машиностроения для повьлшения рабочего ресурса деталей.
Известны способы поверхностного упрочнения, где рабочее тело-боек соверяиает возвратно-поступательное движение, наносит периодические удары по обрабатываемой детали, деформирует и упрочняет ее поверхность l.
Недостаток известных способов заключается в том, что при обработке деталей рабочее тело - боек при ударах деформирует обрабатываемую поверхность и ухудшает ее исходную шероховатость, если она ниже КаО,63мкм Кроме того,пластические деформации на поверхности могут исказить форму и размеры тонколистовых и др. нежест ких обрабатываемых деталей.
Цель изобретения - сохранение исходной шероховатости на поверхности деталей и исключение искажения формы и размеров деталей после упрочняющей обработки.
Указанная цель достигается тем, что способ поверхностной ударной обработки деталей рабочими тепвмк производят при скорости соударения, составляющей 0,2-0,9 долей критической скорости соударения, при частоте ударов 10-15 Гц, при этом форму рабо-. чих тел выбирают гактл ббраэом, что. бы. коэффициент восстановления меящу единичньм рабочим телом и деталью был ниже 0,7.
Кроме того, при упрочнении обработки Обеспечивают периодическое одновременное, в пределах 0,01 с соударение рабочих тел по поверхности обрабатываемой детали.
варьирование коэффициента восстановления между двумя упруго соударяющимися телами путем изменения их формы широко известно в технике.
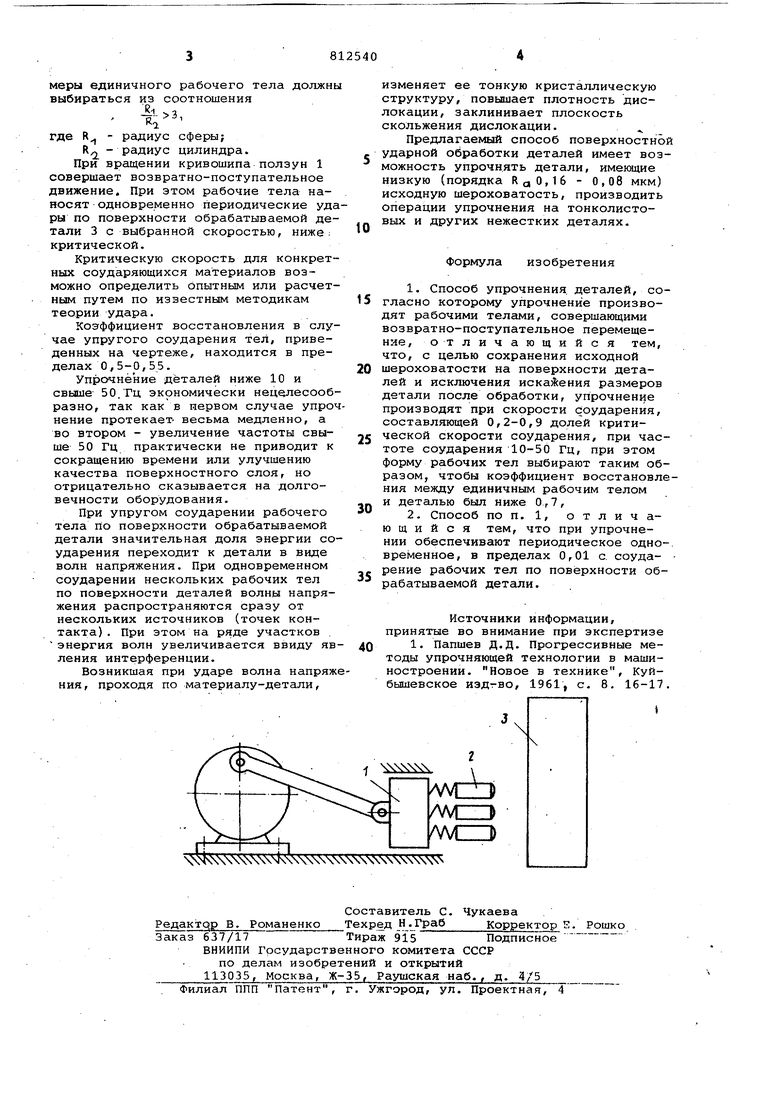
На чертеже схематично изображено устройство для реализации предлагаемого способа.
На ползуне 1 кривошипно-ползунного механизма упруго закреплены рабочие тела 2, которые находятся против обрабатываемой детали 3.
С целью обеспечения минимального коэффициента восстановления рабочие тела 2 выполнены цилиндрическими со
сферической вершиной, при этом раз
