(54) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТООТО СЛОЯ НА ТЕЛА ВРАЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения защитного слоя на тела вращения | 1977 |
|
SU732139A2 |
| Установка для нанесения защитного слоя на тела вращения, например, сердечники центрифугированных труб | 1976 |
|
SU582970A2 |
| Установка для нанесения защитногоСлОя HA ТЕлА ВРАщЕНия | 1979 |
|
SU797877A1 |
| Установка для нанесения защитного слоя на тела вращения | 1975 |
|
SU531743A1 |
| Установка для нанесения защитного покрытия на поверхность тела вращения | 1989 |
|
SU1728017A1 |
| Установка для нанесения защитного слоя на теле вращения | 1980 |
|
SU958102A1 |
| Ременная центрифуга для формованияТРубчАТыХ издЕлий | 1979 |
|
SU816755A2 |
| ЗЕРНОСУШИЛКА | 2006 |
|
RU2327521C2 |
| Технологическая линия изготовления железобетонных напорных виброгидропрессованных труб | 1985 |
|
SU1331646A1 |
| Установка для нанесения защитного слоя из бетонных смесей на поверхность трубчатых изделий | 1985 |
|
SU1291422A1 |
1
Изобретение относится к производству железобетонных трубчатых изделий и может быть использовано при изготовлении железобетонных труб на основе стального тонкостенного цилиндра.
По основному авт. свид-ву № 531743 известна установка для нанесения защитного слоя на тела вращения, например сердечники центрифугированных труб, содержащая смонтированные на раме бункер с питаталем и метательное приспособление в виде двух вращающихся барабанов с эластичным покрытием ободов, причем последнее выполнено в виде надувных пневокамер, контактирующих между собой по всей щирине ободов барабанов и размещенных под загрузочным окном питателя над вращающимся сердечником трубы симметрично продольной оси последнего, причем барабаны смонтированы с межцентровым расстоянием, меньщим полусуммы их диаметров на величину их смятия 1.
Недостатком такого устройства являетсято то, что оно не способно обеспечить совместную тепловую обработку с нанесением защитного слоя.
Цель изобретения - сокращение времени изготовления изделия путем совмещения процессов тепловой обработки с нанесением защитного слоя.
Указанная цель достигается тем, что установка для нанесения защитного сло 5 на тела вращения снабжена горизонтально подвижной стойкой и индукционным нагревателем, связанным посредством трубчатой щтанги с последней, причем индукционный нагреватель выполнен с опорой качения, Q контактирующей с внутренней поверхностью изделия.
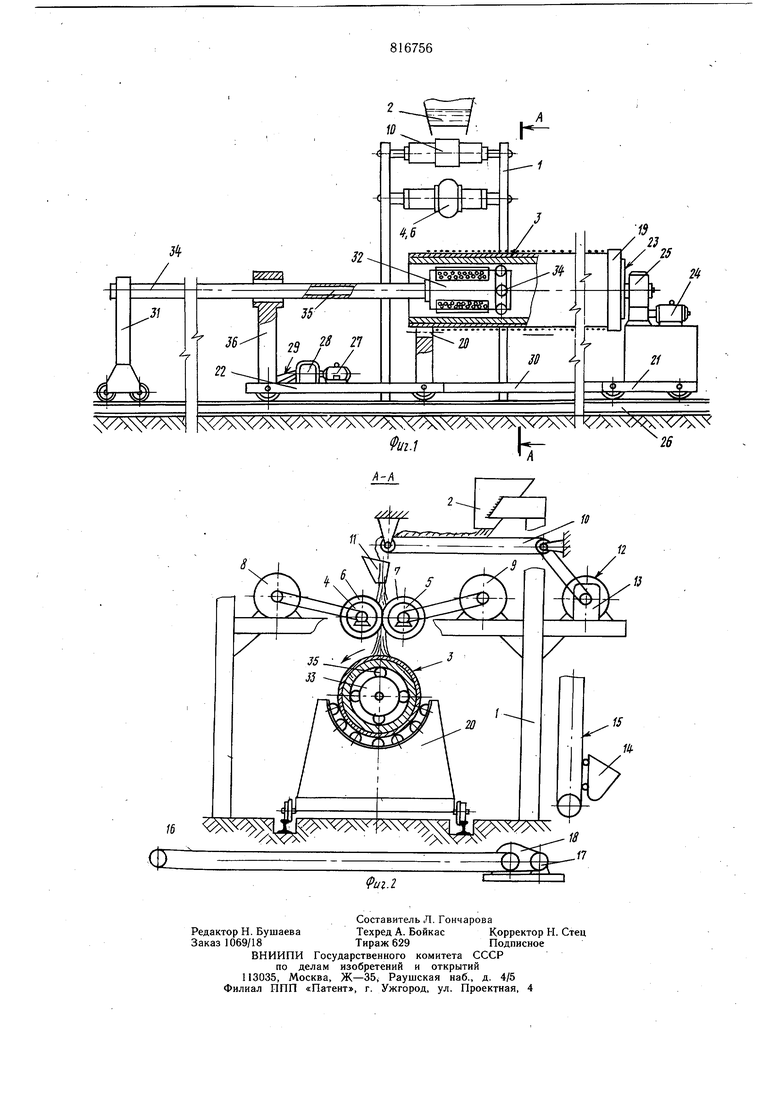
На фиг. 1 изображена установка для нанесения защитного слоя на тела вращения, общий вид; на фиг. 2-разрез А-А на фиг. 1. Установка состоит из рамы 1, на которой 5 смонтирован бункер 2 и метательное приспособление для нанесения защитного слоя на вращающийся сердечник 3. Метательное приспособление имеет два барабана 4 и 5 с пневмокамерами 6 и 7, которые приводятся во встречное вращение от двигателей 8 и 9, установленных на раме 1. Бункер 2 снабжен питателем 10, имеющим разгрузочное окно 11 и приводимым в движение электродвигателем 12 через редуктор 13.
Наносимый на сердечник материал, например бетонная о1иесь, подается в бункер 2 с
помощью емкости 14 и элеватора 15. Для сбора отскакиваемого материала предусмотрен поперечный ленточный транспортер 16 с приводом от двигателя 17 через редуктор 18. Сердечник 3 установлен во вращающихся упорах 19 и 20 возвратно-поступательно перемещающихся тележек 21 и 22. Упор 19 соединен с механизмом зажима 23. Вращение сердечник 3 получает от двигателя 24 через редуктор 25. Тележки 21 и 22 перемещаются по рельсовому пути 26 с помощью привода, состоящего из двигателя 27, редуктора 28 и цепной передачи 29. Тележки соединены между собой тягой 30.
Установка снабжена горизонтально подвижной стойкой 31 и индукцонным нагревателем 32, связанным трубчатой щтангой 33 с последней. Индукционный нагреватель 32 опирается на внутреннюю поверхность изделия с помощью опоры 34 качения. Трубчатая щтанга 33 несет внутри кабель 35 электропитания индукционного нагревателя и опирается на опору 36.
Установка работает следующим образом.
Сердечник 3 в виде стального цилиндра с внутренним облицовочным слоем и спиральной арматурой устанавливается на упоры 19 и 20. Стойка 31, связанная с трубчатой щтангой 33 и индукционным нагревателем 32, подвигается к сердечнику 3 так, чтобы индукционный нагреватель 32 вощел внутрь сердечника в начальной его зоне, и в этом положении стойка 31 фиксируется. Включается привод 24,, 25 вращения сердечника. Одновременно из бункера 2 питателем 10 через разгрузочное окно И подается наносимый материал (бетонная смесь) на метатели 4 и 5, которые напыляют его на сердечник. Включается привод 27, 28, 29 продольного перемещения тележек 21 и 22 и подается напряжение на индукционный нагреватель 32. Участки изделия, покрытые свежим защитным слоем, нагреваются за счет индукционного нагрева стального цилиндра в переменном магнитном поле индукционного нагревателя 32, что ускоряет процесс твердения защитного слоя и сокращает технологический цикл. При перемещеНИИ изделия индукционный нагреватель 32, опираясь на опору 34 качения и трубчатую щтангу 33, скользящую по опоре 36, постепенно разогревает все изделие и за несколько проходов реализует требуемый режим тепловой обработки. По окончании нанесения и тепловой обработки защитного слоя стойка 31 отодвигается, индукционный нагреватель 32выводится из сердечника и изделие снимается с установки. Размещение индукционного нагревателя внутри сердечника исключает его загрязнение, повреждение и повыщает надежность, безопасность и долговечность его работы. Индукционный нагреватель может быть любой конструкции - соленоидный, цилиндрический,
плоский или петлевой.
Предлагаемая установка, интенсифицируя процесс изготовления изделий и исключая из технологии пропарочные камеры, обеспечивает возможность создания поточно-конвейерной технологии производства
с высоким уровнем механизации и автоматизации. Реализуемый установкой принцип контактного нагрева защитного слоя от разогреваемого индукционным методом стального цилиндра как внутреннего источника
тепла отличается экономичным энергопотреблением.
Формула изобретения
горизонтально подвижной стойкой и индукционным нагревателем, связанным посредством трубчатой щтанги с последней.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 531743, кл. В 28 В 21/44, 1975.
