к i;)()it.iit(). :i MMtMiiio (()- n:u отак.чивиемых R i(i,U)M luinpdi и,1|1()11|ччч ()Н;1иия.
lU .ib n и)Г))О И. 11ияii(iiu MiR iine ii|)()iHводи 1 v. ibiKiCTH путем iiii f;innn Tt Xfio/io ; ических ирощчччл.
На фи1. I пока ,а.ч(1 i it )n|) донапие поста коми.И К I aiuin (|)()|) I иипрог loiiKii подняты), oniiutit ид: на i). 2 го же, Biidpoc i ойки опущены; на )иг. 3ycTfioiu TBo c ia:tKH
еердечиикои, вид сооку; на вид в н.тане; на (}iiii . 5 fioioHfioii смесн pa ipo:i Л Л
(риг. 4 то жс , схема гидронрее- н едива воды; на на фиг. 2, гндро етроГ|ства р,иГ))оунд()1Д1енмя, на paipet ) Г) на ()пп. 2; на фиг. 8
ра (ре 1 5 В на фи1 е гво ддя одева |ия 1Ч рдчнн1, oOHuni внд; eiU p ; на фиг. I 1 ння; вид енерху; на ддя ye iaiioBKH крес (jnii. 1 . ра (pe.t I 1 pa fpc i Л , l на (}iHi
/; на . 9 уетрои- )с iiiHOEibi.x чехлов на на (j)Hr. И) то же. вид технологическая ли- (})иг. 12 устройство говин, вид сверху; на на фиг. 1 2; на фиг. 14 - 12.
Техноло нческая линия и;(отов.тения же- де iooeioHiii.ix напорных виГ))о| рессованных труб сисгоит и. приямка 1 с ци.тиндрически- 1И 4 чкеаторами 2 се)дечников 3 фор.м 4 нано)ных ) е (ригур П,1ми унорами ( для клшилм 7 с виоратчцюми 8. 1одвен ен- ными на BHopocToiiKax .1, ко И)рые еоеди |ены с Р иоронринодо И). Иос.к дни) смонтирован на |о 1гал1зН011 раме 11. перемещающейся по pe. iijcoiioM нути 12 и несущей Г|унке и внороконхч 14. смон ги|М)ваичый на ii;io- Н1адке l. i, (Н1нрак)И.ей. и на нружины Iti. .V exatui (иро и1нная индукционная установка в виде индуктора 17 и .та 18 уета- HOB. ieiia на ре.тьсовьв 19. Вдоль .тинии перемещается кран 20. Л;1 о|-раждение 21 вынес(чп,1 спорки 22 приборов гидроирессо- вания. ,т 23 установки механи:и1ро- ваннон смачки ра:(ме1иеи на neHTpa. ii.Hoii оси цеха.
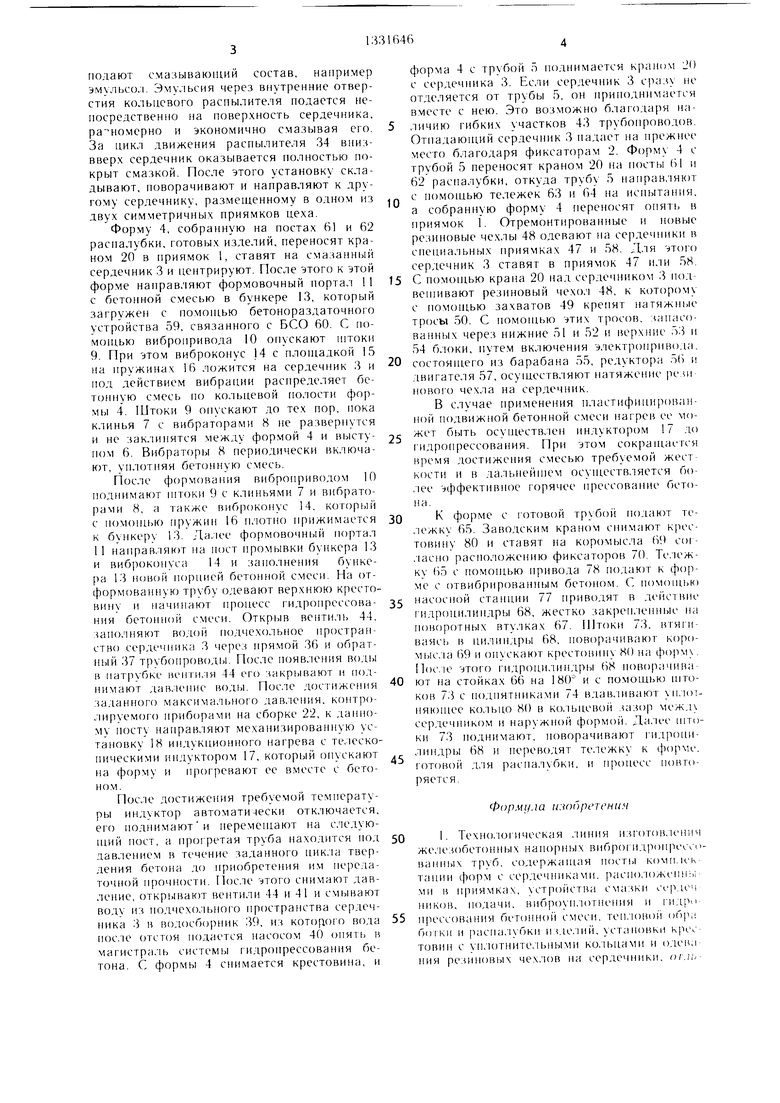
На норт але 23 установки механи:и1рован- ной смачки сердечнико установлена новоротная н.татформа 24. несун1ан ;(аиасник 25 д.тя ньтанга 26, подача и складывание которого осуществляются приводными ро.тиками 27, а гакже :1.тект)опри1)Д, состоящий из двигагс.1Я 28, редуктора 29 и барабана .V) с двумя тросами 31. кото|)ые с юмощью консольно) телескопической оноры 2 и напраитяюишх б.юков 33 соединены с кольцевым пер())о)и|1()ванным 1рубчатым распы- ,1игеле 1 .и. .1яюии1е ро.тики елу- жат onopoii .1.1Я 1нлан1а. подаюнато смалоч- ный cociaB к расньми re.iK).
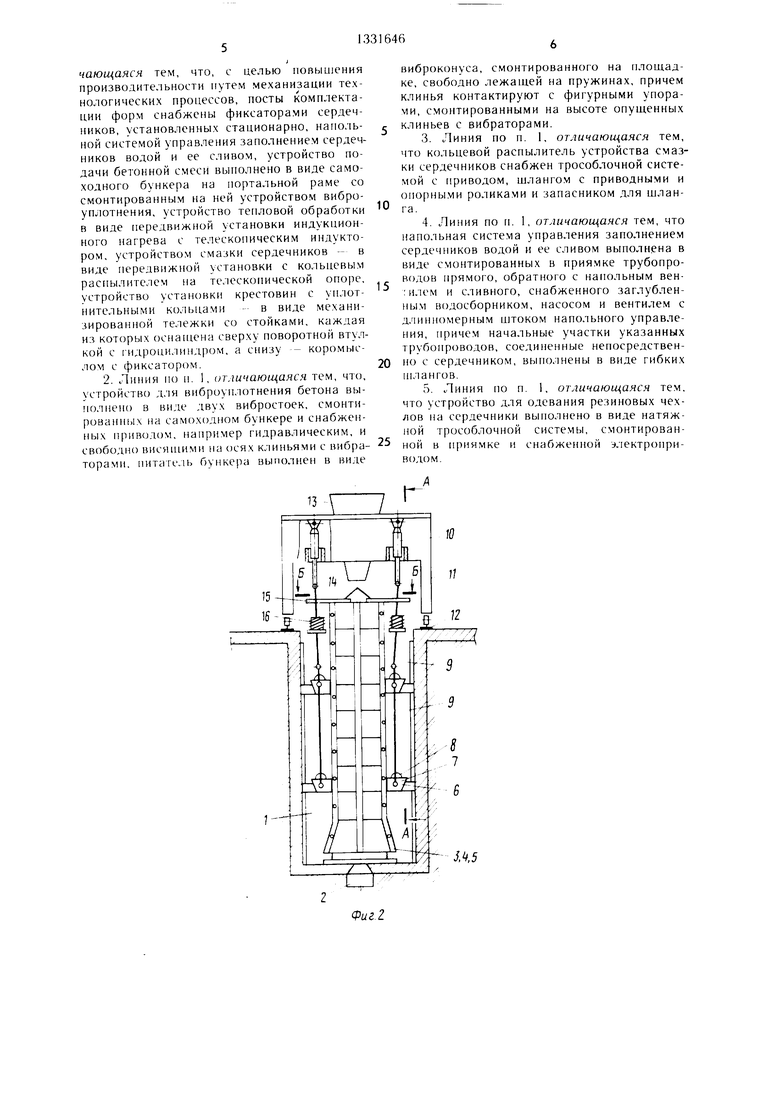
Нанодьная сисгема унрав,1ения гидро- нр ссованием. нодачей и сливом йоды снабжена прямым 3(i труб()). обратным : ,7 и с. 38 трх бонроводами. 1ос.1едни11 нодаег воду в чаглуб.тенный водосборник 39 с насосом 40. На с.тивпых
10
5
0
5
0
5
0
5
0
5
I нбонроводах усгановлены вентили 41 с д- .iHHeHHiiiM штоком 42 на11(),тьног) унрав.те- |ия. ИачалЬ) учасгки грубонроводов вы- нолнен1л в виде 1Д1бких иктангов 4i5. Обратные труГ)опров()Д|11 спабже}1ы напольными .1ями 44 д,тя 11|)оверки запо.т11ения во- лой iio. i4ex(),iijHoi o п|1ос1 ранства сердечников перед гидропреесованием бет(Л1Ной смеуД. Д.тя с.тива и сбора воды, отжима- eMoii ич б( топа при его гидроиреесовании, нредначначеиы чех.ты-капа.ты 45 с ук.юном и сго)ону емкости 4().
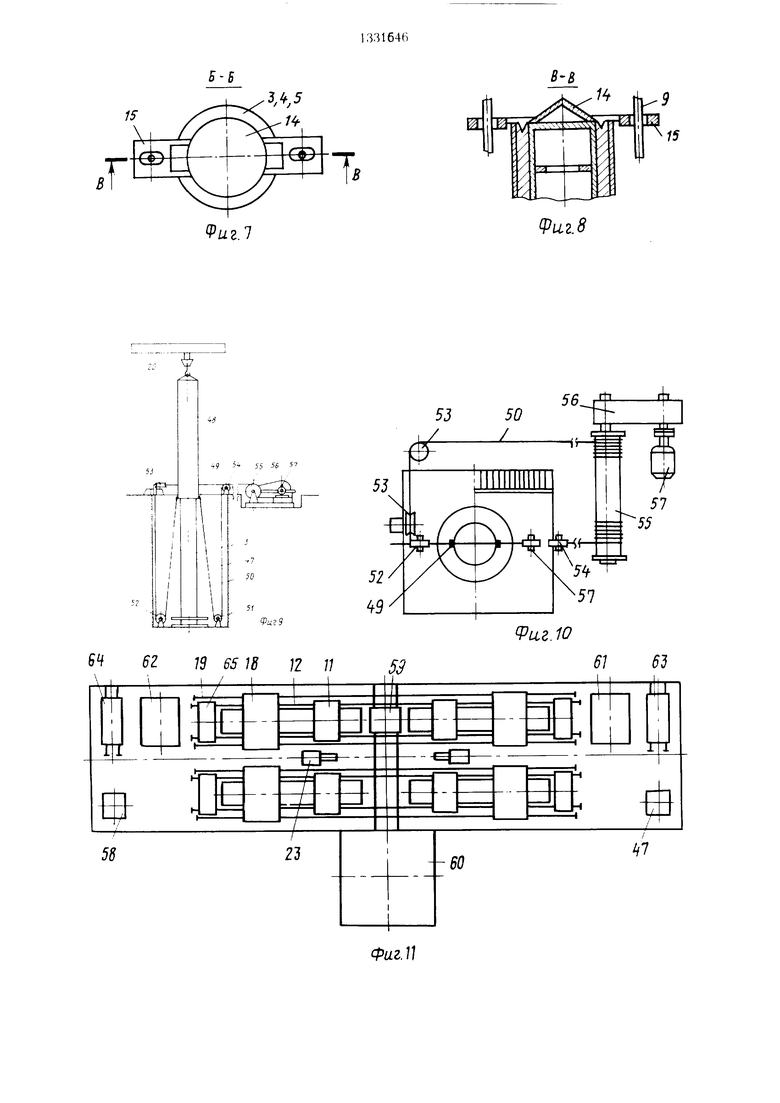
В н|1иямке 47 д.тя одевания ре:и1новых чех, 1()в 48 смонтирована трособлочная натяжная с истема, состоящая и.ч захватов 49, ijiocoB 5(), нижних б.токов 51 и 52, верхних .ITOKOB 5.3 и 54, барабана 55, редуктора 56 и .тектродвигате.тя 57. .Лналогичное оборудование смонтировано в приямке 58.
бетонной смееи осуществляется с номошью бетонораздаточного устрой- етва 59, связанного с бетоносмесительным отде.тением (БСО| 60. Распалубка готовых изделий осуществляется на постах 61 и 62. ;1,1Я перевозки труб в цех гидроиспытаний нредназпачепы тележки 63 и 64.
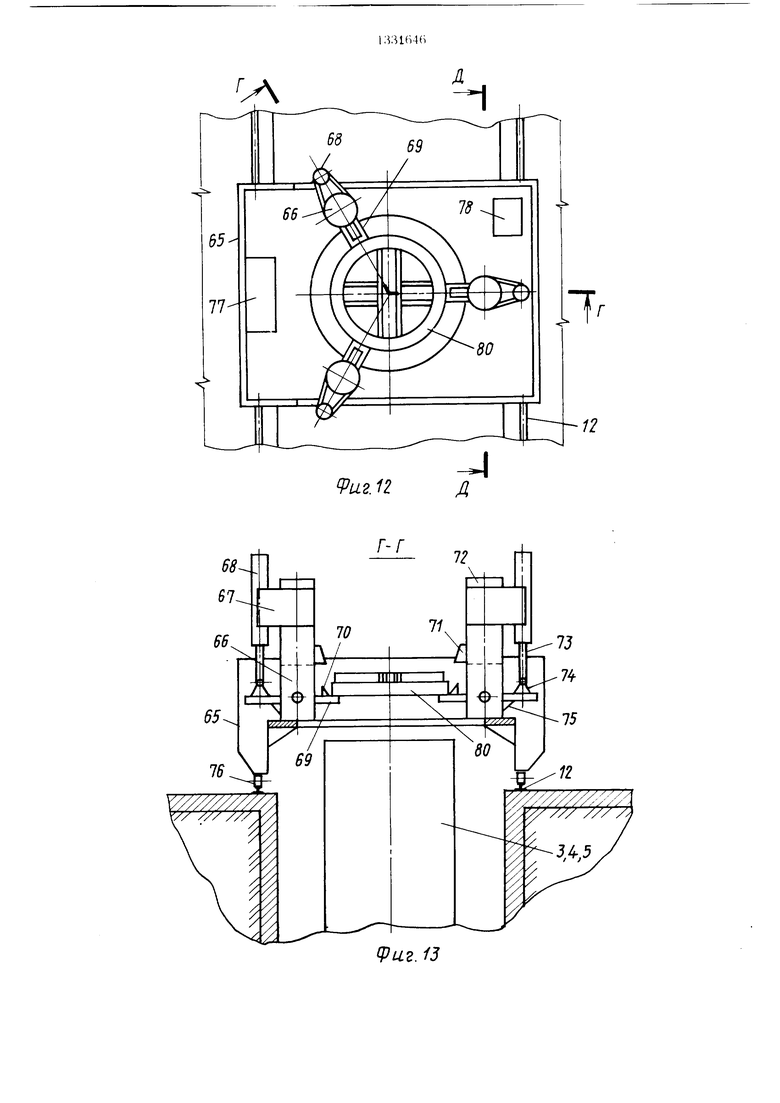
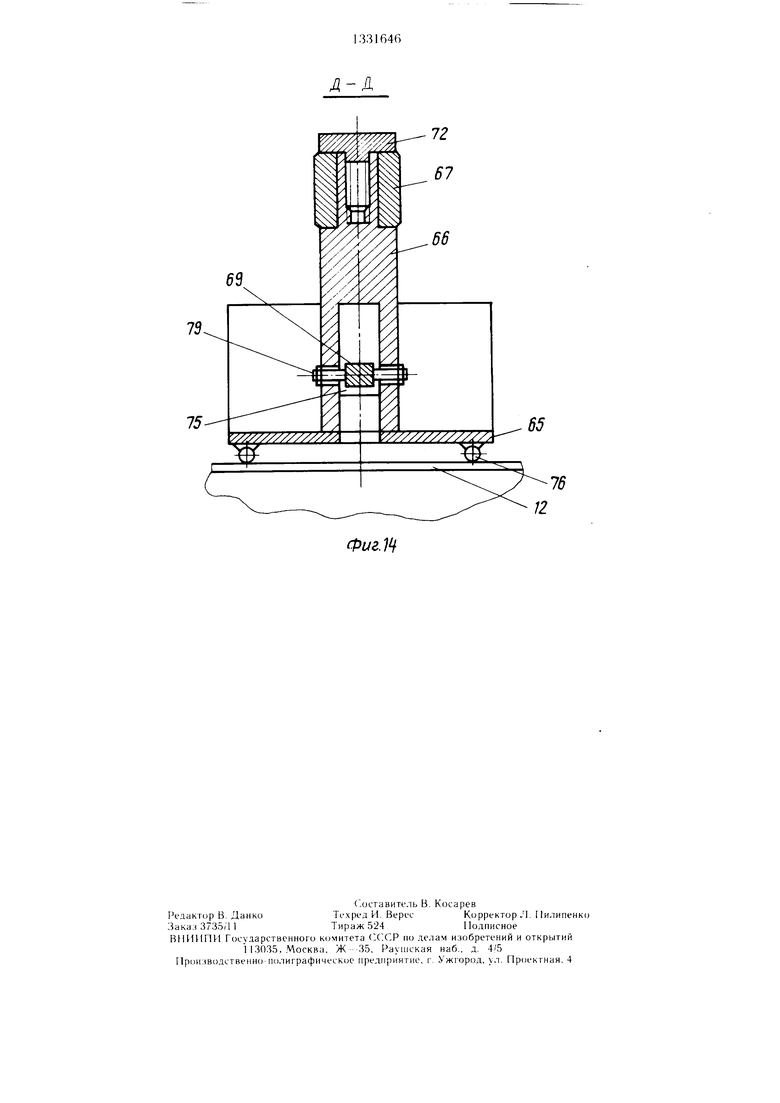
На тележке 65 смонтированы стойки 66, песун1ие поворотные втулки 67 с гидроци- линд)ами 68, коромысла 69 с фиксаторами 70, центрирующие кронштейны 71 и болты 72.
Штоки 73 снабжены подпятниками 74, которыми коромысло прижимается в го- риз()1ггальном положе1П1и к опоре 75. Те- .тежка опирается на ролики 76 и снабжена нассх ной станцией 77 и приводом 78.
Поворот коромысла осуществляется отно- сите.тьно оси 79 при онускании крестовины с уп.тотняющим кольцом 80.
Технологическая линия работает сле- дуклцим обра;«)м.
В линии процессы смазки сердечников, доукомнлектовапия форм, виброформования, гидронрессования. тепловой обработки, твердения бетона и частичной распалубки осуществляются в приямках I постов комп- .текгации форм специа.тизированных по диаме1рам изготавливаемых труб.
В нриямках 1 на цилиндрически.х фиксаторах 2 стационарно установлены сердечники 15. Каждый цикл их использования начинается со смазки резинс вых чехлов сердечников 3. Для утого к месту сма- ; ываемого сердечника перемещают портал 23 установки механизированной смазки. Поворачивают поворотную платформу 24, выдвигают телескопическую консольную опору 32 так, чтобы распылитель 34 оказался пад сердечником. С помощью электропривода, состоящего из двигателя 28, редуктора 29 и барабана 30 с тросами 31, связа)1ными через блоки 33 с распылителем 34, последний опускают вдоль сердеч- пика 3. С помощью шланга 26, подаваемого из запасника 25 приводными роликами 27 вс.тед за раснылителем 34, в последний
подают смазывающий состав, например эмуль со,,. Эмульсия через внутренние отверстия кольцевого распылителя поддается непосредственно }ia поверхность сердечника, равномерно и экономично смазывая его. За цикл движения распылителя 34 вверх сердечник оказывается полностью покрыт смазкой. После этого установку складывают, поворачивают и направляют к другому сердечнику, размещенному в одном из двух симметричных приямков цеха.
Форму 4, собранную на постах 61 и 62 распалубки, готовых изделий, переносят краном 20 в приямок 1, ставят на смазанный сердечник 3 и центрируют. После этого к этой форме направляют формовочный портал 11 с бетонной смесью в бункере 13, который загружен с помон1ью бетонораздаточного устройства 59, связанного с БСО 60. С помощью вибропривода 10 опускают штоки 9. При этом виброконус 14 с площадкой 15 на пружинах 16 ложится на сердечник 3 и под действием вибрации распределяет бетонную смесь по кольцевой полости фор- М1)1 4. Штоки 9 опускают до тех пор, пока клинья 7 с вибраторами 8 не развернутся и не заклинятся между формой 4 и выступом 6. Вибраторы 8 периодически включают, уплотняя бетонную смесь.
После формования виброприводс м 10 поднимают П1ТОКИ 9 с клиньями 7 и вибраторами 8, а также виброконус 14, который с номощью пружин 16 п. ютно прижимается к бункеру 13. Да.мее формовочный портал И направляют на пост промывки бункера 13 и виброконуеа 14 и заполнения бункера 13 новой порцией бетонной смеси. На отформованную трубу одевают верхнюю крестовину и начинают процесс гидропрессования бетонной смеси. Открыв вентиль 44, заполняют водой подчехольное пространство сердечника 3 через прямой 36 и обратный 37 трубопровод.. После появления ВОД)
в 1атрубке 1им1тиля 44 его закрь вают ч (юд- 1имают давле 1 1е вод.. После заданного максимал)Ного давле 1Я, ()- .пируемого приборам на сборке 22, к му посту на равляют меха 1изирова1 1ую установку 18 И дук 1ионного нагрева с те.: еско- г ическими 1 {дуктором 17, который 0 1ускают ia форму и 1рогревают ее вместе с бетоном.
После требуемой температуры 1ндуктор автоматически отключается, его 1однимают и переметают на следующий , а рогретая труба 1аходитсн под давлением в течение заданного цикла твердения до 1 риобрете ия 1М 1 ереда- )й проч 1ости. Послс этого снимают дав- , открь вак)т 44 и 41 и воду 13 подчехольно -о 1р()странства сердеч- (ика 3 в водосбор ик 39, из которого пода 1осле (.)тстоя нодается насосом 40 опят. и магистраль системы гидро 1ресеования бетона. С формы 4 сн 1мается крестовина, и
5
форма 4 с трубой о 1однимается краном 20 с сердеч 1ика 3. Если сердечник 3 сразу ie отделяется от трубь 5, он ри1 одн мается вместе с нею. Это возможно благодаря ia- 5 личию г 1бких участков 43 трубо 1ровод()в. От адающий сердеч 1 1К 3 1адает на место благодаря фиксаторам 2. Форму 4 с трубой 5 переносят краном 20 ia осты fil и 62 распалубк 1, откуда трубу 5 ,)т с тележек 63 ) 64 на , а собран 1ую форму 4 1 ереносят ) в р 1ямок 1. Отремонт 1рованные i 1овые резирювые чехлы 48 одевают (а сердечн 1К 1 в сне и1альнь Х риямках 47 и 58. Для сердечник 3 ставят в приямок 47 ли 58. 15 С 20 1ад сердечником 3 и)д- ве 1ивают рез 1новый чехо, 48, к которому с омощью захватов 49 крепят 1атяж)е тросы 50. С помон1ью этих тросов, запасо- ванных через нижние 51 и 52 и 53 i 54 блоки, путем включен 1Я электро 1р вода,
0 состоя цего из барабана 55, редуктора 5() i дв гателя 57, осу иествляют атяже 1 е рели нового чехла на сердеч 1ик.
В случае применения пласт 1ф1 1 1рован- 1ой подвижной бетонной смеси 1агрев ее мо5 жет быть осупич твле) 1ндуктором 17 до 1 дро 1рессоваиия. При этом сокра цаегся время достижения смесью требуемой жесткости и в ,ествляется бо- ,ее эффект 1В ое горячее ipeccoBa i ie бетона.
0К форме с готовой Tpy6oii одают тележку 65. Заводским краном с 1мают крес- 80 1 ставят на коромь С. 1а fi9 , рас 1оложе 1(ю фиксаторов 70. Тележку ()5 с помощью р 1вода 78 )т к (}iop- ме с отвибр 1рованнь м бето)ом. С 1омопи ю
5 насос ой 77 Г риводят в )1е гидроц 1ли 1дрь 68, жестко закрен, ia
новоротных ВТу,1КаХ 67. 73, ВТЯ ваясь в ) 68, поворачивают коро- .а 69 и О 1ускают крестов у 80 на формх. Пос.1е этого идроцил 1пдрь fi8 оворачива 0 ют на стойках 66 на 180° и с помощью ков 73 с 74 вдавливают y Lioi- 1ян)щее кольцо 80 в K().b ieBoii .азор межд сердеч ик()м i наруж ой формой. Ла, i iToК 1 73 К), ПОВОраЧ ШаЮТ .1 68 и 1ереводят тележку к форме. roTOBoii д, распалубки, и ()- ряется.
Формула изопрегения
0I. Техноло ическая . )тов,1ен11Ч
железобето {НЬ х В(бро1 труб, содержащая пость .(. 1
та (flOpM С ССрДеЧ Щ Ка М . ().
ми 1) р ямках, cTpoiicT ia смазк cop.icM
КОВ, ОДаЧ, В . ОТНе Я И ГИ.Чрч
5 |1есс() 6eToni oii смес. те1 лово1 обр: . б)1ки , 1убк ,, уста 1овк1
ТОВ с у,, КО.1ЬЦаМ И ОДе(а
чехлов ia сердеч ки, о г.и,
чающаяся тем, что, с целью повышения производительности путем механизации технологических процессов, посты комплектации форм снабжены фиксаторами сердечников, установленных стационарно, напольной системой управления заполнением сердечников водой и ее сливом, устройство подачи бетонной смеси выполнено в виде самоходного бункера на портальной раме со смонтированным на ней устройством виброуплотнения, устройство тепловой обработки в виде передвижной установки индукционного нагрева с телескопическим индуктором, устройством смазки сердечников -- в виде передвижной установки с кольцевым распылителем па телескопической опоре, устройство установки крестовин с уплот- нительными кольцами - в виде механизированной тележки со стойками, каждая из которых ociianiena сверху поворотной втулкой с |-идроцилипдром, а снизу - коромыслом с фиксатором.
2. Линия но п. 1, отличающаяся тем, что, устройство для виброуплотнения бетона выполнено в виде двух вибростоек, смонтированных на самоходном бункере и снабженных нривсхтом, например гидравлическим, и свободно висящими па осях клиньями с вибра- торами, питатель бункера выполнен в виде
0
5
виброконуса, смонтированного на площадке, свободно лежащей на пружинах, причем клинья контактируют с фигурными упорами, смонтированными на высоте опущенных клиньев с вибраторами.
3.Линия по п. 1, отличающаяся тем, что кольцевой распылитель устройства смазки сердечников снабжен трособлочной системой с приводом, щланго.м с приводными и опорными роликами и запасником для шланга.
4.Линия по п. 1, отличающаяся тем, что напольная система управления заполнением сердечников водой и ее сливом выполнена в виде смонтированных в приямке трубопроводов прямого, обратного с напольным вен- ;илем и сливного, снабженного заглубленным водосборником, насосом и вентилем с длинномерным штоком напольного управления, причем начальные участки указанных трубопроводов, соединенные непосредственно с сердечником, вьпюлнены в виде гибких 1плангов.
5.Линия по п. 1, отличающаяся тем, что устройство для одевания резиновых чехлов на сердечники выполнено в виде натяжной трособлочной системы, смонтированной в приямке и снабженной электроприводом.
10
28
2 5J
J
Фиг. З
Zif 23
30 31 3Z 33
J
фиг.Ц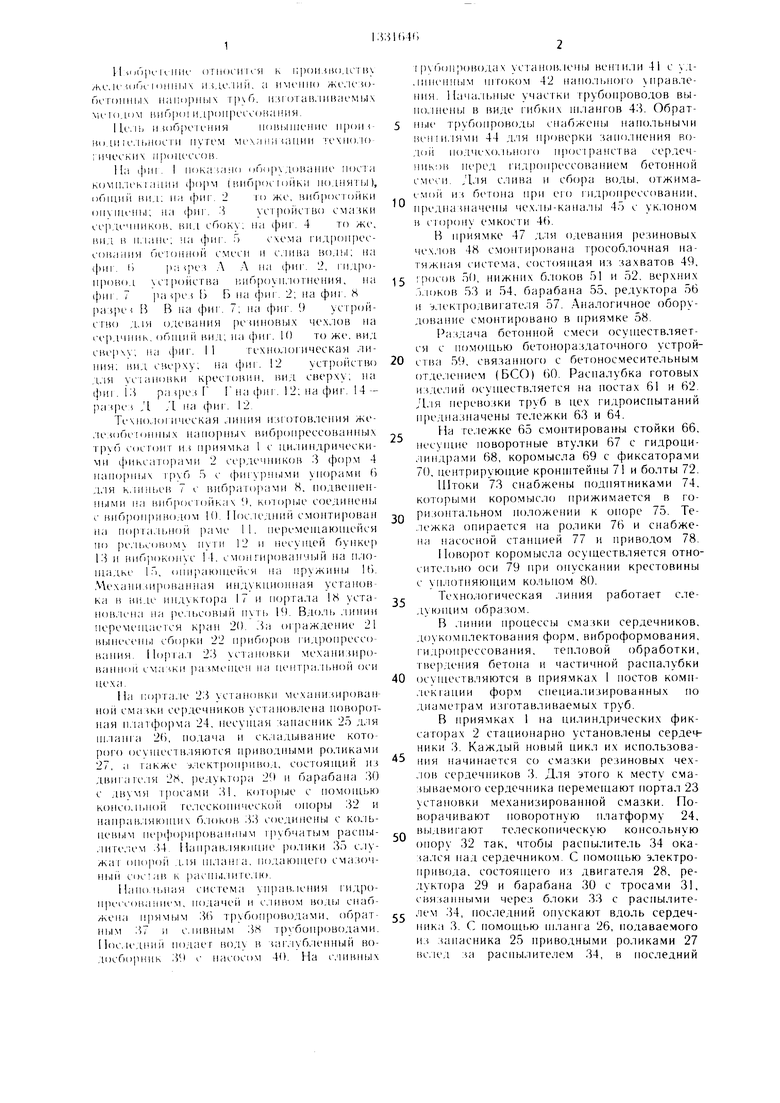
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Поточно-конвейерная линия для производства строительных изделий | 1991 |
|
SU1763201A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1985 |
|
SU1346435A1 |
| Установка для изготовленияОб'ЕМНыХ элЕМЕНТОВ | 1972 |
|
SU841978A2 |
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| Конвейерная линия формования объемных элементов | 1980 |
|
SU937150A1 |
| Устройство для тепловой обработки виброгидропрессованных трубчатых изделий из бетонных смесей в форме | 1982 |
|
SU1039723A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
Изобретение относится к производству железобетонных изделий, а именно железобетонных напорных труб, изготавливаемы.х методом виброгидропрессования, и позволяет повысить пронзводите.пьпость технологических линий путем механизации технологических процессов благодаря тому, что посты комплектации форм снабжены фиксаторами 2 сердечников 3. установленных стационарно, напольной системой управления заполнением сердечников 3 водой, устройство подачн бет()1{но11 смеси 1)Ы11(), 1нено в виде самоходного бунке| )а 13 па портал раме 11 с смонтированн1 1м на ней устройством виброуплотнення. устройство тепловой обработки - в виде передвижной установки индукционного нагрева с телескопическим индуктором 17, устройство смазки сердечников - в виде нередвижной установки с кольцевым расшзгчителем на те,1еск()- пической опоре, устройство стаповки крестовин с уплотнительными кольцами в виде механизированно тележки со стойками. 4 з.п. ф-лы, 14 и, 1. € (Л 00 со О5 4; О5
Фаг. 5
Ы
is
.
Б-Б
в-в
ЗЛ.5
1
.1-.
Фиг. 7
rti
/4
/.
УТГЩ
/
15
иг.8
5-1
55 56 5
-Ж
53
56,
9иг. 10
62 IS 65 IS 12 11
58
61 5J
А7
Фиг.П
Г
п
LLZ. /J
-Д
Шг
12
67
12
Фиг.Щ
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Попов А | |||
| Н., Мамонтов И | |||
| И., Ционский А | |||
| Л., Белоусов О | |||
| В | |||
| Производство железобетонных напорных труб вибро- гидронрессованием | |||
| Л.: Стройиздат, 1967, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| И. | |||
