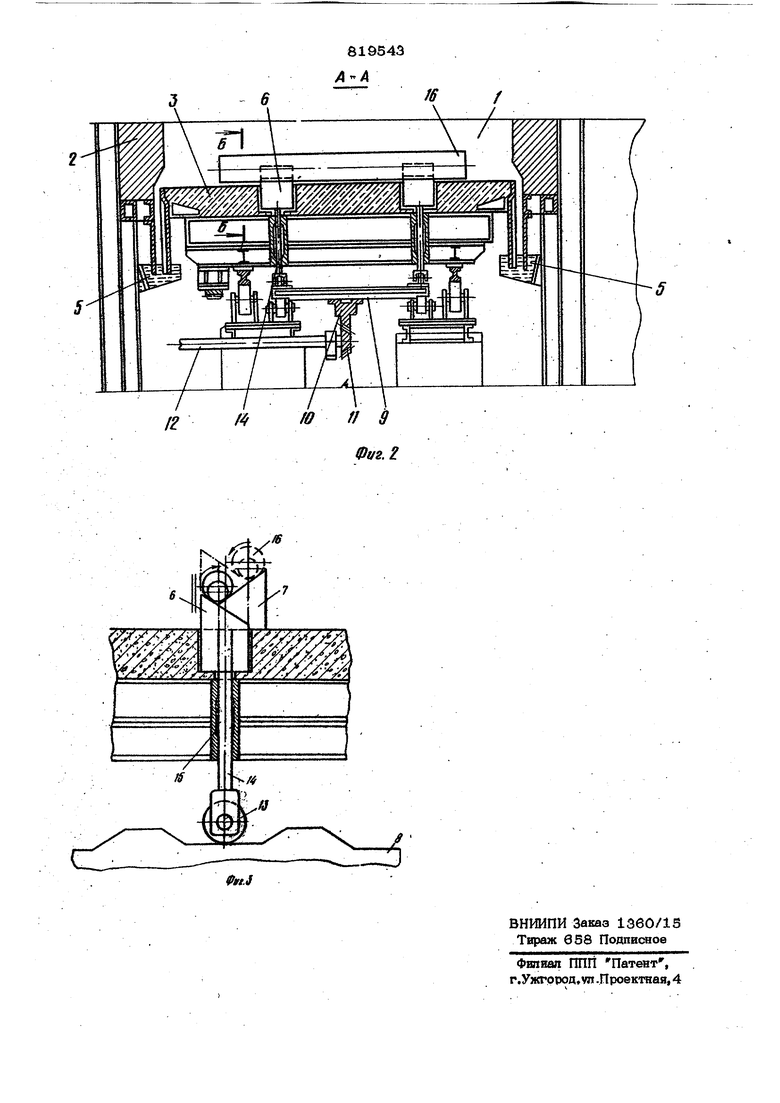
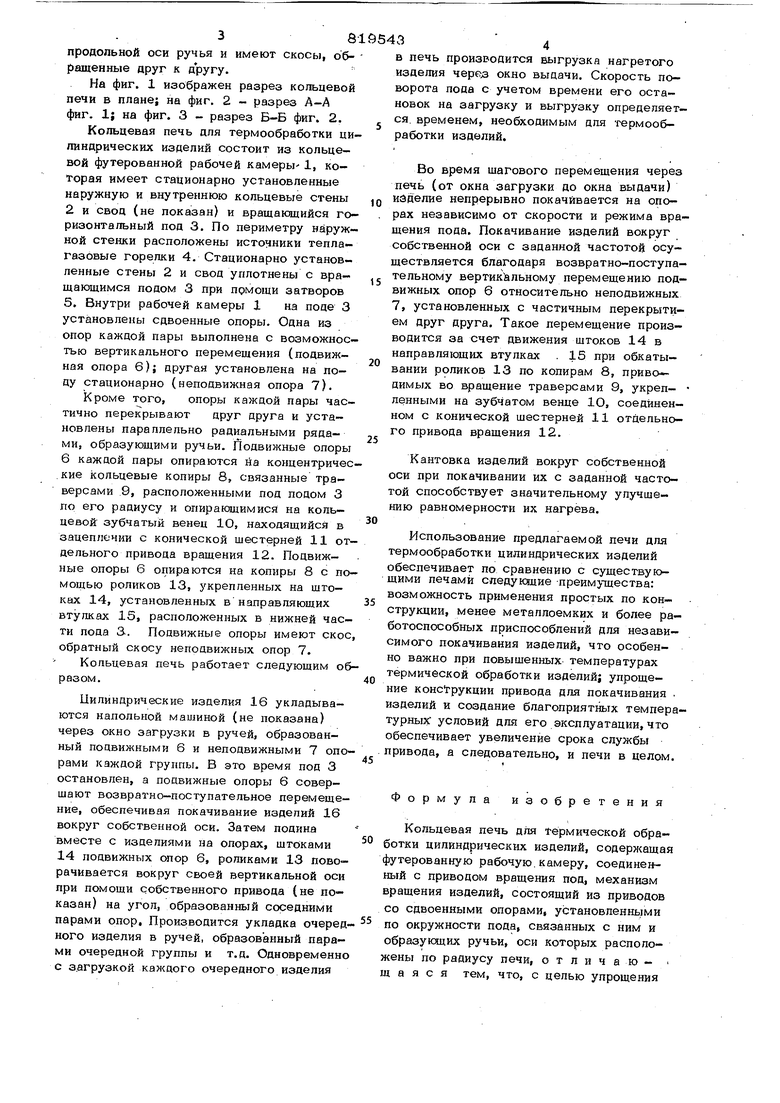
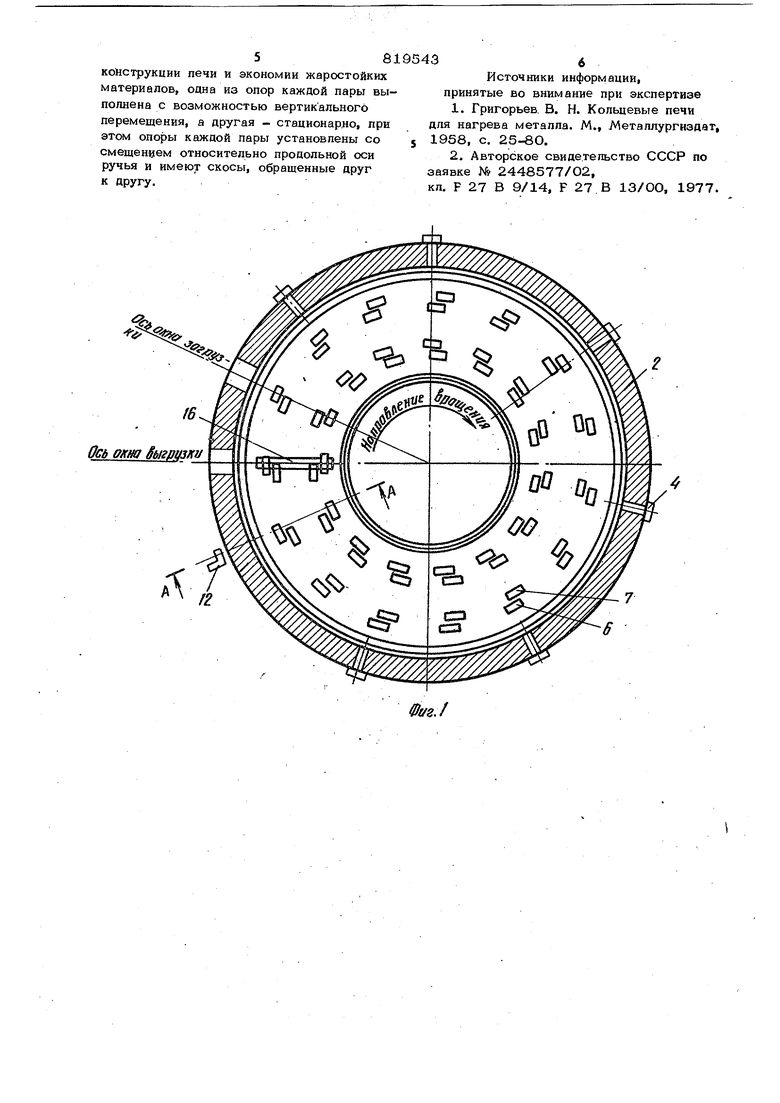
. Изобретение относится к термической обработке и может быть использовано при нагреве и охлаждении коротких цилиндрических изделий, например баллонов, муфт и других трубных изделий. Известны конструкции кольцевых печей выпопненныё в виде футерованной кольцевой рабочей камеры, включающей источники тепла, стационарно установленные свод с кольцевыми стенками (внутренней и на ружной) и вращающуюся горизонтальную подину. Стационарные и подвижные элементы конструкции уплотнены с помощью водяных или песочных затворов 111. Наиболее близкой по технической суш кости к предлагаемой является колыхевая печь, включающая футерованную кольцевую рабочую камеру с горизонтальным вращающимся подом, механизм вращения изделий, содержащий привод и сдвоенные опоры, установленные по окружности, связанные с подом и образующие ручьи, оси которых расположены по радиусу печи t2j Сущесгаенными недостатками указанной ечи являются сложное конструктивное выполнение сдвоенйых опор и их привода, а также большие затраты дорогостоящего жаростойкого материала для изготовления опор. Целью изобретения является упрсмщение конструкции печи и экономия жаростойких материалов. Указанная цель достигается тем, что в кольцевой печи дпя термической обработки цилиндрических деталей, содержащей футерованную рабочую камеру, под, соединенный с приводом вращения, механизм вращения изделий, состоящий из приводов со совоенными опорами, установленными во окружности, кода, связанными с ним и образующими ручьи, оев которых расположены по радиусу печи, одна из iiiop каждой пары вь1полнева с возможностью вертикального перемещения, а другая стш1ионарво, при этом опоры каждой пары , установлены со смешением относительно продольной оси ручья и имеют скосы, обращенные друг к другу. На фиг. 1 изображен разрез кольцевой печи в плане; на фиг, 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 2. Кольцевая печь для термообработки ци линдрических изделий состоит из кольцевой футерованной рабочей камерЫ 1, которая имеет стационарно установленные наружную и внутреннюю кольцевые стены 2 и свод (не показан) и вращающийся горизонтальный под 3. По периметру наружной стенки расположены источники теплагазовые горелки 4. Стационарно установленные стены 2 и свод уплотнены с вращающимся подом 3 при прмощи затворов 5. Внутри рабочей камеры 1 на поде 3 установлены сдвоенные опоры. Одна из опор каждой пары выполнена с возможнос тью вертикального перемещения (подвижная опора 6); другая установлена на поду стационарно (неподвижная опора 7), Кроме того, опоры каждой пары частично перекрывают друг друга и установлены параллельно радиальными рядами, образующими ручьи. Подвижные опоры 6 каждой пары опираются на концентричес кие кольцевые копиры 8, связанные траверсами 9, расположенными под подом 3 по его радиусу и опирающимися на кольцевой зубчатый венец 1О, находящийся в зацеплении с конической шестерней 11 от дельного привода вращения 12. Подвижные опоры 6 опираются на копиры 8 с по мощью роликов 13, укрепленных на штоках 14, установленных в направляющих втулках 15, расположенных в нижней час ти пода 3. Подвижные опоры имеют ско обратный скосу неподвижных опор 7. Кольцевая печь работает следующим о разом. Цилиндрические изделия 16 укладываются напольной машиной (не показана) через окно загрузки в ручей, образованный подвижными 6 и неподвижными 7 опо рами каждой группы. В это время под 3 остановлен, а подвижнь1е опоры 6 совершают возвратно-поступательное перемеще ние, обеспечивая покачивание изделий 16 вокруг собственной оси. Затем подина вместе с изделиями на опорах, щтоками 14 подвижных опор 6, роликами 13 поворачивается вокруг своей вертикальной оси при помощи собственного привода (не показан) на угол, образованный соседними парами опор. Производится укладка очере
ного изделия в ручей, образованный парами очередной группы и т.д. Одновременно с а.агрузкой каждого очередного изделия
образующих ручьи, оси которых расположены по радиусу печи, отличающаяся тем, что, с целью упрощения В печь производится выгрузка нагретого изделия черед окно выдачи. Скорость поворота пода с учетом времени его остановок на загрузку и выгрузку определяется, временем, необходимым для термообработки изделий. Во время шагового перемещения через печь (от окна загрузки до окна выдачи) изделие непрерывно покачивается на опорах независимо от скорости и режима вращения пода. Покачивание изделий вокруг собственной оси с заданной частотой осуществляется благодаря возвратно-поступательному вертикальному перемещению подвижных опор 6 относительно неподвижных 7, установленных с частичным перекрытием друг друга. Такое перемещение производится за счет движения штоков 14 в направляющих втулках . 15 при обкатывании роликов 13 по копирам 8, приводимых во вращение траверсами 9, укреп- ленными на зубчатом венце 10, соединенном с конической шестерней 11 отдельного привода вращения 12. Кантовка изделий вокруг собственной оси при покачивании их с заданной частотой способствует значительному улучшению равномерности их нагрева. Использование предлагаемой печи для термообработки цилиндрических изделий обеспечивает по сравнению с существующими печами следующие -преимущества: возможность применения простых по конструкции, менее металлоемких и более работоспособных приспособлений для независимого покачивания изделий, что особенно важно при повышенных температурах термической обработки изделий; упрощение конструкции привода для покачивания . изделий и создание благоприятных температурных условий для его эксплуатации, что обеспечивает увеличение срока службы привода, а следовательно, и печи в целом. Формула изобретения Кольцевая печь для термической обра- ботки цилиндрических изделий, содержащая футерованную рабочую, камеру, соединенный с приводом вращения под, механизм вращения изделий, состоящий из приводов со сдвоенными опорами, установленными по окружности пода, связанных с ним и
конструкции печи и экономии жаростойких материалов, одна из опор каждой пары выполнена с возможностью вертикального перемещения, а другая стационарно, при этом опоры каждой пары установлены со смещен1аем относительно продольной оси ручья и имеют скосы, обращенные друг к другу.
Ось OK№j 8ыгризки
Источники информации, принятые во внимание при экспертизе
1.Григорьев. В. Н. Кольцевые печи для нагрева металла. М., Металлургиздат, 1968, с. 2S-8O.
2.Авторское свидетельство СССР по заявке № 2448577/О2,
кл. F 27 В 9/14, F 27 В 13/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцевая печь | 1977 |
|
SU681309A1 |
| Проходная печь с рольганговым подом | 1972 |
|
SU438719A1 |
| Кольцевая печь для термическойОбРАбОТКи КОлЕц | 1978 |
|
SU850702A1 |
| Печь для нагрева коротких цилиндрических изделий | 1979 |
|
SU892169A1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2753926C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2016 |
|
RU2617087C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2729694C1 |
| Проходная печь | 1976 |
|
SU611942A1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2015 |
|
RU2610641C1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |