I
Изобретение относится к термической обработке и может быть использовано для нагрева коротких цилиндрических изделий.
Известна толкательная печь, включающая футерованную рабочую камеру с источниками тепла н окнами для загрузки и выгрузки, в которой под выполнен из глиссажных труб, установленных параллельно между собой и под углом относл1ельно продольной оси печи, т.е. зигзагообразных труб для равномерного нагрева длинномерных изделий 1
Недостаток этой печи состоит в том, что на ней нельзя обрабатывать цилиндрические изделия короткой длины, например кольца, на поворотах глиссажных труб возможен сбой темпа проталкивания заготовок и их вьшаденне, заклинивание.
Наиболее близкой по технической сущности к предлагаемой является толкательная печь, включающая футерованную камеру с источниками тепла и окнами загрузки и выгрузки, в которой наклонный под образован двумя параллельными водоохлаждаемыми
глиссажными трубами, установленными с уклоном к окну выгрузки 2.
При нагреве коротких изделий их можно разместить между глиссажными трубами, ориентируя продольными осями вдоль осей глнссажньк труб. Однако при зтом нагрев изделий будет неравномерен в связи с экранирующим воздействием глиссажных труб. Это обусловлено тем, что в процессе перемещения изделий вдоль печи место соприкос10новения их с поверхностью глиссажных водоохлаждаемых труб будет постоянным.
Целью изобретения напнется повышение равномерности нагрева коротких цилиндрических изделий.
IS
Цель достигается тем, что известная печь для нагрева коротких изделий, преимущественно колец, содержащая футерованную рабочую камеру с окнами загрузки и вьп-рузкн, горелки, наклонный под, образованный
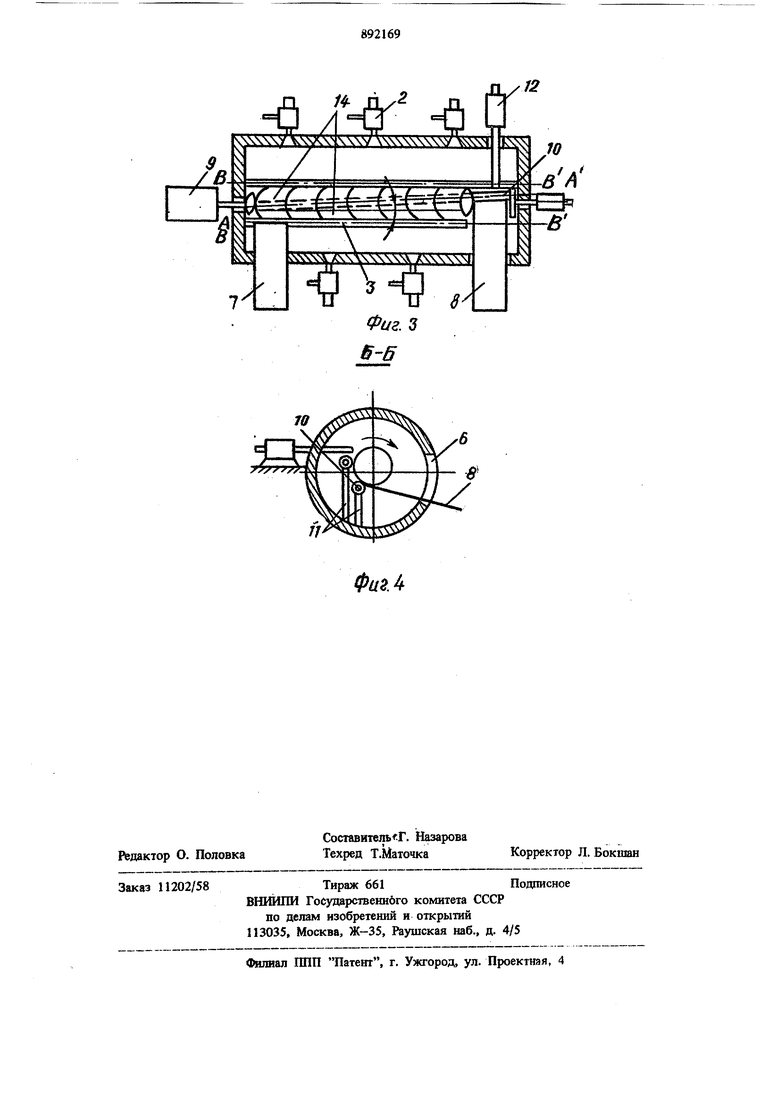
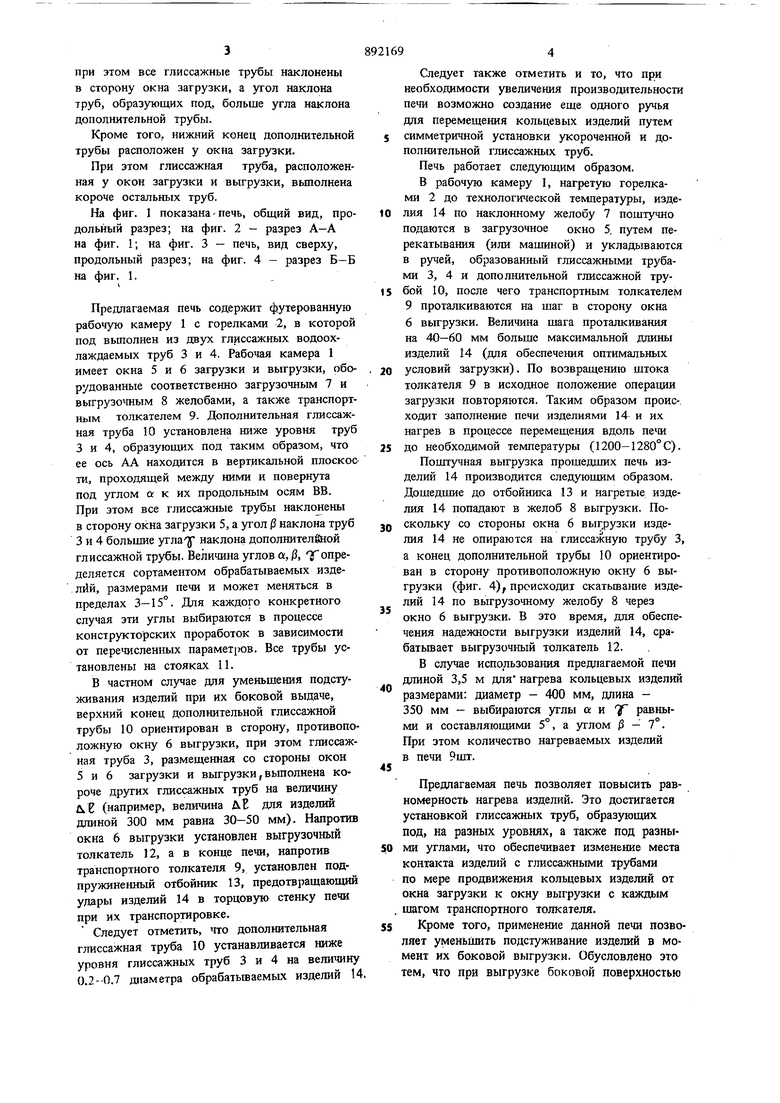
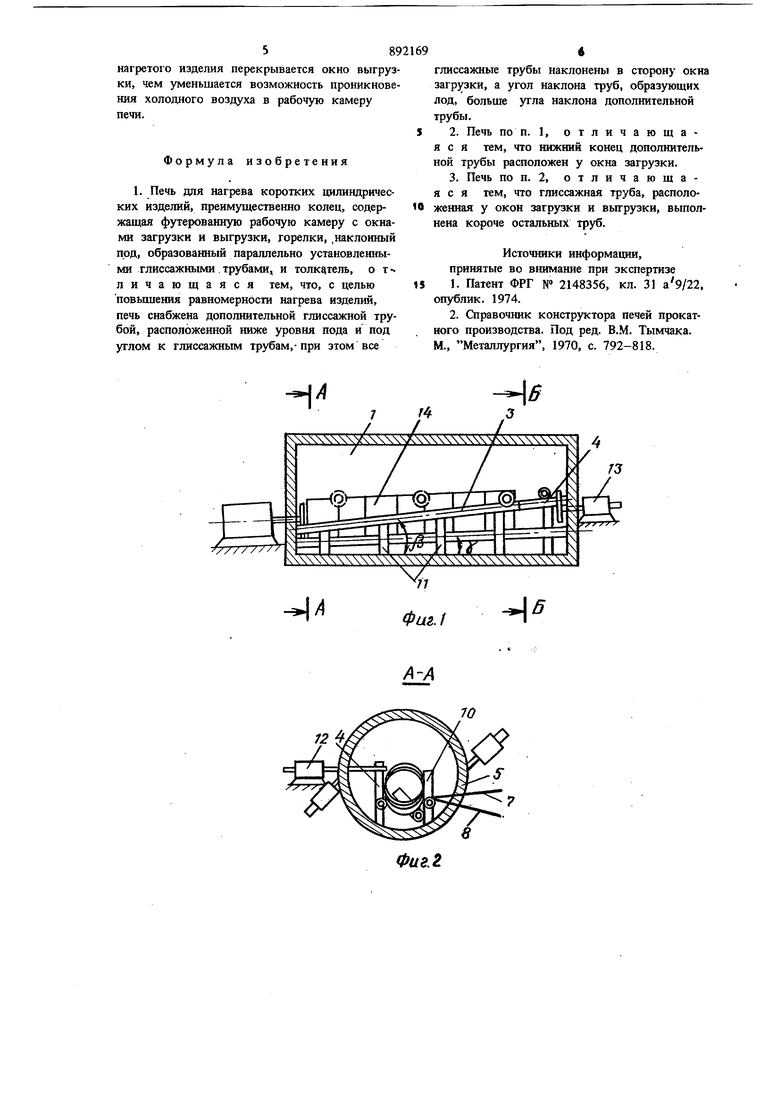
20 параллельно установленными глиссажными трубами, и толкатель,, снабжена дополнительной глиссажной трубой, расположенной ниже уровня пода и под углом к глиссажным трубам. при этом все глиссажные трубы наклонены в сторону окна загрузки, а угол наклона труб, образующих под, больше угла наклона дополнительной трубы. Кроме того, нижний конец дополнительной трубы расположен у окна загрузки. При этом глиссажная труба, расположенная у окон загрузки и выгрузки, вьшолнена короче остальных труб. На фиг. 1 показана - печь, общий вид, про дольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - печь, вид сверху, продольный разрез; на фиг. 4 - разрез Б-Б на фиг. 1. Предлагаемая печь содержит футерованную рабочую камеру 1 с горелками 2, в которой под вьшолнен из двух глиссажных водоохлаждаемых труб 3 и 4, Рабочая камера 1 имеет окна 5 и 6 загрузки и выгрузки, обо рудованные соответственно загрузочным 7 и выгрузочным 8 желобами, а также транспорт ным толкателем 9. Дополнительная глиссажная труба 10 установлена ниже уровня труб 3 и 4, образующих под таким образом, что ее ось АА находится в вертикальной плоскос ти, проходящей между ними и повернута под углом а к их продольным осям ВВ. При этом все гдшссажные трубы наклонены в сторону окна загрузки 5, а угол (3 наклона труб 3 и 4 большие углау наклона дополнителЩюй глиссажной трубы. Величина углов а, 13, Т определяется сортаментом обрабатываемых изделий, размерами печи и может меняться в пределах 3-15°. Для каждого конкретного случая эти углы выбираются в процессе конструкторских проработок в зависимости от перечисленных парамет юв. Все трубы установлены на стояках 11. В частном случае для уменьшения подстуживания изделий при их боковой выдаче, верхний конец дополнительной глиссажной трубы 10 ориентирован в сторону, противопо ложную окну 6 выгрузки, при зтом глиссаж ная труба 3, размещенная со стороны окон 5 и 6 загрузки и выгрузки, выполнена короче других глиссажных труб на величину jxE (например, величина ДЕ для изделий длиной 300 мм равна 30-50 мм). Напротив окна 6 выгрузки установлен выгрузочный толкатель 12, z в конце печи, напротив транспортного толкателя 9, установлен подпpyжинe шый отбойник 13, предотвращающий удары изделий 14 в торцовую стенку печи при их транспортировке. Следует отметить, что дополнительная глиссажная труба 10 устанавливается ниже уровня глиссажных труб 3 и 4 на величину 0.2-0.7 диаметра обрабатываемых изделий 1 4 Следует также отметить и то, что при необходимости увеличения производительности печи возможно создание еще одного ручья для перемещения кольцевых изделий путем симметричной установки укороченной и дополнительной глиссажных труб. Печь работает следующим образом. В рабочую камеру 1, нагретую горелками 2 до технологической температуры, издеЛИЯ 14 по наклонному желобу 7 пощтучно подаются в загрузочное окно 5, путем перекатывания (или машиной) и укладываются в ручей, образованный глиссажными трубами 3, 4 и дополнительной глиссажной трубой 10, после чего транспортным толкателем 9 проталкиваются на шаг в сторону окна 6 выгрузки. Величина щага проталкивания на 40-60 мм больше максимальной длины изделий 14 (для обеспече1шя оптимальных условий загрузки). По возвращению штока толкателя 9 в исходное положение операции загрузки повторяются. Таким образом проис-. ходит заполнение печи изделиями 14 и их нагрев в процессе перемещения вдоль печк до необходимой температуры (1200-1280°С). Поштучная выгрузка прошедших печь изделий 14 производится следующим образом. Дошедшие до отбойника 13 и нагретые изделия 14 попадают в желоб 8 выгрузки. Поскольку со стороны окна 6 выгрузки изделия 14 не опираются На глиссажную трубу 3, а конец дополнительной трубы 10 ориентирован в сторону противоположную окну 6 выгрузки (фиг. 4), происходит скатьта1ше изделий 14 по выгрузочному желобу 8 через окно 6 выгрузки. В это время, для обеспечения надежности выгрузки изделий 14, срабатьтает выгрузочный толкатель 12. В случае использования предлагаемой печи длиной 3,5 м для нагрева кольцевых изделий размерами: диаметр - 400 мм, длина - 350 мм - выбираются углы а и 7 равными и составляющими 5°, а углом |3 - 7°. При этом количество нагреваемых изделий в печи 9шт. Предлагаемая печь позволяет повысить равномерность нагрева изделий. Это достигается установкой глиссажных труб, образующих под, на разных уровнях, а также под разными углами, что обеспечивает изменение места контакта изделий с пшссажными трубами по мере продвижения кольцевых изделий от окна загрузки к окну выгрузки с каждым шагом транспортного толкателя. Кроме того, применение данной печи позволяет уменьшить подстуживание изделий в момент их боковой выгрузки. Обусловлено это тем, что при выгрузке боковой поверхностью
нагретого изделия перекрывается окно выгрузки, чем )тиеньшается возможность проникновения холодного воздуха в рабочую камеру печи.
Формула изобретения
1. Печь для нагрева коротких цилиндрических изделий, преимущественно колец, содержащая футерованную рабочую камеру с окнами загрузки и выгрузки, горелки, .наклонный под, образованный параллельно установленными глиссажными трубами, и толкатель, отличающаяся тем, что, с целью повьццения равномерности нагрева изделий, печь снабжена дополнительной глиссажной трубой, расположенной ниже уровня пода и под углом к глиссажным трубам,-при зтом все
глиссажные трубы наклонены в сторону окна загррки, а угол наклона труб, образующих лод, больше угла наклона дополнительной трубы.
2. Печь по п. 1, отличающаяся тем, что нижний конец дополнительной трубы расположен у окна загрузки.
3. Печь по п. 2, отличающаяся тем, что глиссажная труба, расположенная у окон загрузки и вьпрузки, выполнена короче остальных труб.
Источники информации, принятые во внимание при зкспертизе 1. Патент ФРГ N 2148356, кл. 31 а9/22, опублик. 1974.
2. Справочник конструктора печей прокатного производства. Под ред. В.М. Тымчака. М., Металлургия, 1970, с. 792-818.
.5Г
v
10
11
у д 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева заготовок в методической печи | 1989 |
|
SU1786352A1 |
| Методическая печь | 1982 |
|
SU1081399A1 |
| Методическая печь | 1987 |
|
SU1638507A1 |
| Печь для термической обработкиКОлЕц | 1978 |
|
SU845962A1 |
| Толкательная печь с защитнойАТМОСфЕРОй | 1978 |
|
SU802759A1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
| Устройство для загрузки и выгрузки изделий | 1980 |
|
SU905598A1 |
| Печь для нагрева круглых заготовок | 1979 |
|
SU911101A1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |