(54) УСТ;РОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЗАДНЕГО УГЛА СПИРАЛЬНЫХ СВЕРЛ
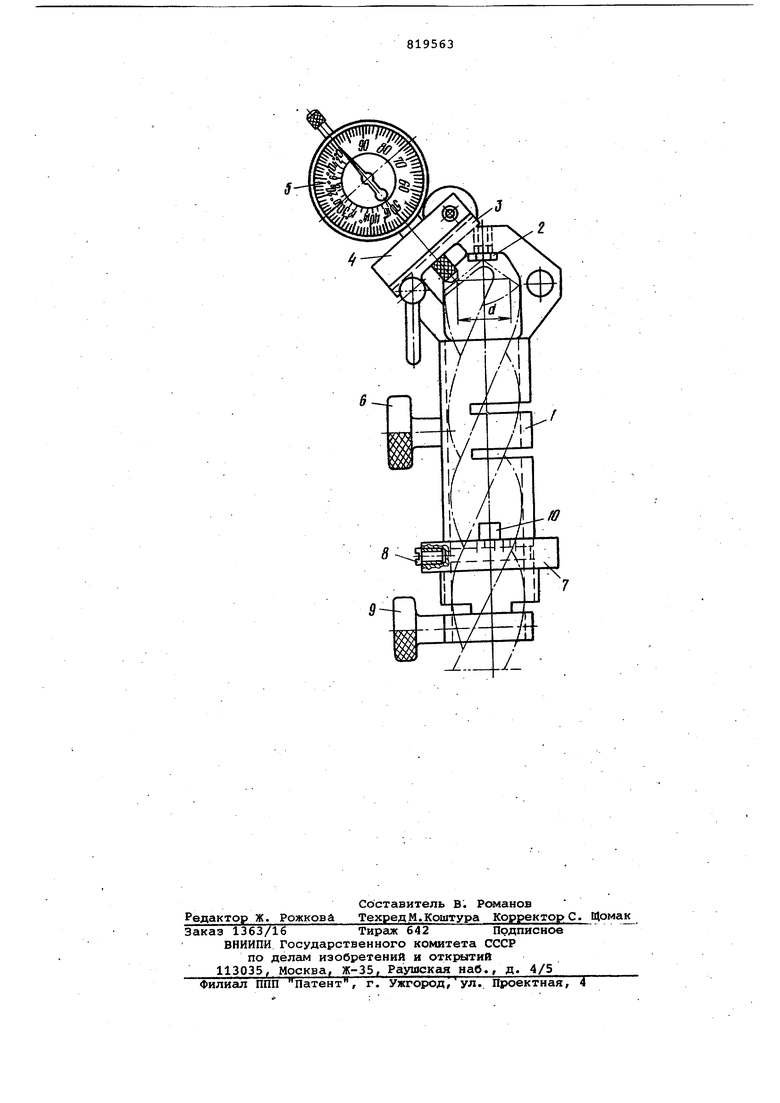
во втулку 1 и барашком 6 выбирают зазор между сверлом и втулкой, обеспечивая, однако, свободное вращение сверла. Сверло доводят до осевого упора 2, после чего, перемещая каретку 4/ устанавливают наконечник измерителя 5 линейных церемещений на тре Оуемый диаметр d измерения. Поворотом сверла подводят режущую крсшку к упсмянутому наконечнику, после чего устанавливают измеритель на :нуль и с помощью барашка зак юпляют угломерную шксшу 7 на сверле, обеспечивая совпадение его нулевой отметки с указателем 10. Затем, поворачивая сверло на заданный угол (tiaпример 10), отмечают падение затылка по измерителю линейных перемещений, &ВС ала которого (для заданных диаметра d измерения и углового перемещения сверла) может быть градуирована непосредственно в величинах заднего угла.
Величина заднего угла связана с указанными параметрами соотнсняением
tgoL |Н;
где h - перемещение измерительного
наконечника;
9 - угол поворота сверла (в радианах) .
Для мм и 9 10 указанная принимает вид of. 33h, что удобно для практических вычислений и градуировки шкалы.
В случае необходимости каретка с измерителем линейных перемещений
может быть установлена в любом месте режущей кромки. Описанное устройство позволяет также определять величину разновысотности главных режущих кромок относительно друг друга.
Формула изобретения
Устройство для измерения заднего угла спиральных сверл, содержащее корпус с узлом базирования, осевой упор, угломерную шкалу и измеритель линейньзх перемещений, взаимодействующий с задней гранью контролируемого объекта, отличающееся 5 тем,то, с целью упрощения устройства и расширения его функциональных возможностей, узел базирования выполнен в виде разрезной втулки, осевой упор скреплен с упомянутой втулкой, а измеритель линейных перемещений выполнен переставнь вдоль режущей кромки.
Источники информации,
c принятые во внимание при экспертизе 1. Власов С.Н. и др. Справочник молодого налсщчнка автоматических линий, М., Высшая школа, 1972, с. 116-120.
0 2. Мартынов А.Д. Технология изготовления режущих инструментов, Вып.хУ М., Машгиз, 1960, с. 90-95 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ ОСЕВЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2012 |
|
RU2520936C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2006 |
|
RU2365481C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |
| СТАНОК НАСТОЛЬНЫЙ ДЛЯ ЗАТОЧКИ КОРОТКИХ И СУПЕРДЛИННЫХ СПИРАЛЬНЫХ СВЕРЛ ДИАМЕТРОМ ОТ 2 мм ДО 20 мм | 2011 |
|
RU2494851C2 |
| Устройство для заточки сверл | 1984 |
|
SU1180238A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| Устройство для контроля диаметров отверстий | 1990 |
|
SU1772614A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО ХРУПКОГО МАТЕРИАЛА | 1996 |
|
RU2107045C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ КОНЦЕВЫХ ФРЕЗ | 2012 |
|
RU2521198C1 |
| Шаблон для контроля заднего угла спиральных сверл | 1988 |
|
SU1536183A1 |