Изобретение относится к машиностроению и может быть использовано в организациях, предприятиях и мастерских, на которых производится обработка материалов сверлением, а также в мастерских по заточке инструмента и в быту для продвинутых пользователей.
В качестве близкого аналога изобретения принято приспособление для заточки спиральных сверл по авторскому свидетельству RU 2271271 C1, В24В 3/24 (2006.01), на основании которого установлена каретка с самоцентрирующим держателем сверл с возможностью использования устройства для установки и контроля углового положения главных режущих кромок, а также механизмы подачи каретки для заточки сверл винтовым способом. Самоцентрирующий держатель перед заточкой сверл устанавливается под заданными начальными углами θ с помощью цилиндрических упоров. Данное приспособление связано с использованием малогабаритного настольного заточного станка, описание которого приведено в патенте RU 2196037 С2.
Техническим результатом изобретения является повышение эксплуатационных возможностей станка и упрощение его конструкции, что достигается внедрением в конструкцию станка новых идей и достижений современной промышленности.
Описанная в аналоге конструкция основана на использовании качающегося столика с ручным приводом, на который крепится приспособление для заточки сверл. В предлагаемой конструкции поперечное смещение, которое в заданное программой время выводит поперечную кромку сверла за пределы шлифовальной плоскости, формируя угол поперечной кромки, перенесено на направляющую с электродвигателем, кинематически связанным с актуатором, что значительно облегчает и повышает точность заточки сверл.
Также используемый в аналоге для возвратно-поступательного перемещения каретки копир-кулачок имеет две секции для заточки сверл правого и левого вращения, что заставляет располагать вилку с держателем сверл под углом 45° относительно вертикальной плоскости. Упростить эту конструкцию позволяет перемещение функции копира в держатель с зажимным устройством, благодаря чему вращение держателя стало возможным с применением шагового двигателя.
Далее следует обратить внимание на то, что применяемое в аналоге устройство для установки угла поворота главных режущих кромок перед подачей сверла на заточку имеет недостаточную точность. Для предлагаемой конструкции разработан угломер с нониусом, цена деления которого равна 0,1°.
Разработана конструкция заслонки, которая позволяет проводить настройку станка при включенном двигателе диска, что устраняет необходимость в использовании механизма грубой подачи для проведения настроечных операций.
В конструкции станка для заточки сверла используется нижняя половина заточного диска, при этом пространство для выхода хвостовой части сверла ничем не ограничено, в результате чего не ограничена и длина затачиваемых сверл.
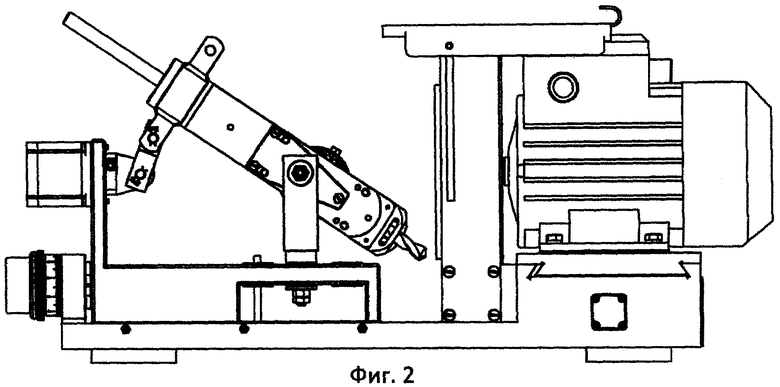
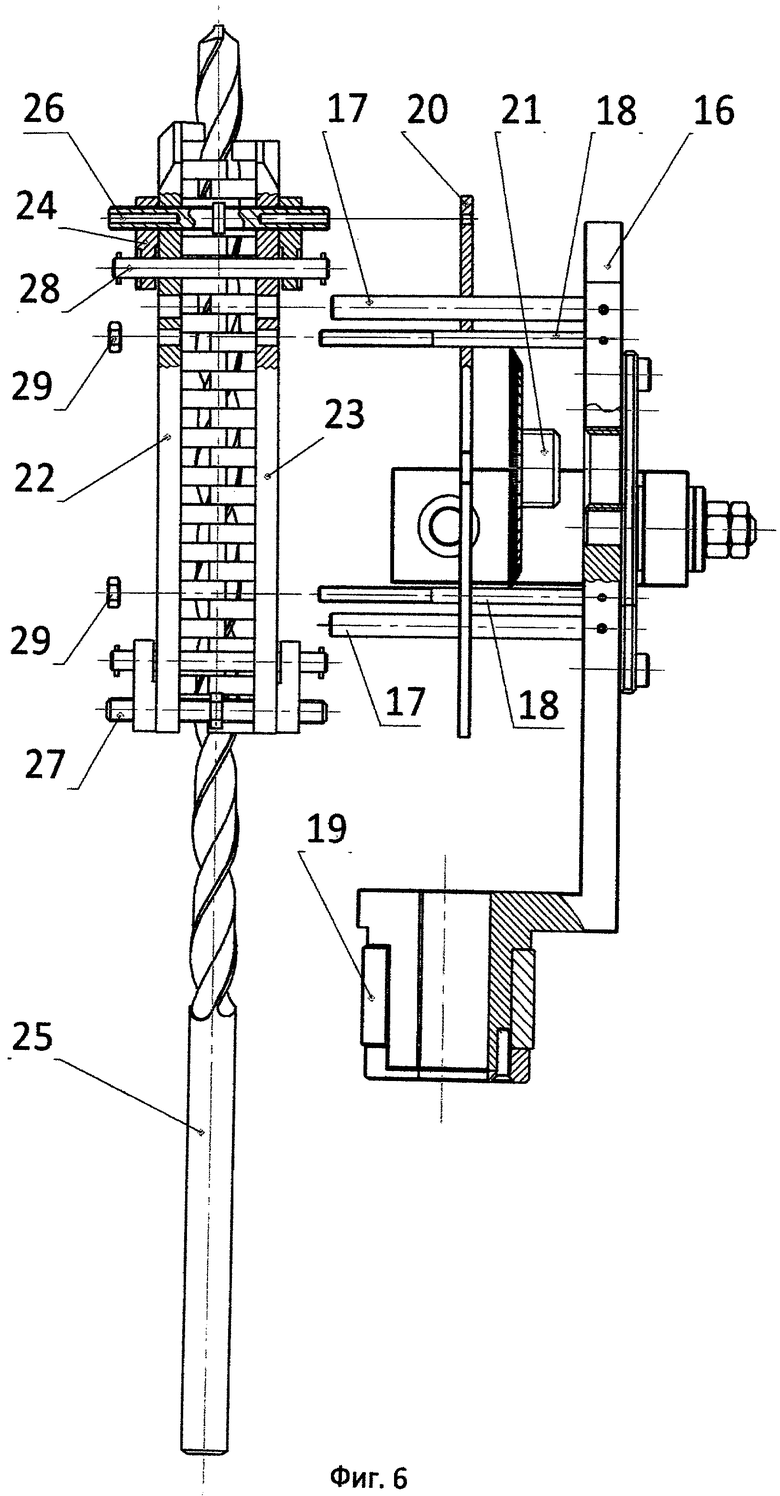
Изобретение поясняется чертежами, где на фиг.1 изображен вид станка при заточке сверла правого вращения с углом при вершине главных режущих кромок, близким к 90°, на фиг.2 - близким к 118°, на фиг.3 - близким к 135°. На фиг.4 - конструкция станка без держателя с зажимным устройством. На фиг.5 показана схема принципа формирования спада задней поверхности. На фиг.6 показана конструкция держателя с зажимным устройством для сверл и поворотной вилкой. На фиг.7 показана конструкция угломера, на фиг.8 - установка угломера в держатель зажимного устройства, на фиг.9 - установка сверла в зажимное устройство.
На фиг.1, 2 и 3 изображен общий вид заточного станка при различных режимах его работы. Положение держателя с зажимным устройством сверл 1 соответствует данным, приведенным в аналоге.
Конструкция станка без держателя с зажимным устройством показана на фиг.4. На станине 2 на направляющей типа «ласточкин хвост» смонтирована каретка 3, перемещающаяся при вращении ручки 4 со шкалой 5 вдоль оси шлифовального диска 6, насаженного на вал электродвигателя 7. Диск 6 оборудован предохранительной заслонкой 8. Электродвигатель установлен на направляющей такого же типа и связан с актуатором 9 с помощью поводка 10. В гнезда, показанные на фиг.1, 2, 3, в зависимости от параметров заточки устанавливается поворотная вилка 11 с пластиной 12 для крепления держателя с зажимным устройством 1, поворот которого осуществляется под действием шагового двигателя 13 через муфту 14. Пластина 15 на станине применяется при установке сверла на заточку в зажимное устройство.
Фиг.5 поясняет принцип формирования спада задней поверхности. При повороте цилиндра по образующей конуса торец цилиндра приобретает коническую форму. Из рисунка видно, что при сдвиге оси цилиндра на некоторое расстояние относительно центра вращения ось конуса не совпадаете осью цилиндра. Образующаяся при этом при определенных параметрах поверхность торца цилиндра совпадает с поверхностью, получаемой при использовании копира. Спад задней поверхности при заточке сверла определяется формулой, приведенной на фиг.5. Из справочных материалов известно, что оптимальное значение спада задней поверхности находится пределах от 0,04 до 0,12 мм, допустимое от 0,03 до 0,18 мм при диаметре 1 мм.
Для tg γo ср. 22,5° и сверла диаметром 1 мм, имеющим наименьшее значение С, определяем h при С=0,04 мм, которое получается равным 0,08 мм. При значении h=0,08 мм С для других углов получаются равными 0,054 мм и 0,085 мм, т.е. значение спада лежит в области оптимальных значений и регулируется в пределах от 0,16 мм до 1.6 мм только в зависимости от диаметра сверл от 2 мм до 20 мм.
На фиг.6 показан разнесенный вид конструкции держателя с зажимным устройством. Держатель состоит из основания 16 с закрепленными на нем направляющими стержнями 17 и шпильками 18. На хвостовой цилиндрической части держателя находится вращающийся хомут 19 с двумя проушинами и прорезью для выхода сверла. Направляющие стержни 17 служат опорой упора 20 и зажимного устройства. Между упором и основанием 16 находится диск со шкалой и бобышкой 21. На бобышке нарезана резьба, которая вкручивается в основание корпуса и с помощью которой задается требуемое смещение сверла относительно центра вращения поворотной вилки 11. Смещение регулируется поворотом диска со шкалой, отградуированной в десятых долях миллиметра от диаметра сверла.
Зажимное устройство, состоящее из двух колодок 22 и 23, стянутые прижимами 24, надежно фиксирует сверло 25. Каждый прижим имеет два отверстия, в одно из которых входят винты 26, 27. На противоположных концах винтов нарезана резьба правого и левого вращения с однотипным расположением резьбы с каждой стороны колодок. На винтах 26 в передней части зажимного устройства имеются отверстия на торцах, предназначенные для установки угломера. В другое отверстие прижимов входят стержни 28, предохраняющие прижимы от разворота.
Зажимное устройство поджимается гайками 29 на шпильках 18. Фиг.7 демонстрирует конструкцию угломера, позволяющего с достаточно высокой точностью развернуть затачиваемые главные режущие кромки сверла на вычисленный угол, который определяет значение глубины подачи на переточку для сверл различного диаметра и угла заточки. Угломер состоит из корпуса 30 с согнутыми участками 31, в которых просверлены отверстия 32 для его установки в держатель зажимного устройства. Также на корпусе смонтирован нониус 33 с точностью отсчета 0,1°. На разнесенном виде показано, что нониус фиксируется в заданном угловом положении гайкой 34, накручивающейся на винт 35, приваренный к нониусу. На винте между гайкой и корпусом расположена шайба 36 с выступом на внутренней поверхности, который входит в паз винта, предохраняя нониус от смещения при затягивании гайки. Также видно, что к нониусу приварена втулка 37 с выступами, имеющими пропилы для установки сменных вставок 38, которые закрепляются фиксаторами 39. Противоположная сторона втулки с нониусом вставляется в корпус 30 и поджимается кольцом 40 при помощи штифтов 41.
На фиг.8 показан вид конструкции заточного станка с установленным угломером в держатель зажимного устройства. Каретка 3 ручкой 4 сдвигается до упора в левую сторону. Держатель с вилкой помещаются в левое гнездо, разворачивается под углом 90° к оси диска и соединяется под определенным углом со станиной при помощи пластины 15. Согнутые участки 31 угломера опираются на торцы передних винтов 26 и закрепляются фиксаторами 42, входящими в торцевые отверстия (с одной стороны через упор 20). Для устранения перекосов между основанием и задними винтами 27 помещается прокладка 43.
На фиг.9 показана установка сверла перед началом заточки. Для того чтобы снять припуск на заданную величину, необходимо развернуть главные режущие кромки таким образом, чтобы после заточки они приняли вертикальное положение. Существует формула, определяющая зависимость поворота кромок от глубины заточки:

λпов. - угол поворота главных режущих кромок относительно вертикальной оси,
Lпр. - припуск (глубина переточки),
d - диаметр сверла,
ω - угол наклона винтовой канавки.
В работах ВНИИ приводятся рекомендуемые припуски для сверл различных диаметров. Определив требуемый угол по приведенной формуле, поворачиваем на этот угол нониус 33 и фиксируем его. В прорезях втулки нониуса должна быть установлена вставка, соответствующая углу заточки главных режущих кромок, а колодки 22, 23 слегка отпущены для установки сверла. Вставляем сверло в отверстие зажимного устройства до упора и устанавливаем режущие кромки 44 параллельно плоскости вставки и винтами 26, 27 (фиг.6) стягиваем колодки, зажимая сверло. Фиксаторы 42 удаляются, снимаются угломер и прокладка, затем зажимное устройство гайками 29 (фиг.6) прижимается к упору 20. Собранный таким образом держатель с вилкой и сверлом устанавливаются в соответствующее гнездо для заточки сверла и соединяется с шаговым двигателем 13 (фиг.4) посредством планок.
Работа станка для заточки сверл осуществляется следующим образом. В исходном состоянии каретка находится в крайнем левом положении, держатель - в вертикальном положении.
Для продолжения работы необходимо с помощью программы управления ввести алгоритм работы шагового двигателя. Он должен выполнять следующие функции:
1) устанавливать держатель в начальное положение, соответствующее заданному начальному установочному углу θ (патент RU 2271271 C1),
2) определять конечную точку сектора заточки,
3) определять количество циклов заточки при снятии части припуска,
4) выдавать сигнал на включение актуатора с программным обеспечением его работы,
5) после снятия части припуска останавливать держатель под заданным начальным углом θ.
После установки программы управления заслонка электродвигателя убирается, двигатель включается, и при вращении ручкой 4 по часовой стрелке каретка смещается до соприкосновения сверла с абразивной поверхностью диска, что определяется по звуку. Установив шкалу 5 в нулевое положение, подаем каретку на величину для снятия части слоя припуска. Программа отрабатывает заданное количество циклов и останавливает держатель под заданным начальным углом. Каретка подается на снятие следующей части припуска. После того как припуск целиком снят, отводим каретку в левое крайнее положение. Устанавливаем держатель с зажимным устройством в вертикальной плоскости, снимаем зажимное устройство с направляющих стержней, переворачиваем зажимное устройство и закрепляем его в держателе. Процесс заточки второго зуба аналогичен вышеописанному.
В программу управления включается возможность в определенный момент ввести в работу актуатор, что определяет значение угла поперечной кромки.







Станок содержит основание, установленные на основании электродвигатель с абразивным диском и каретку с поворотной вилкой, на которой с возможностью вращательного движения и заточки сверла правого и левого вращения смонтирован самоцентрирующий держатель сверл, и устройство контроля углового положения главных режущих кромок при установке сверл. Для повышения эксплуатационных возможностей и упрощения конструкции он снабжен заслонкой, позволяющей проводить настройку станка при включенном двигателе абразивного диска. При этом на основании выполнены две направляющие, на одной из которых смонтирован упомянутый электродвигатель с абразивным диском, имеющий возможность поперечного смещения в результате кинематической связи с актуатором, предназначенным для формирования угла поперечной кромки на сверле, а на другой направляющей - имеющая возможность смещения вдоль оси станка каретка с поворотной вилкой, установленной вертикально для использования нижнего сектора заточного диска при затачивании сверл неограниченной длины, и самоцентрирующим держателем зажимного устройства, имеющим возможность управляемого сдвига оси сверла относительно оси вращения поворотной вилки и вращательного движения от шагового двигателя по заданной программе, согласованной с работой актуатора. При этом устройство контроля углового положения главных режущих кромок выполнено в виде угломера с нониусом. 9 ил.
Станок для заточки спиральных сверл диаметром от 2 до 20 мм, содержащий основание, установленные на основании электродвигатель с абразивным диском и каретку с поворотной вилкой, на которой с возможностью вращательного движения и заточки сверла правого и левого вращения смонтирован самоцентрирующий держатель сверл, и устройство контроля углового положения главных режущих кромок при установке сверл, отличающийся тем, что он снабжен заслонкой, позволяющей проводить настройку станка при включенном двигателе абразивного диска, при этом на основании выполнены две направляющие, на одной из которых смонтирован упомянутый электродвигатель с абразивным диском, имеющий возможность поперечного смещения в результате кинематической связи с актуатором, предназначенным для формирования угла поперечной кромки на сверле, а на другой направляющей - имеющая возможность смещения вдоль оси станка каретка с поворотной вилкой, установленной вертикально для использования нижнего сектора заточного диска при затачивании сверл неограниченной длины, и самоцентрирующим держателем зажимного устройства, имеющим возможность управляемого сдвига оси сверла относительно оси вращения поворотной вилки и вращательного движения от шагового двигателя по заданной программе, согласованной с работой актуатора, при этом устройство контроля углового положения главных режущих кромок выполнено в виде угломера с нониусом.
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |
| Станок для заточки сверл | 1978 |
|
SU770753A1 |
| Приспособление для заточки длинномерных сверл | 1980 |
|
SU867613A1 |
| Устройство для радиусной заточки спиральных сверл | 1990 |
|
SU1814608A3 |
| US 4461121 A, 24.07.1984. | |||

