Известен, способ изготовления штучных изделии переменного сече ;iis: иутем прокатки металла между двумя валкамн. Однако известные уст)опства для осуществлепия такого ириема не обесиечивалн получепня готового нзделня за один проход металла между валкамн.
В предлагаемом устройстве этот недостаток устранен тем, что рабочей поверхности валков придана форма, которая подвергает металл одновременной деформации в двух направлениях и резанию.
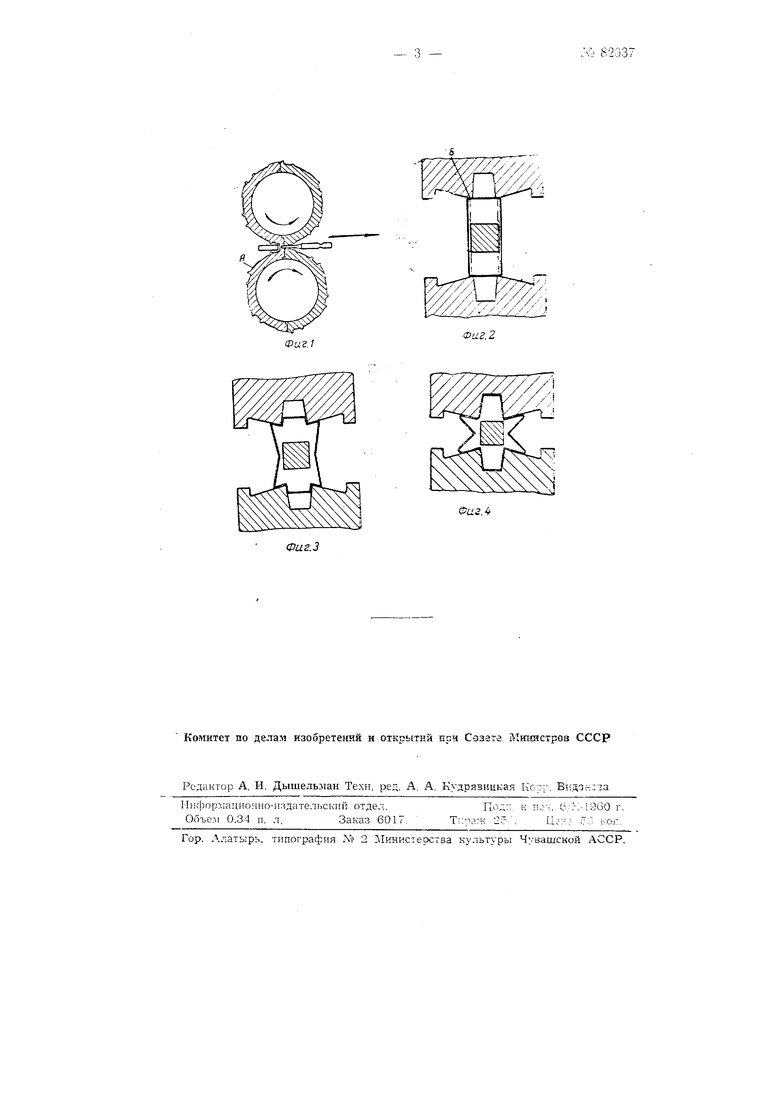
ha фиг. 1 показан iionepe4Hi)iii разрез валков с пронускаемо1 | между ними полосой; на фиг. 2-4-продольный разрез валков и поперечное сечение полосы в различных стадиях се обработки.
Сечение полосы выбирают по наибольшему размеру поперечного сечения изделия. СлоГ: материала, нодлежапип срезанию режущими кромками Б, отмечен пунктиром. Кромки Б имеют у|ол заострепи1 меньше 90.
Для получения изделий стабильно 1остоянное уснлие, прикладываемое к палкам в направленп, противоположном pacn ipaioщему действию металла на валки, должно быть , чем раснираюшее действие металла.
Еще до окончан 1я деформац П1 начинается отделение изделия от г:олосы при помощи его отрезания режущ 1М 1 кромками .4 {фиг. 1) в наиравлепии, перпендикулярном движен 1ю полосы.
При обработке изделия переменного сечения нагрузка 5алки в отдельные периоды работы сильно зменяется по величине. Поэтому для лучшего использования мощност) пр 1вода и обеспечения жесткости установки, нмеюнхей несколько соосных валков, последп1 е располагают так, чтобы нагруженные участк был сдвинуты по окружности по отношению к нагруженным участкам , т. е. чтобы в рабочем положении находились одновременно нагруженные и ненагруженные участки.
:v9 82037- 2 -
Способ позволяет осуществить обжатие с отношением плошал.ей сечения до 16 и даже более за один проход, чегч) не удается получить )1. приемах )ч:1ряче1 1 обработки металло15.
i11 ) е д Л1 е т и з о б ) е т е и н я
1.Способ изготовления штучных изделий переменного сечении путем пропуска металла между двумя параллельными валками, отличаю in п и с я тем, что ручьи валков калибруют так, чтобы обрабитыnaeMi.in материал под15ерга;1ся одповремешю ирпнудительпо дефирмации в двух .иап завлеииях п резаиию, с целью получеиия готовых изде.пп| в одном ручье за один проход.
2.УстроГ1ст1- о для осуп1ествлепия способа по п. 1, закл1оча1ои1ее и себе валки, о т л и ч а ю ni е е с я тем, что кроме да15яии1х иоверхиостей lUKHKii сиабжеиы ре куи1пми кромками, с пел1Л() получения бо. ь1ЛОЙ редукции поиеречпо1 о сечения обрабат1 1 аемого метал.1а п отделения получаемых изделий друг от друга.
3.Форма вьп1о.;иегп1я устройства по п. 2, от л п ч а ю И1 а я с я тем, Ч1-0 )ежупи1е кромки валков выиолпеиы с углом заостренпя мепьше 90.
4.Прием осу1цествле1-п1я способа по п. 1, о т .л и ч а ю nu-i и с я тем, LTo к палкам ирпкладывают опреде.теппое постояппое ycnjnie, паправлеииое против распиракмпе1о действия металла па валок : по ве.чичиле п)ерываю1цее его, с целью получения готовых изделий стаб|1Л1,1ой (;к)рмы.
5.Прием осуи1ест15леппя способа по п. 1, о т л и ч а ю ni и и с я тем, что при одл-1О1)ремеппой обработке пзделпй перемегп-ioro сечеиия в пе сколькпх сооспых валках последние располагают так, чтобы нагруженИ1ме участки любого валка расио.1агались соответствепио иепагружеи|:ым участкам любогодругого валка, с целью полного использования. Л1О1ЦИОСТП гпип..ода ii жесткости устаиовки.
Фиг.
Фиг. 2
Фаз А
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки заготовок из полосового или пруткового материала | 1944 |
|
SU65943A1 |
| Способ изготовления кирпича и устройство для осуществления способа | 1952 |
|
SU98317A1 |
| Плоский напильник | 1949 |
|
SU89599A1 |
| Способ горячей прокатки полос переменного поперечного сечения | 1987 |
|
SU1482739A1 |
| ЛЕМЕХ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2138142C1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| ВАЛКИ ПЕРЕДНИХ КЛЕТЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА И СПОСОБ ФОРМОВКИ ПРОФИЛЯ В ТЕХНОЛОГИЧЕСКОМ ПЕРЕХОДЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317872C1 |
| Устройство для защиты электромагнитов от перегрева | 1954 |
|
SU101185A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИМЕЮЩЕЙ КАНАВКУ РЕЖУЩЕЙ КРОМКОЙ | 2003 |
|
RU2319607C2 |
| Передвижной профилегибочный агрегат | 1988 |
|
SU1703218A1 |