(54) УСТРОЙСТВО УПРАВЛЕНИЯ АВТОМАТИЧЕСКОЙ КОМПЛЕКТОВКОЙ ИЗДЕЛИЙ ИЗ ПАР ОДНОТИПНБ1Х ДЕТАЛЕЙ
вертым входами блока памяти параметров деталей и адресов комплектуемых пар, второй вход которого связан с регистром текущих значений параметров пар деталей и блоком попарной комплектации деталей, причем регистр адресов приоритетных пар вторым выходом подключен к блоку исполнительных механизмов, а первый вход регистра текущих значений параметров пар деталей соединен с выходом измерительного блока.
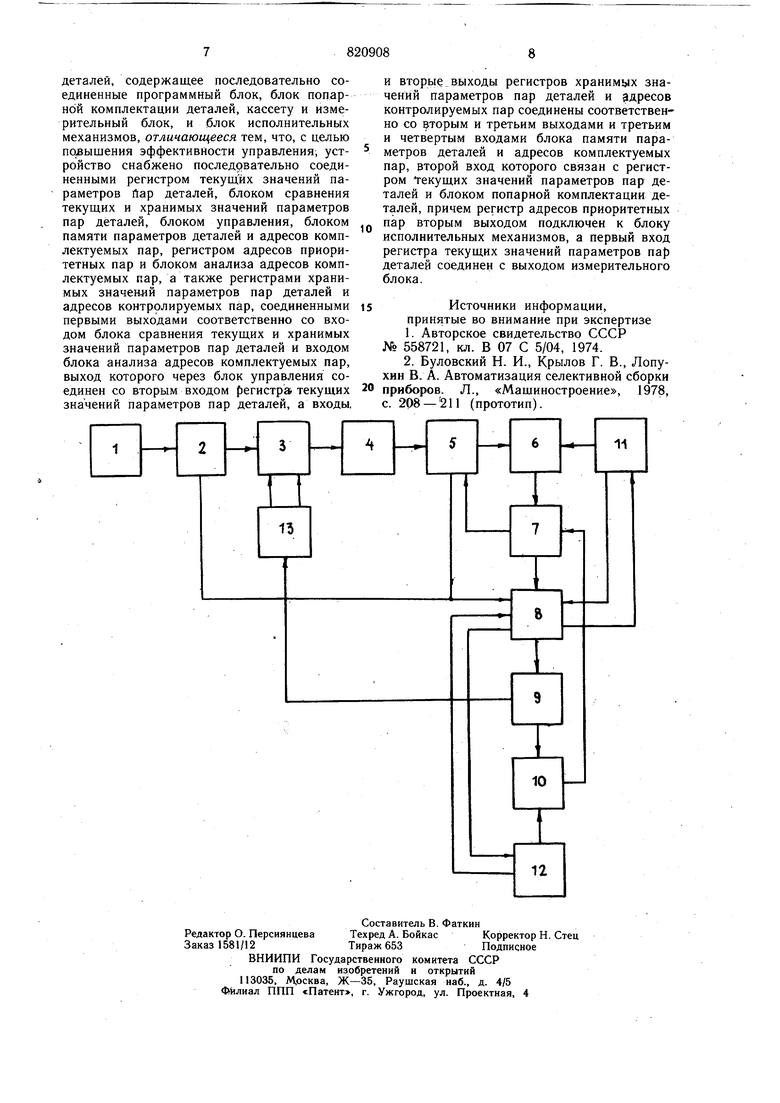
На чертеже представлена функциональная схема устройства для автоматической комплектовки изделий из пар однотипных изделий.
Предлагаемое устройство содержит по.следовательно соединенные программный блок 1, блок 2 попарной комплектации деталей, кассету 3 с установленными в ней деталями, измерительный блок 4, регистр 5 текущих значений параметров пар деталей, блок 6 сравления текущих и хранимых значений параметров пар деталей, блок 7 управления, блок 8 памяти параметров и адресов комплектуемых пар, регистр 9 адресов приоритетных пар, блок 10 анализа адресов комплектуемых пар, а также регистр 11 хранимых значений параметров пар деталей, регистр 12 адресов контролируемых пар и блок 13 исполнительных механизмов. Второй выход регистра 5 текущих значений параметров пар деталей и второй выход блока 2 попарной комплектации деталей соединены со вторым входом блока 8 памяти параметров и адресов комплектуемых пар. Вход регистра 11 хранимых значений параметров пар деталей соединен со вторым выходом блока 8 памяти, его первый выход - с третьим входом блока 8, а второй выход - со вторым входом блока 6 сравнения текущих и хранимых значений параметров пар деталей. Вход регистра 12 адресов контролируемых пар соединен со вторым выходом блока 8 памяти, его второй выход - с третьим входом этого же блока, а первый выход со вторым входом блока 10 анализа адресов комплектуемых пар, выход которого соединен со вторым входом блока 7 управления. Выход регистра 9 адресов приоритетных пар соединен со входом блока 13 исполнительных механизмов.
Устройство для автоматической комплектовки работает следующим образом.
В кассету 3 помещается несколько пар однотипных деталей, из которых необходимо образовать изделия, состоящие из двух деталей. Блок 2 попарной комплектации деталей по программе, задаваемой программным блоком 1, соединяет две детали, находящиеся на соответствующих позициях в кассете 3 и подключает выходы испытуемого комплекта деталей ко входам измерительного блока 4. Программа комплектации заключается в последовательном соединении деталей, называемой основной, занимающей i-ую позицию в кассете 3, где i 1,2,3,...
... п - 1с теми деталями, называемыми вспомогательными, которые занимают j-ую позицию в кассете 3, при этом j i + 1,...п. При такой сокращенной программе комплектации исключаются повторяющиеся соединения деталей. Первый комплект состоит из основной детали, находящейся на первой позиции в кассете 3, и вспомогательной детали, находящейся на второй позиции в кассете 3. Результат измерения, полученный в блоке 4 в виде двоичного кода величины
отклонения контролируемого параметра комплектуемой пары деталей от номинала, заносится в регистр 5 текущих значений параметра. По команде из блока 7 управления код величины отклонения комплектуемой
пары из регистра 5 переписывается в первый регистр блока 8 памяти параметров и адресов комплектуемых пар. Одновременно сюда же программный блок 1 из блока 2 комплектации переносит код адреса хранения комплектуемых деталей в кассете 3.
При этом в первом регистре памяти 8 образуется двоичный код, состоящий из кода адреса основной детали, кода адреса вспомогательной детали и кода величины отклонения контролируемого параметра от номинального этой комплектуемой пары деталей. Затем программный блок 1 выдает следующую команду в блок 2 коммутации пар деталей, который подключает на вход измерительного блока 4 пару, состоящую основной детали, находящейся на первой
0 позиции в кассете 3, и вспомогательной детали, находящейся на третьей позиции в кассете 3. Результат измерения, полученный в блоке 4, заносится в регистр 5. По команде из блока 7 управления код величины отклонения первой комплектуемой пары
5 переносится в регистр 11 хранимых значений параметров комплектуемых пар из блока 8 памяти. В блоке б сравнения текущих и хранимых значений параметров осуществляется сравнение кода величины отклонения контролируемого параметра второй пары
° деталей, находящегося в регистре 5, и кода величины отклонения контролируемого параметра первой пары деталей, находящегося в регистре 11. Если код, находящийся в регистре 5, меньше или равен коду в регистре 11, т. е. контролируемый параметр второй пары деталей имеет меньщее или равное отклонение от номинала, чем параметр первой пары, то по сигналу с выхода схемы 6 сравнения в блоке 7 управления вырабатывается команда, по которой код
0 из регистра 5 будет записан в первый регистр блока 8 памяти, а код из регистра 11 - во второй регистр блока в. Если же код, находящийся в регистре 5, больше кода в регистре 11, т. е. отклонение контролируемого параметра второй пары превышает отклонение от номинала параметров первой пары, то по сигналу с выхода блоки 6 сравнения в блоке 7 управления вырабатывается команда, по Kotopoй, код из регистра 11 будет записан в первый регистр блока 8 памяти, а код из регистра 5 - во второй регистр блока 8. Одновременно из блока 2 комплектации код адреса второй комплектуемой пары записывается в тот регистр блока 8 памяти , в котором находится код, записанны из регистра 5. Следовательно, в первом регистре памяти 8 находятся коды величины отклонения параметра и адреса той пары деталей, которая имеет меньшее отклонение контролируемого параметра от номинального значения.
При комплектовании пары из основнойдетали, находящейся на i-ой позиции в кассете 3,и вспомогательной детали, находящейся на j-ой позиций .(), программный блок 1 через блок 2 комплектации подключает ко входу измерительного бло(а 4 выходы испытуемого комплекта.
Блок 4 осуществляет измерение отклонения 1 контролируемого параметра комплектируемой пары от номинального значения и результат в виде двоичного кода передает в регистр 5 текущих значений параметра. Блок 7 управления записывает в регистр 11 хранимых значений параметра код величины отклонения параметра комплектуемой пары, находящейся в первом регистре блока 8 памяти. Если код в регистре 5 меньще или равен коду в регистре 8, то по сигналу с выхода схемы сравнения 6 текущих и хранимых значений параметров вырабатывается команда, по которой код из регистра 5 записывается в первьш регистр блока 8, затем осуществляется сдвиг всего массива информации в блоке 8 на один регистр, начиная со второго, а на освободивщееся место во втором регистре блока 8 записывается код из регистра 11. По сигналу с блока управления одновременно осуществляется запись адреса комплектуемой в данный момент пары из деталей из блока 2 комплектации в первый регистр блока 8 памяти. Если код в регистре 5 больше кода в регистре 11, то по сигналу с выхода схемы 6 сравнения в блоке 7 управления вырабатывается команда, по которой код из регистра 11 возвращается в первый регистр блока 8 памяти, а код из второго регистра блока 8 памяти записывается в регистр 11. Процедура сравнения кодов, извлекаемых из регистров блока 8 памяти, с кодом, находящимся в регистре 5, повторяется дотех пор, пока код в регистре 5 не окажется меньще или равным коду в регистре И. При этом процедура сравнения прекращается и код из регистра 5 записывается в блок памяти 8, на место кода, находящегося в регистре 11. Затем осуществляется сдвиг массива информации на один регистр, начиная со следующего регистра блока 8 памяти, а на освободивщееся место записывается код из регистра 11, Если в результате сравнения всех хранимых в блоке 8 кодов параметров комплектуемых пар окажется, что код в регистре 5 наибольщий, то он записывается в регистр блока 8 памяти, следующий за последним по порядку регистром, хранящим в памяти код.
Пбсле того, как контролируемые параметры всех возможных комплектов, образованных из пар деталей, будут измерены, коды величин отклонений контролируемых параметров окажутся ранжированными в памяти блока 8 в порядке возрастания отклонений параметров от номинала.
Затем устройство переходит к процедуре приоритетного комплектования, состоящего в том, что Лри выборе пары деталей, образующих изделие, предпочтение отдается той, которая имеет наименьщее отклонение параметра от номинала. При этом должны быть аннулированы в памяти блока 8 сведения о парах, включающих ранее скомплектованные детали. Для этого по команде из блока 7 управления в регистр 9 адресов приоритетных пар заносится код адреса пары деталей, находящейся в первом регистре блока 8 памяти, а в регистр 12 адресов кoнtpoлиpyeмыx пар последовательно заносятся коды адресов остальных комплектуемых пар, хранимых в блоке 8 памяти. В блоке 10 анализа адресов комплектуемых пар производится их сравнение. При этом сравнивается приоритетный код адреса основной детали с кодами адресов основной и вспомогательной деталей контролируемой пары и также сравнивается приоритетный код адреса вспомогательной детали с кодами адресов основной и вспомогательной деталей контролируемой пары. В случае,если коды адресов совпадают, блок 10 выдает сигнал в блок 7 управления, по которому стирается в блоке 8 памяти информация, вернувщаяся из блока 12, а в регистр 12 заносится код адреса следующей по порядку комплектуемой пары. Процедура стирания в блоке 8 памяти информации о комплектуемых парах, содержащих одну из деталей, использованных в приоритетной паре, заканчивается после проверки всех кодов адресов, хранимых в памяти блока 8.
Из регистра 9 адрес приоритетной скомплектованной пары передается в блок исполнительных механизмов, которые извлекают из кассеты 3 выбранные детали. После этого процедура выбора следующей приоритетной пары повторяется. Процесс комплектования заканчивается, когда в кассете не останется деталей, а в блоке 8 памяти - информации о них.
Устройство позволяет повысить точность комплектуемых изделий во всей партии за счет того, что принятие рещения о скомплектовании пар ведется по результатам анализа всех комбинаций объединения пар, что дает возможность организовать приоритетную по точности комплектовку.
Формула изобретения
Устройство управления автоматической комплектовкой изделий из пар однотипных
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления автоматической комплектовкой деталей | 1980 |
|
SU890404A1 |
| Устройство для управления автоматической комплектовкой деталей | 1982 |
|
SU1111177A1 |
| Устройство для управления автоматической сортировкой деталей | 1983 |
|
SU1136184A1 |
| Устройство для отображения информации | 1984 |
|
SU1290399A1 |
| Устройство для управления подбором комплектов деталей | 1984 |
|
SU1233176A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ БУФЕРНОЙ ПАМЯТЬЮ | 1990 |
|
RU2010317C1 |
| Устройство для контроля памяти | 1978 |
|
SU752497A1 |
| Вычислительное устройство для контроля параметров объекта | 1975 |
|
SU690498A1 |
| Устройство для измерения и регистрации параметров скважин | 1987 |
|
SU1483463A1 |
| Устройство для счета деталей | 1983 |
|
SU1104557A1 |
