(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ АВТОМАТИЧЕСКОЙ КОМПЛЕКТОВКОЙ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления автоматической комплектовкой деталей | 1982 |
|
SU1111177A1 |
| Устройство для управления автоматической сортировкой деталей | 1983 |
|
SU1136184A1 |
| Устройство управления автоматическойКОМплЕКТОВКОй издЕлий из пАР ОдНОТипНыХдЕТАлЕй | 1979 |
|
SU820908A1 |
| Устройство для управления подбором комплектов деталей | 1984 |
|
SU1233176A1 |
| СПОСОБ СЛЕЖЕНИЯ ЗА ПЕРЕМЕЩЕНИЕМ ПРОТЯЖЕННОГО ОБЪЕКТА | 1992 |
|
RU2078352C1 |
| Анализатор законов распределения | 1979 |
|
SU960845A1 |
| Устройство для программного управления перемещениями | 1978 |
|
SU748351A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| Устройство для программного управления | 1984 |
|
SU1215089A1 |
| Устройство для распознавания треков частиц | 1982 |
|
SU1059586A2 |
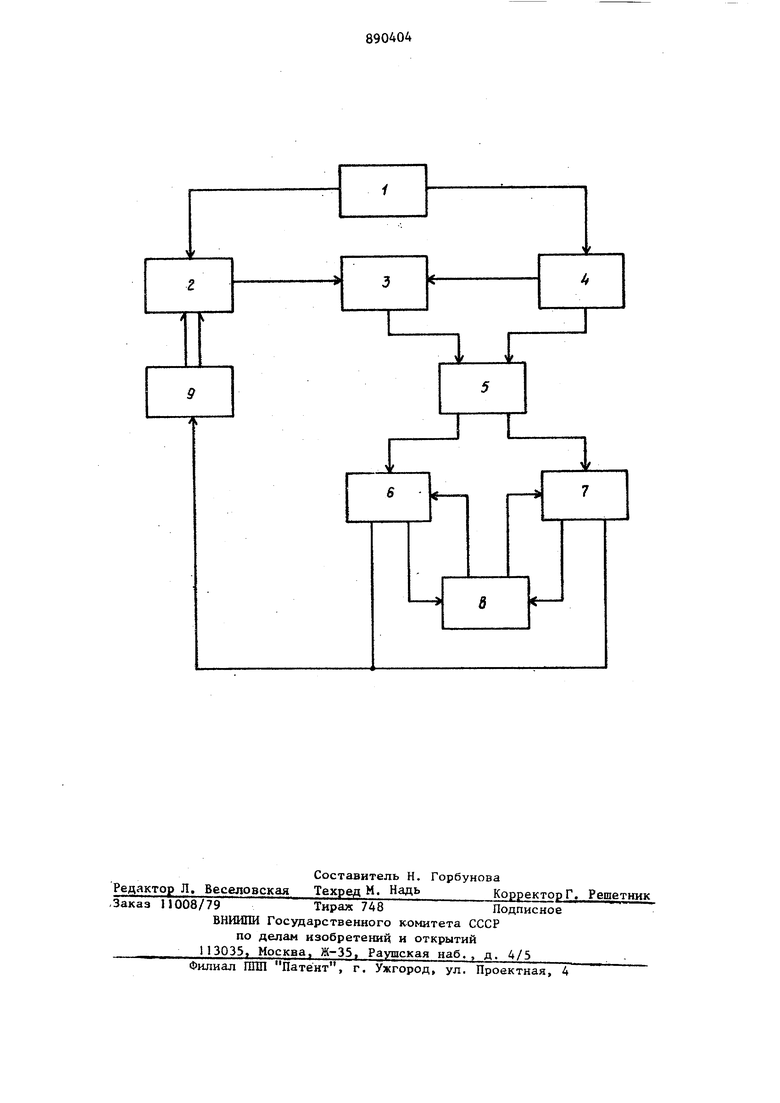
Изобретение относится к устройствам для управления автоматической комплектовкой деталей относительно заданных значений центров группирование и может быть использовано в радио технической, приборостроительной и машиностроительной отраслях промышленности. Известна автоматическая комплектовочная установка с подбором сопрягаемых деталей, состоящая из последовательно соединеншлх программного блока, блока попарной коммутации деталей кассеты и измерительного блока и блока исполнителышх механизмов, выход которого связан с кассетой, причем управляющий вход программного блока соединен с выходом измерительного бло ка, а его второй выход соединен со вхо дом блока исполнительных механизмов. Установка позволяет автоматически под бирать пары годных по условиям точной сборки сопрягаемых деталей Tl. Наиболее близким техническим решением к данному изобретению является устройство управления автоматической комплектовкой изделий, содержащее последовательно соединенные программный блок, кассету и измерительный блок, а также два регистра текущих и храЮ1МЫХ значений пар деталей, выходы которых соединены со входами блока сравнения , и блок исполнительных механизмов, выход которого связан со входом выборки деталей кассеты. Устройство также включает блок попарной коммутации деталей, подключенный между программным блоком и кассетой, и последовательно соединенные блок управления, блок памяти параметров и адресов комплектуемых пар, регистр адресов приоритетных пар и блок анализа адресов комплектуемых пар, к другому входу которого подключен регистр адресов контролируемых пар 2. Недостатком таких устройств является то, что они не позволяют комп38лектовать детали относительно разных значений центров группирования. Детали комплектуются лишь по две штуки и в случае, если необходимо получить изделие, состоящее из трех и более идентичных деталей, устройства осуществить такой комплектовки не могут. Цель изобретения - расширение функ циональных возможностей устройства за счет одновременной комплектовки де талей относительно разлиЧш гк центров группирования. Поставленная цель достигается тем что в устройство для управления автоматической комплектовкой деталей, содержащее блок программ, подключенный первым выходом к первому входу блока загрузки, соеданенного вторым входом с выходом блока исполнительных механизмов, а выэсодом - с перв№1 входом измерительного блока, первый и второй регистры, связанные первыми выходакш со входами блока сравнения, введены вычитакщий блок и блок памяти подк/воченный входом ко второму выходу блока программ, первш выходом - ко второму входу измерительного блока, а вторым выходом - к первому входу вы читающего блока, соединенного вторым входом с выходом измерительного блока, а выходами - с первыш входами первого и второго регистров, подключенных вторыми входами к выходам блока сравнения, а выходами - ко входу блока исполнительных механизмов На чертеже представлена функциональная схема устройства. Устройство содержит блок 1 программ, блок 2 загрузки, измерительный блок 3, блок 4 памяти, вычитающий блок 5, первый регистр 6, второй регистр 7, блок 8 сравнения, блок 9 исполнительных механизмов. Устройство работает следующим образом. В блок 2 загрузкн помещается п комплектуемых деталей, в блок 4 памяти заносятся значения центров группирования k требуемых значений, соответствующие числу образуемых групп. По команде блока i программ первая деталь из блока 2 загрузки поступает на измерительную позицию в измерительный блок 3. Блок 1 программ подает также команду в блок 4 памяти, из которого в измерительный блок 3 по- ступает первое из имеющихся значений центра группирования, а на вычитающий блок 5 - двоичный код номера этоГО значения (первого). В измерительном блоке 3 измеряется разность между величиной контролируемого параметра первой детали и значением первого центра группирования. Сигнал, пропорциональный, этой разности, в виде двоичного кода (S ), также поступает на вычитающий блок 5, с которого величина разности и номер значения центра группирования записываются в первый регистр 6. По команде программ блока 1 из блока 4 памяти в измерительный блок 3 поступает второе значение центра группирования, а на вычитаюш й блок 5 - код номера этого значения (второго). В измерительном блоке 3 вновь происходит измерение разностн между величиной параметра первой детали и значением второго центра группирования. Двоичный код, соответствукяций этой разности (), поступает на вычитающий блок 5, с которого величина разности и номер значения центра группирования записываются во второй регистр 7. Из первого 6 и второго .7 регистров коды, соответствующие величинам 5,, и , поступает в блок 8 сравнения и сравниваются. Большее значение из соответствующего регистра по сигналу с блока 8 сравнения стирается. Блок 1 программ подает команду, и с блока 4 памяти на измерительный блок 3 поступает следукицее (третье) значение центра группирования, а на вычитающий блок 5 - код номера этого центра группирования . Измерительный блок 3 измеряет разность между величиной параметра первой детали и значением третьего центра группирования (S;|ii) . Коды, соответствующие н номеру данного центра группирования, с вычитающего блока 5 записываются в свободньш регистр, В блоке 8 сравнения значения, хранимые в первом и втором регистрах, сравниваются и больщее стирается. Если в блоке памяти содержится k значений центров группирования, то после сравнения их всех со значением измеренного .параметра первой детали в одном из регистров окажется записанной разность S, где п - номер значения центра группирования, у которого разность со значением параметра первой детали является наименьшей. Из этого регистра информация с номером значения центра группирования (п) поступает в блок 9 исполнительных механизмов, который отсортировывает первую 58 деталь в группу деталей, наиболее близким к данноьгу значению центра группирования. По команде с блока 1 программ оба регистра обнуляются, а блок загрузки 2 устанавливается в ел дующее положение и на измерительную позицию поступает вторая деталь. Теперь измерительный блок 3 будет посл довательно мерить разность между зна чениями измерительного параметра вто рой детали и k значеииямн центров группирования, которые поступают из блока 4 памяти по командам блока 1 програ о«. Их разкостн 5,, Sj,... ,Sjf, сравш1Ваются в блоке 8 сравнения, и ннфо1Я4ация о номере значения центра грутшрования, разяосгь которого со значением параметра второй детали окажется наимеишгей, поступает в блок 9 исполнительных механизмов, ко торый направляет вторую деталь в соответствующую группу. Блок загрузки устаиавливается в следующее полакение, и на измерительную позицию поступает третья деталь, и работа устройства повторяется. УстроЛ:тво будет работать до тех пор, пока все п деталей, находяя{иеся в блоке звгрузки, ие будут сравнены со k эна чениягв центров группирования и рассортировашл по соответств о ш этим центрам группам. Таким образом, предлагаемое устройство для управле1шя автоматическо комплектовкой деталей позволяет расширить функцноналы01|е возмсжности ко плектования за счет одновременной ко плектовки деталей относительно различных центров группирования и образования желаемого числа комплектов, СОСТОЯФ1Х из идентичных деталей. В результате такого группирования получается, что суммарное отклонение значений параметров деталей в группе от выбранных центров группирования оказывается минимальным, и тем самым обеспечивается высокая точность груп- пирования. Формула изобретения Устройство для управления автоматиг ческой комплектовкой деталей, содержащее блок программ, подключенный первым выходом к первому входу блока загрузкн, соеда{н€ нного вторым входом с выходом блока испошштельных механизмов, а выходом - с первым входом измерительного блока, первый и второй регистры, свяэашше первьо ш выходами со входаьш блока сравнения, отличающееся тем, что, с целью расширения функцконалывдх возможностей устройства, в tiero введены вычитающий блок и блок яомятя, подключенный входом ко второму выходу блока программ, первым выходом - ко второму входу измерительного блока, а вторым выходом - к первому входу вычитающего блока, соединенного вторым входом с выходом измерительного блока,а выходами - с первыми входами первого и второго регистров, подключенных вторыми входами к выходам блока сравнения, а вторыми выходами - ко входу блока исполнительш11х механизмов. Источники информации, принятые BQ внимание при экспертизе 1.Автоматизация селективной сборки приборов. .ред. П.И. Буловского Л., Машиностроение, 1978, с.208211, рис. 5.8. 2.Авторское свидетельство СССР по заявке № 2768555/28-12, кл. В 07 С 5/ОА, 1979 (прототип).
