Изобретение относится к литейному производству, а именно к центробежному способу отливки калиброванных валков с износостойким поверхностным слоем. Известен способ центробежной отливки валков, включающий последовательную заливку во вращающуюся изложницу рабочего слоя валка и слоя сердцевины валка 1. Данный способ позволяет получить качественные валки, но не предусматривает получение поверхности валка с высокой твердостью. Наиболее близким по технической сущности к изобретению является способ изготовления проТкатных валков с износостойким поверхностным слоем, включающий вращение изложницы-, подогретой до 300-400°С, заливку расплава белого чугуна, образую щего слой 20-25 мм, подачу порощка тугоплавкого соединения, увеличение скорости вращения в 1,5-2,0 раза прогрев порощка теплом предварительно залитого чугуна до 900-950°, заливку перегретого иа 300- 400°С выще температуры солидус связующего расплава, последующее удаление и обработку валка. Все это позволяет получить качественные валки с износостойкой гладкой поверхностью, а с применением известного устройства, содержащего изложницу-с размещенными в ней радиально-разрезными полукольцами и расклинивающими их вставками, позволяет получить калиброванные валки 2. Однако если этим способом отлить калиброванные валки, то тяжелый тугоплавкий порощок под действием центробежной силы расположится неравномерно по объему калибров, т. е. у, основания калибра его будет значительно меньше, чем у верщины, что приведет к их неполноценности. Цель изобретения - снижение стоимости валка и повышение износостойкости калибров. Поставленная цель достигается тем, что в способе, включающем вращение изложницы, подогретой до 300 -400°С, заливку слоя чугуна, подачу порошка тугоплавкого соединения, заливку перегретого на 300- 400°С выще температуры солидус связующего расплава, последующее удаление и обработку валка, перед заливкой слоя чугуна в изложницу устанавливают втулку из низкоуглеродистой листовой стали, а заливку связующего расплава производят после деформации по профилю калибров втулки и слоя чугуна, насыщенного порошком тугоплавкого соединения, и заливку слоя чугуна производят в объеме 0,6-1,2 от объема калибров.
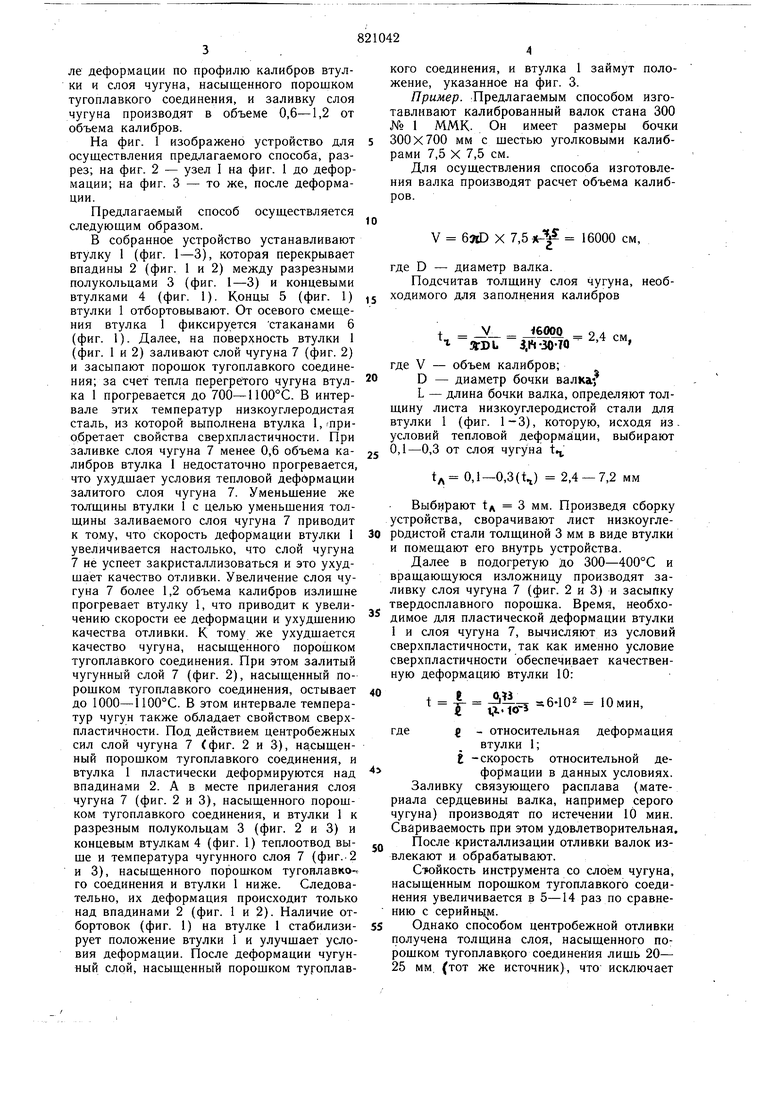
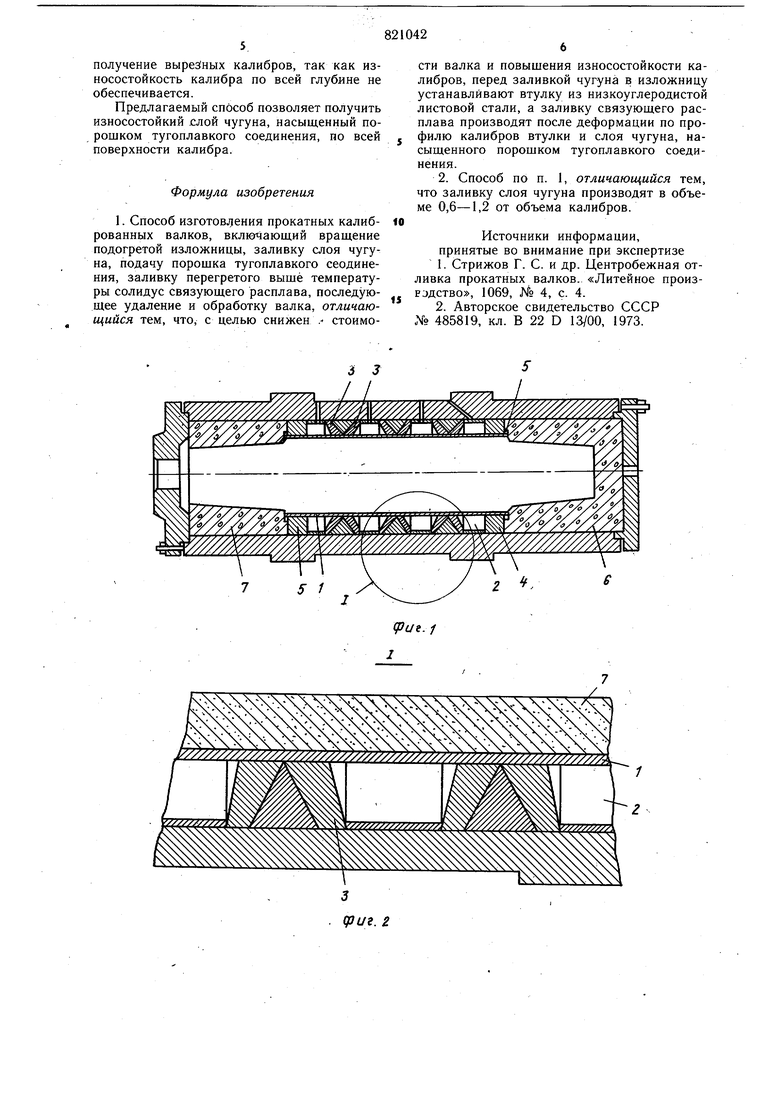
На фиг. 1 изображено устройство для осуществления предлагаемого способа, разрез; на фиг. 2 - узел I на фиг. 1 до деформации; на фиг. 3 - то же, после деформации.
Предлагаемый способ осуществляется следующим образом.
В собранное устройство устанавливают втулку 1 (фиг. 1-3), которая перекрывает впадины 2 (фиг. 1 и 2) между разрезными полукольцами 3 (фиг. 1-3) и концевыми втулками 4 (фиг. 1). Концы 5 (фиг. I) втулки 1 отбортовывают. От осевого смещения втулка 1 фиксируется стаканами 6 (фиг. 1). Далее, на поверхность втулки 1 (фиг. 1 и 2) заливают слой чугуна 7 (фиг. 2) и засыпают порощок тугоплавкого соединения; за счет тепла перегретого чугуна втулка 1 прогревается до 700-1100°С. В интервале этих температур низкоуглеродистая сталь, из которой выполнена втулка 1,гприобретает свойства сверхпластичности. При заливке слоя чугуна 7 менее 0,6 объема калибров втулка 1 недостаточно прогревается, что ухудшает условия тепловой деформации залитого слоя чугуна 7. Уменьшение же толщины втулки 1 с целью уменьшения толщины заливаемого слоя чугуна 7 приводит к тому, что скорость деформации втулки 1 увеличивается настолько, что слой чугуна 7 не успеет закристаллизоваться и это ухудшает качество отливки. Увеличение слоя чугуна 7 более 1,2 объема калибров излишне прогревает втулку 1, что приводит к увеличению скорости ее деформации и ухудшению качества отливки. К тому же ухудшается качество чугуна, насыщенного порошком тугоплавкого соединения. При этом залитый чугунный слой 7 (фиг. 2), насыщенный порощком тугоплавкого соединения, остывает до 1000-1100°С. В этом интервале температур чугун также обладает свойством сверхпластичности. Под действием центробежных сил слой чугуна 7 (фиг. 2 и 3), насыщенный порошком тугоплавкого соединения, и втулка 1 пластически деформируются над впадинами 2. А в месте прилегания слоя чугуна 7 (фиг. 2 и 3), насыщенного порошком тугоплавкого соединения, и втулки 1 к разрезным полукольцам 3 (фиг. 2 и 3) и концевым втулкам 4 (фиг. 1) теплоотвод выше и температура чугунного слоя 7 (фиг.-2 и 3), насыщенного порошком тугоилавко- го соединения и втулки 1 ниже. Следовательно, их деформация происходит только над впадинами 2 (фиг. 1 и 2). Наличие отбортовок (фиг. 1) на втулке 1 стабилизирует положение втулки 1 и улучшает условия деформации. После деформации чугунный слой, насышенный порошком тугоплавкого соединения, и втулка 1 займут положение, указанное на фиг. 3.
Пример, предлагаемым способом изготавливают калиброванный валок стана 300 № 1 ММК. Он имеет размеры бочки 300x700 мм с шестью уголковыми калибрами 7,5 X 7,5 см.
Для осуществления способа изготовления валка производят расчет объема калибров.
V бйО X 7, 16000 см.
где D - диаметр валка.
Подсчитав толщину слоя чугуна, необ,5 ходимого для заполнения калибров
6000
10UU4о ,.
t-
1 згвь-j/ o
где V - объем калибров;
D - диаметр бочки валка L - длина бочки валка, определяют толщину листа низкоуглеродистой стали для втулки 1 (фиг. 1-3), которую, исходя из. условий тепловой деформа1ции, выбирают 5 0,1-0,3 от слоя чугуна t,
0,1-0,3 (t) 2,4 - 7,2 мм
Выбирают 1д 3 мм. Произведя сборку устройства, сворачивают лист низкоугле0 родистой стали толщиной 3 мм в виде втулки и помещают его внутрь устройства.
Далее в подогретую до 300-400°С и вращающуюся изложницу производят заливку слоя чугуна 7 (фиг. 2 и 3) и засыпку твердосплавного порошка. Время, необходимое для пластической деформации втулки 1 и слоя чугуна 7, вычисляют из условий сверхпластичности, так как именно условие сверхпластичности обеспечивает качественную деформацик) втулки 10:
r i -To-5 ° °
{ - относительная деформация
где
втулки 1;
Ё -скорость относительной де формации в данных условиях.
Заливку связующего расплава (материала сердцевины валка, например серого чугуна) производят по истечении 10 мин. Свариваемость при этом удовлетворительная, ,Q После кристаллизации отливки валок извлекают и обрабатывают.
Стюйкость инструмента со слоем чугуна, насыщенным порошком тугоплавкого соединения увеличивается в 5-14 раз по сравнению с серийньш.
55 Однако способом центробежной отливки получена толщина слоя, насыщенного порошком тугоплавкого соединения лишь 20- 25 мм. (тот же источник), что исключает
получение вырезных калибров, так как износостойкость калибра по всей глубине пе обеспечивается.
Предлагаемый способ позволяет получить износостойкий .слой чугуна, насыщенный порошком тугоплавкого соединения, по всей поверхности калибра.
Формула изобретения
1. Способ изгoтoвJJeния прокатных калиброванных валков, включающий вращение подогретой изложницы, заливку слоя чугуна, подачу порошка тугоплавкого сеодинения, заливку перегретого выше температуры солидус связующего расплава, последующее удаление и обработку валка, отличающийся тем, что, с целью снижен .- стоимости валка и повышения износостойкости калибров, перед заливкой чугуна в изложницу устанавливают втулку из низкоуглеродистой листовой стали, а заливку связующего расплава производят после деформации по профилю калибров втулки и слоя чугуна, насыщенного порошком тугоплавкого соединения.
2. Способ по п. 1, отличающийся тем, что заливку слоя чугуна производят в объеме 0,6-1,2 от объема калибров.
Источники информации, принятые во внимание при экспертизе
1.Стрижов Г. С. и др. Центробежная отливка прокатных валков. «Литейное произнэдство, 1069, № 4, с. 4.
2.Авторское свидетельство СССР № 485819, кл. В 22 D 13/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежной отливки прокатных валков | 1979 |
|
SU789228A1 |
| Способ центробежного литья двухслойных валков | 1980 |
|
SU908497A1 |
| Способ центральной отливки прокатных валков и установка для его осуществления | 1978 |
|
SU710151A1 |
| Способ центробежного литья двухслойного валка | 1983 |
|
SU1119771A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824077C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824367C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ПРОКАТНЫХ ВАЛКОВ | 1996 |
|
RU2109595C1 |
| Стержень для отливки прокатных валков | 1976 |
|
SU784981A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
2
