(54) СПОСОБ ПРОВЕРКИ ОБВОДОВ БОРТОВОЙ СЕКЦИИ СУДНА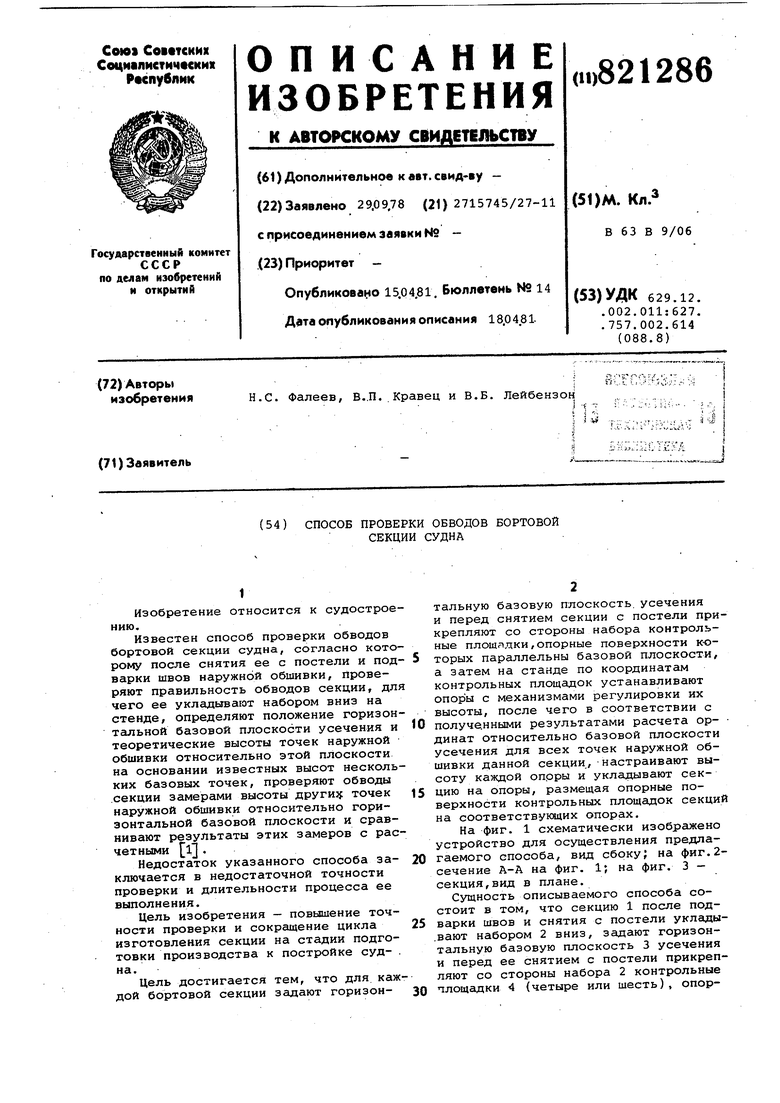
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптический способ проверки положенияКОРпуСНыХ КОНСТРуКций и ОбВОдОВ СудНАНА СТАпЕлЕ | 1979 |
|
SU844460A1 |
| Способ проверки формы корпусной конструкции по ее диагонали | 1983 |
|
SU1152866A1 |
| Способ проверки лекальной кромки постели для сборки корпуса судна | 1971 |
|
SU470431A1 |
| Способ разметки теоретических линий набора и контурных линий секций корпуса судна | 1983 |
|
SU1123929A1 |
| Способ проверки положения по высоте элементов конструкции и обводов корпуса судна | 1980 |
|
SU965875A1 |
| Постель для формирования секций корпуса судна | 1981 |
|
SU1000338A1 |
| Постель для формирования секций корпуса судна | 1981 |
|
SU979197A1 |
| Постель для формирования секций корпуса судна | 1980 |
|
SU925739A1 |
| Постель для формирования секцийКОРпуСА СудНА | 1979 |
|
SU850489A1 |
| Устройство для ориентирования и фиксации в теоретическом положении палубных секций судна | 1977 |
|
SU698834A1 |

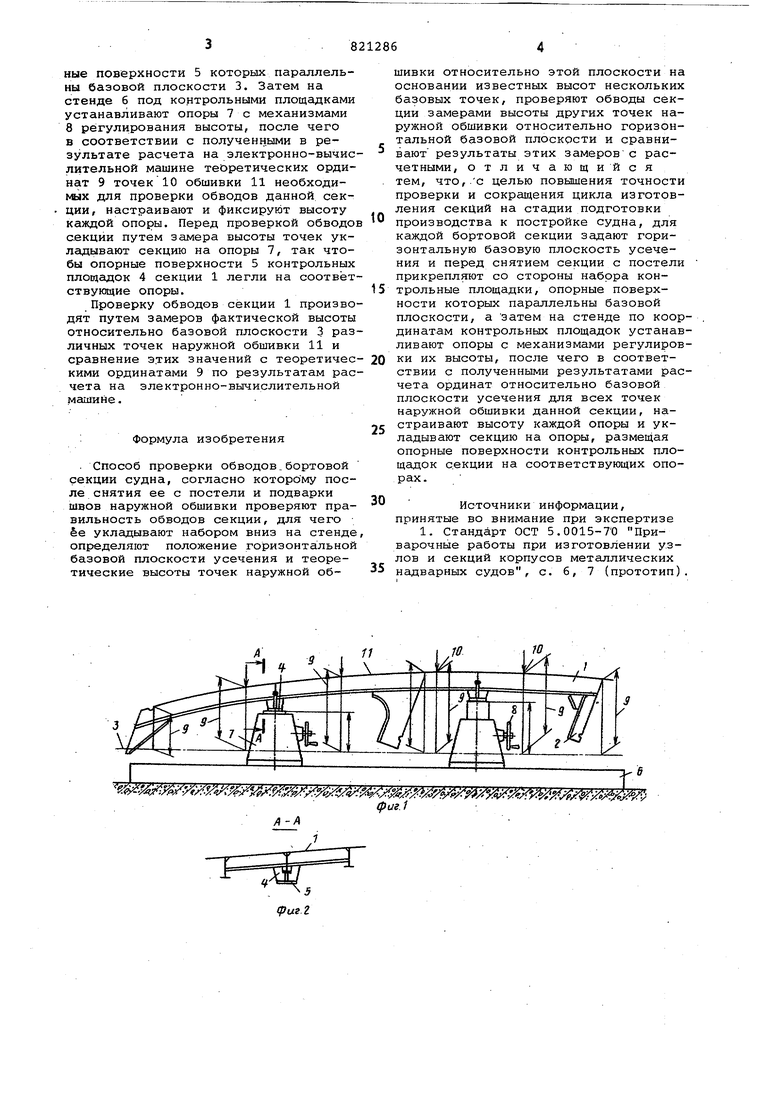
Изобретение относится к судострое нию. Известен способ проверки обводов бортовой секции судна, согласно кото рому после снятия ее с постели и под варки швов наружной обшивки, проверяют правильность обводов секции, дл чего ее укладьюают набором вниз на стенде, определяют положение горизон тальной базовой плоскости усечения и теоретические высоты точек наружной обшивки относительно этой плоскости на основании известных высот несколь ких базовых точек, проверяют обводы .секции замерами высоты другиз точек наружной обшивки относительно горизонтальной базовой плоскости и сравнивают результаты этих замеров с рас четными 1 . Недостаток указанного способа заключается в недостаточной точности проверки и длительности процесса ее выполнения. Цель изобретения - повышение точности проверки и сокращение цикла изготовления секции на стадии подготовки производства к постройке судна. Цель достигается тем, что для. каж дой бортовой секции задают горизонтальную базовую плоскость, усечения и перед снятием секции с постели прикрепляют со стороны набора контрольные площадки,опорные поверхности которых параллельны базовой плоскости, а затем на станде по координатам контрольных площадок устанавливают опоры с механизмами регулировки их высоты, после чего в соответствии с полученными результатами расчета ор- динат относительно базовой плоскости усечения для всех точек наружной обшивки данной секции., настраивают высоту каждой оп.оры и укладывают секцию на опоры, размещая опорные поверхности контрольных площадок секций на соответствующих опорах. На фиг. 1 схематически изображено устройство для осуществления предлагаемого способа, вид сбоку; на фиг.2сечение А-А на фиг. 1; на фиг. 3 - секция,вид в плане. Сущность описываемого способа состоит в том, что секцию 1 после подварки швов и снятия с постели уклгщывают набором 2 вниз, задают горизонтальную базовую плоскость 3 усечения и перед ее снятием с постели прикрепляют со стороны набора 2 контрольные площадки 4 (четыре или шесть), опорные поверхности 5 которых параллельны базовой плоскости 3. Затем на стенде 6 под контрольными площадками устанавливают опоры 7 с механизмами 8 регулирования высоты, после чего в соответствии с полученн,ыми в результате расчета на электронно-вычис лительной машине теоретических ординат 9 точек 10 обшивки 11 необходимых для проверки обводов данной секции, настраивают и фиксируют высоту каждой опоры. Перед проверкой обводо секции путем замера высоты точек укладывают секцию на опоры 7, так чтобы опорные поверхности 5 контрольных площадок 4 секции 1 легли на соответ ствующие опоры. Проверку обводов секции 1 произво дят путем замеров фактической высоты относительно базовой плоскости 3 раз личных точек наружной обшивки 11 и сравнение э.тих значений с теоретичес кими ординатами 9 по результатам рас чета на электронно-вычислительной машине. Формула изобретения . Способ проверки обводов,бортовой секции судна, согласно которому после снятия ее с постели и подварки швов наружной обшивки проверяют правильность обводов секции, для чего ее укладывают набором вниз на стенде определяют положение горизонтальной базовой плоскости усечения и теоретические высоты точек наружной .. А-А L/e.f шивки относительно этой плоскости на основании известных высот нескольких базовых точек, проверяют обводы секции замерами высоты других точек наружной обшивки относительно горизонтальной базовой плоскости и сравнивают результаты этих замеров с расчетными, отличающийся тем, что,.С целью повышения точности проверки и сокращения цикла изготовления секций на стадии подготовки производства к постройке судна, для каждой бортовой секции задают горизонтальную базовую плоскость усечения и перед снятием секции с постели прикрепляют со стороны набора контрольные площадки, опорные поверхности которых параллельны базовой плоскости, а затем на стенде по координатам контрольных площадок устанавливают опоры с механизмами регулировки их высоты, после чего в соответствии с полученными результатами расчета ординат относительно базовой плоскости усечения для всех точек наружной обшивки данной секции, настраивают высоту каждой опоры и укладывают секцию на опоры, размещая опорные поверхности контрольных площадок секции на соответствующих опорах. Источники информации, принятые во внимание при экспертизе 1. Стандарт ОСТ 5.0015-70 Приварочные работы при изготовлении узлов и секций корпусов металлических надварных судов, с. 6, 7 (прототип). -)
