.(54) ИНДУКЦИОННАЯ ПЕЧЬ-ВАННА
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь-ванна для нагрева в расплаве солей | 1985 |
|
SU1254036A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| Индукционная печь | 1980 |
|
SU924919A1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| СЪЕМНЫЙ ПЕРЕНОСНОЙ ФУТЕРОВАННЫЙ ТИГЕЛЬ ДЛЯ ИНДУКЦИОННОЙ ПЛАВКИ | 2013 |
|
RU2527565C1 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| Индукционная печь | 1987 |
|
SU1505900A1 |
| Печь для горячего алюминирования изделий из расплава | 1980 |
|
SU962330A1 |
Изобретение относится к на-греву -металлов в расплаве солей, например солей бария, и может быть использовано для термообработки ковки, пайки деталей и насыщения их поверхности металлами в таких отраслях промьалленности, как машиностроение, химия, металлургия.
Известна соляная печь-ванна, включающая Футерованный тигель, электроды в виде Г-образных пластин .
Недостаток этой печи - неравномерность распределения температуры так как электроды массивны, срабатываются неравномерно и в связи с уменьшением их длины уменьшается сечение столба расплава, по которому течет ток. Это значит, что увеличивается сопротивление ванны, т.е. необходимо регулировать режим. В случае же увеличения плотности тока в верхних слоях расплава из-за резкого роста температуры увеличиваются потери на излучение тепла и испарение соли. При этом происходит растворение шамотной клки печи, что приводитк увеличению тепловых потерь, т.е. к увеличению расхода энергии.
Известна печь для разогрева в расплаве солей, содержащая высокочастотный индуктор и размещенный в нем футерованный тигель, внутри которого, по периметру, равномерно размещены секционные графитовые элементы 2.Однако трудоемкость их изгото0вления связана с наличием футерованного тигля, который в работе быстро выходит из строя. Это объясняв;ется тем, что соли бария при застывании или разогреве леняют свой
5 объем в пределах 20%, отчего при быстрых теплосменах футеровка испытывает большие механические н-агрузки и растрескивается, разрушается. Замена тиглей после выхода их из
0 строя длительна. Кроме того, нет значительно перегретых зон расплава, обеспечивающих необходимую циркуляцию его. Трудоемкость изгото1вления включает также и сложность
5 крепления графитовых элементов на стенках тигля из-за постоянного их выталкивания из расплава.
Известна индукционная печь-ванна, содержащая каркас, индуктор, металлический тиЬель 3j.
Недостаток печи-ванны - невозможность гарантировать надежность и долговечность работы металлического тигля при температуре расплава вьиде Т 1000°С. В цилиндрическом тигле первоначально соль плавится у стенок тигля равномерно по перимеру, но так как нет принудительного перемешивания расплава за счет элекромагнитных сил, то придонная часть расплава имеет температуру выше температуры его з-еркала примерно на 100-150 - С, так как последнее излучает тепло и снимает его со стенок тигля, в донной же зоне имеет место потеря тепла только за счет излучения через стенки тигля, поэтому металлический тигель имеет температуру в донной части выше температуры расплава на 200-250°С. Если учесть, что температура плавления металла самого тигля составляет , то налицо прогар в зоне днища самого тигля, если температура расплава 1000с.
Цель изобретения - повышение надежности и долговечности работы металлического тигля при расширении диапазона температур нагрева.
Для достижения этой цели печь-вана снабжена равномерно расположенными по образующей металлического тигля карманами, полости которых соощаются с полостью металлического тигля.
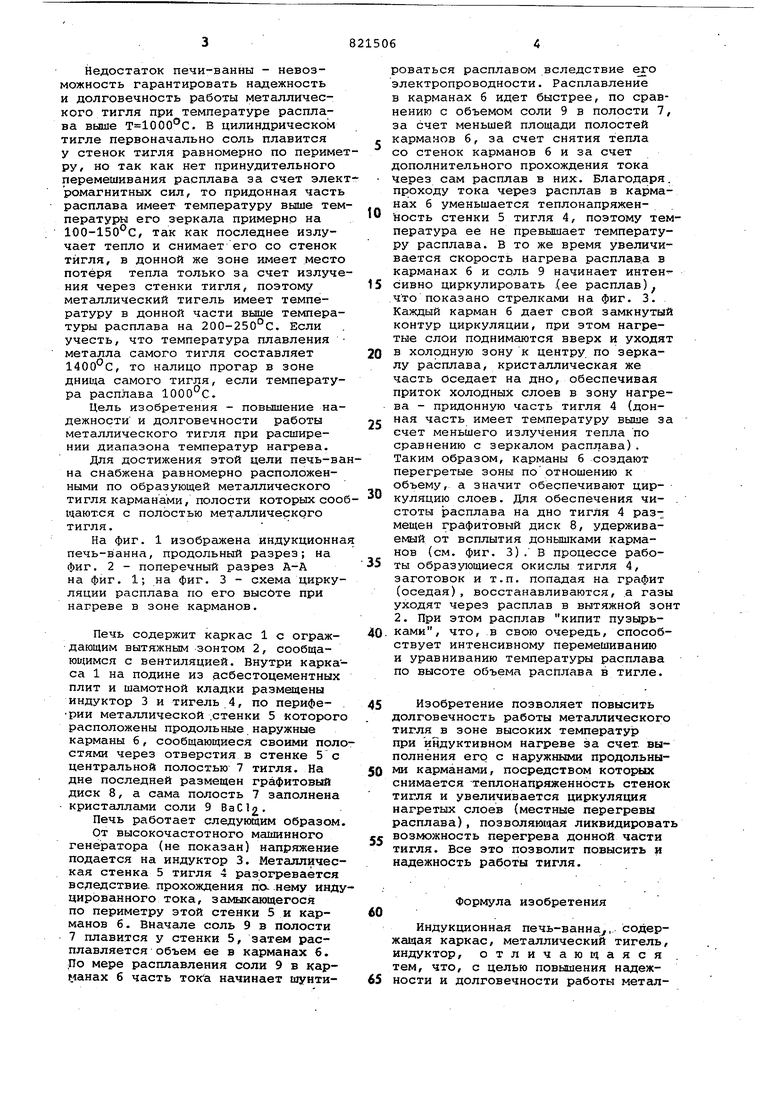
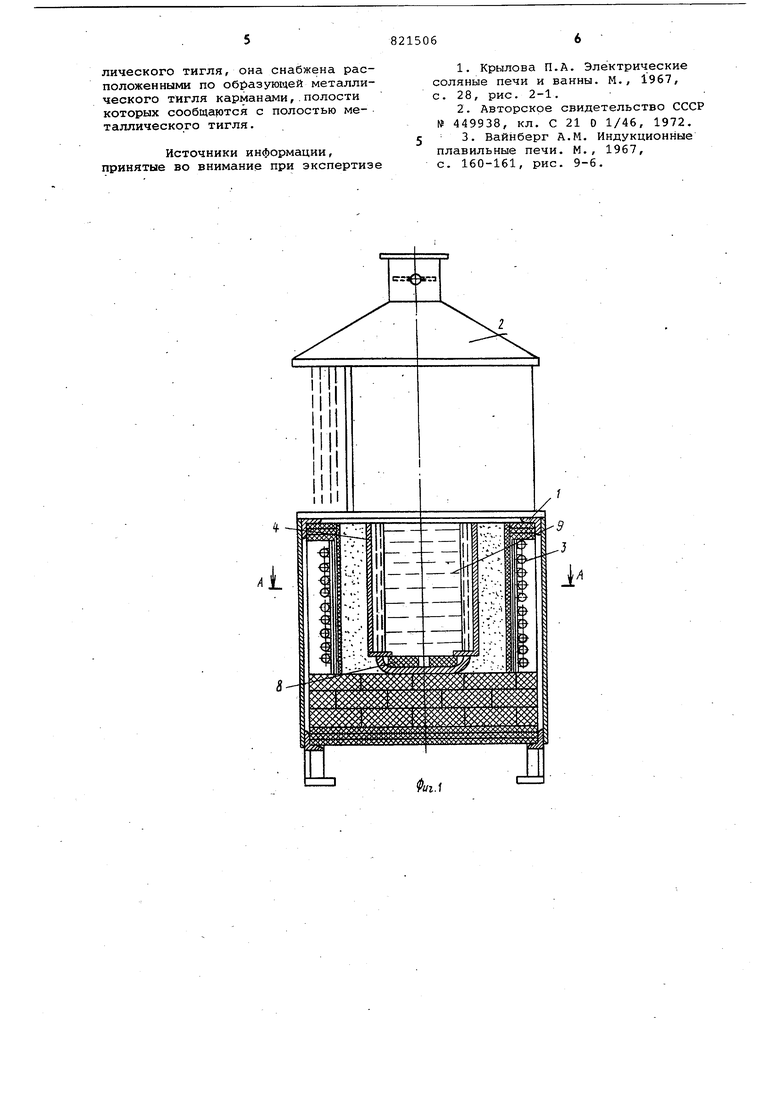
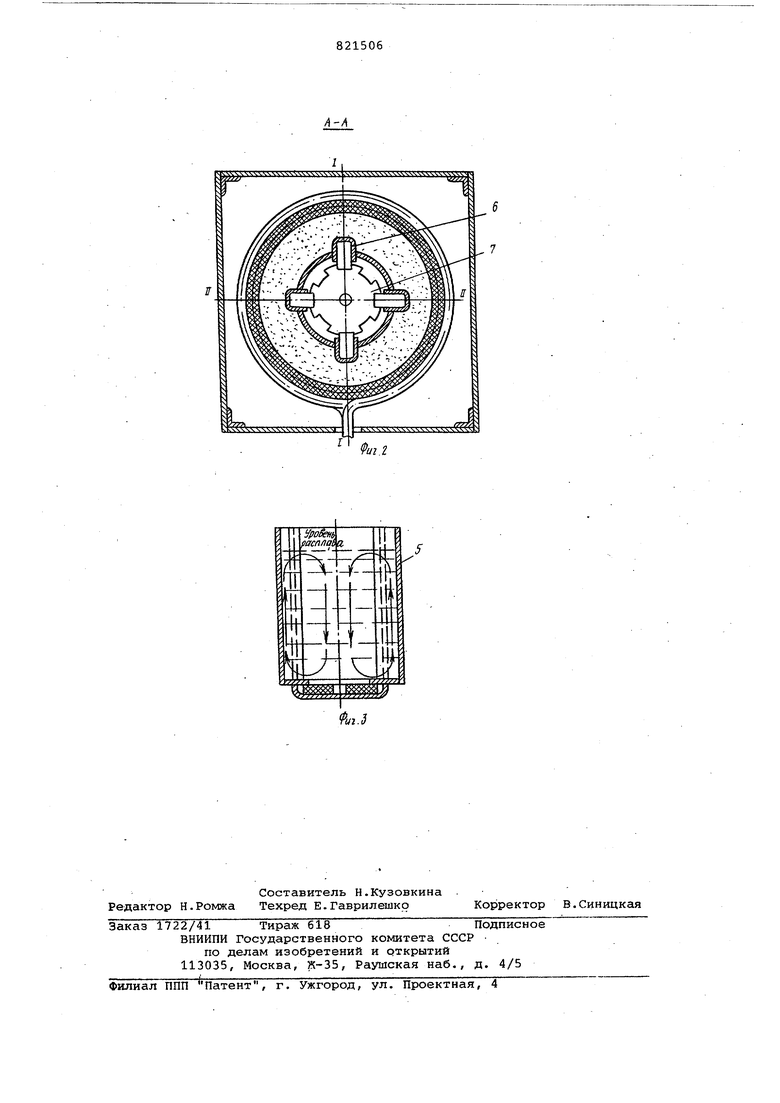
На фиг. 1 изображена индукционна печь-ванна, продольный разрез; на фиг, 2 - поперечный разрез А-А на фиг. 1; на фиг. 3 - схема циркуляции расплава по его высоте при нагреве в зоне карманов.
Печь содержит каркас 1 с ограждающим вытяжным зонтом 2, сообщающимся с вентиляцией. Внутри каркаса 1 на подине из асбестоцементных плит и шамотной кладки размещены индуктор 3 и тигель 4, по периферии металлической .стенки 5 которого расположены продольные наружные карманы б, сообщающиеся своими полостями через отверстия в стенке 5 с центральной полостью 7 тигля. На дне последней размещен графитовый диск 8, а сама полость 7 заполнена кристаллами соли 9 BaClji.
Печь работает следукщим образом
От высокочастотного машинного гене ратора (не показан) напряжение подается на индуктор 3. Металлическая стенка 5 тигля 4 разогревается вследствие, прохождения по- .нему индуцированного тока, замыкающегося по периметру этой стенки 5 и карманов б. вначале соль 9 в полости 7 плавится у стенки 5, затем расплавляется объем ее в карманах 6. ;По мере расплавления соли 9 в карманах б часть тока начинает шунтироваться расплавом вследствие его электропроводности. Расплавление в карманах б идет быстрее, по сравнению с объемом соли 9 в полости 7, за счет меньшей площади полостей карманов б, за счет снятия тепла со стенок карманов б и за счет дополнительного прохождения тока через сам расплав в них. Благодаря, проходу тока через расплав в карманах б уменьшается теплонапряженность стенки 5 тигля 4, поэтому температура ее не превышает температуру расплава. В то же время увеличивается скорость нагрева расплава в карманах б и соль 9 начинает интен сивно циркулировать .(ее расплав) что показано стрелками на фиг. 3. Каждый карман б дает свой замкнутый контур циркуляции, при этом нагретые слои поднимаются вверх и уходят в холодную зону к центру по зеркалу расплава, кристаллическая же часть оседает на дно, обеспечивая приток холодных слоев в зону нагрева - придонную часть тигля 4 (донная часть имеет температуру выше за счет меньшего излучения тепла по сравнению с зеркалом расп.лава) . Таким образом, карманы б создают перегретые зоны по отношению к объему, а значит обеспечивают циркуляцию слоев. Для обеспечения чистоты расплава на дно тигля 4 размещен графитовый диск 8, удерживаемый от всплытия донышками карманов (см. фиг. 3) . в процессе работы образующиеся окислы тигля 4, заготовок и т.п. попадая на графит (оседая), восстанавливаются, .а газы уходят через расплав в вытяжной зон 2. При этом расплав кипит пузырьками, что, в свою очередь/ способствует интенсивному перемешиванию и уравниванию температуры расплава по высоте объема расплава в тигле.
Изобретение позволяет повысить долговечность работы металлического тигля в зоне высоких температур при индуктивном нагреве за счет, выполнения его с наружными продольными карманами, посредством которых снимается теплонапряженность стенок тигля и увеличивается циркуляция нагретых слоев (местные перегревы расплава), позволяющая ликвидировать
ВОЗМОЖНОСТЬ Перегрева донной части тигля. Все это позволит повысить и надежность работы тигля.
Формула изобретения
Индукционная печь-ванна, содержащая каркас, металлический тигель, индуктор, отличающаяся тем, что, с целью повышения надежности и долговечности работы металлического тигля, она снабжена расположенными по образующей металлического тигля карманами,.полости которых сообщаются с полостью металлического тигля.
Источники информации, принятые во внимание при экспертизе
