(54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБЫ
ции металла, при этом труба, прокатываясь в калибре валка, возвращается в сторону, обратную подаче, а колебания трубы принудительно затухают, так как конец гильзы и прокатанная часть трубы, зажатая калибром валка, перемещается по одной оси, а труба передвигается по выходному рольгангу пилигримового стана. Затем происходит калибровка прокатываемого участка трубы на калибрующем участке ручья калибра валков. На этом этапе колебания трубы отсутствуют,, труба также прокатывается в сторону, обратную подаче, при этом ось трубы совпадает с осью рольганга пилигримового стана. Далее цикл прокатки повторяется.
Таким образом,, за время прокатки гильзы колебания трубьг носят циклический характер; наибольщие колебания трубы приходятся на подачу и поворот гильзы на 90°, далее колебания носят, затухающий характер при деформации прокатываемого участка трубы и, наконец, имеются промежутки времени, когда труба соверщает только перемещение по оси рольганга в сторону, обратную подаче без колебаний.
Цель изобретения - упрощение устройства и повыщение эксплуатационной надежности его работы.
Поставленная цель достигается тем, что в устройство, содержащее источник и приемник проникающего излучения, блок преобразования сигнала приемника излучения, вход которого соединен с выходом приемника излучения и выходной сигнал которого пропорционален измеряемой толщине стенки трубы, введены датчик начала и конца калибровки прокатываемого участка трубы за каждую подачу, триггер и исполнительное реле, причем вход триггера соединен с выходом датчика, а выход - с входом исполнительного реле, которое управляет блоком преобразования.
Наличие датчика начала и конца калибровки прокатьшаемого участка трубы за каждую подачу, триггера и исполнительного реле позволяет проводить измерение в те промежутки времени, когда труба не колеблется и ось трубы совпадает с осью луча проникающего излучения.
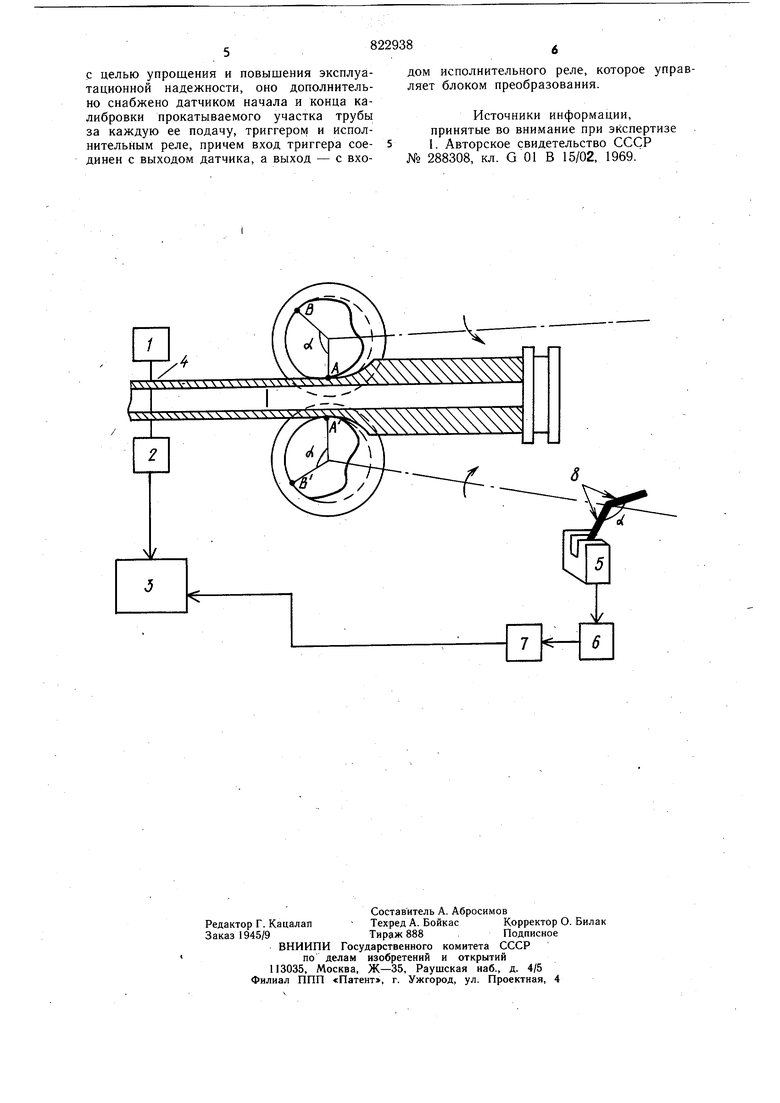
На чертеже представлена блок-схема устройства измерения толщины стенки трубы, прокатываемой в валках пилигримового стана.
Устройство содержит источник 1 излучения, приемник 2 излучения, блок 3 преобразования сигнала приемника излучения и выходной сигнал, пропорциональный измеряемой толщине стенки трубы 4, датчик 5 начала (точка А) и конца (точка Б) калибровки прокатываемого участка трубы, триггер 6 и исполнительное реле 7.
Работа устройства происходит следующим образом.
Источник 1 проникающего излучения непрерывно просвечивает через две стенки по диаметру трубу. Приемник 2 преобразует часть проникающего излучения, прощедщего через трубу, в электрический сигнал, который поступает на вход блока 3 преобразования сигнала приемника излучения в выходной сигнал, пропорциональный измеряемой толщине стенки трубы 4. В момент времени, соответствующий началу калибровки прокатываемого участка трубы (расстояние между точками АА минимальное) срабатывает датчик 5 начала
калибровки прокатываемого участка трубы. Контактный или бесконтактный датчик 5 срабатывает от флажка-указателя 8, устанавливаемого, например , на щпинделе, соединяющем нижний валок пилигримового стана с выходом редуктора. Сигнал с датчика 5 опрокидывает триггер 6, который вызывает срабатывание исполнительного реле 7, разрещающего преобразование сигнала приемника излучения в выходной сигнал, пропорциональный измеряемой толщине стенки трубы блоку 3. В конце .калибровки прокатываемого участка трубы, когда расстояние между точками ВВ становится минимальным, датчик 5 опрокидывает триггер 6 в исходное положение, при этом обесточивается исп9лнительное реле 7,
5 которое в этом положении запрещает блоку 3 преобразование сигнала приемника излучения в выходной сигнал, пропорциональный измеряемой толщине стенки трубы. Использование датчика триггера и исполнительно-го реле выгодно отличает предлагаемое устройство от известного,так как значительно упрощает его. В результате повыщается надежность его работы, так как в предлагаемом устройстве отсутствует узел совмещения оси трубы с осью луча
5 проникающего излучения, работающий в, условиях высоких температур и больщих вибраций, а также упрощается обслуживание предлагаемого устройства, поскольку условия эксплуатации новых элементов не связаны с температурой и вибрациями
0 прокатываемой трубы.
Применение предлагаемого устройства на пилигримовом стане позволяет измерять толщину стенки горячей трубы, прокатываемой в валках пилигримового стана, что
5 обеспечит возможность оперативного вмещательства в технологический процесс с целью прокатки трубы со стабильной стенкой в поле минусового допуска.
Формула изобретения
Устройство для измерения толщины стенки трубы, прокатываемой в валках пилигримового стана, содержащее источник и приемник проникающего излучения, блок преобразования сигнала приемника из,пучения, вход которого соединен с выходом приемника излучения, отличающееся тем, что.
с целью упрощения и повышения эксплуатационной надежности, оно дополнительно снабжено датчиком начала и конца калибровки прокатываемого участка трубы за каждую ее подачу, триггером и исполнительным реле, причем вход триггера соединен с выходом датчика, а выход - с входом исполнительного реле, которое управляет блоком преобразования.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 288308, кл. G 01 В 15/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения толщины стенкиТРубы | 1979 |
|
SU822939A1 |
| Устройство для измерения толщины стенки трубы | 1986 |
|
SU1323148A1 |
| Устройство для измерения раствора валков пилигримового стана | 1981 |
|
SU1009543A1 |
| Способ настройки пилигримового стана | 1983 |
|
SU1168307A1 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2301713C2 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1984 |
|
SU1196054A1 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2545928C2 |
| Устройство управления трубопрокатным станом | 1985 |
|
SU1310054A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1990 |
|
RU2040351C1 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ РАЗМЕРОМ 244,5×7,9, 244,5×9 И 244,5×10 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2508955C1 |
V
й
ж
/
