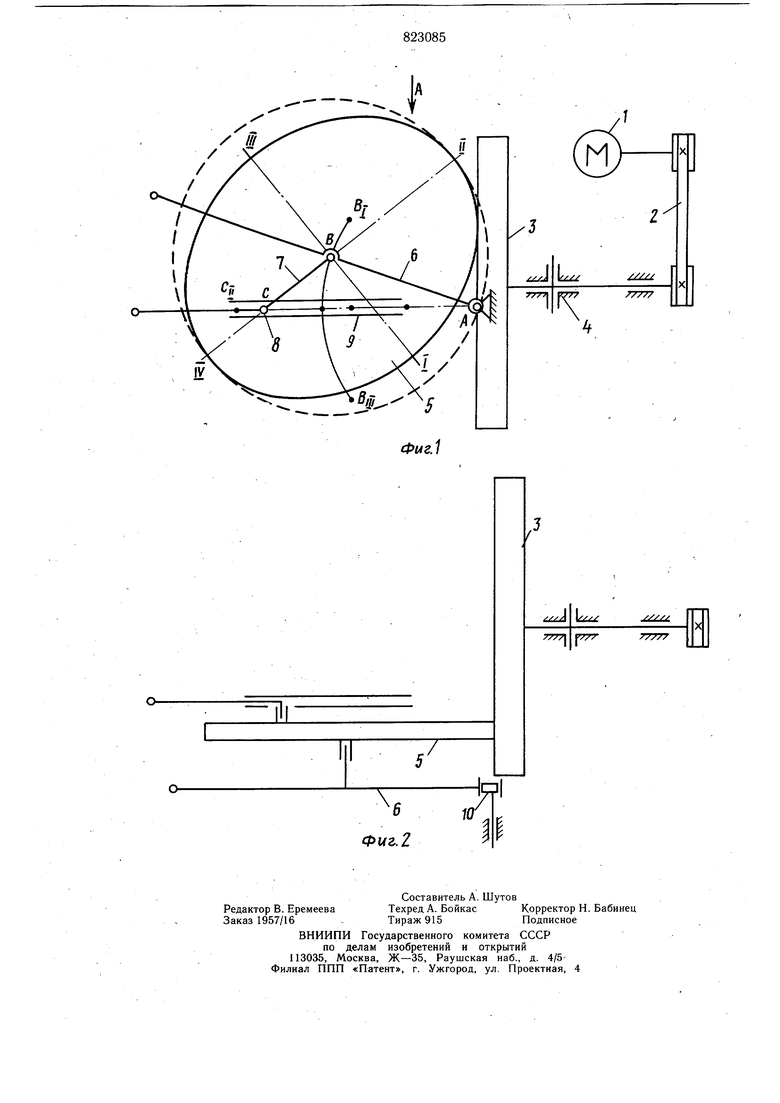
(54) УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ВЫПУКЛЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ и в фокусе С сверлятся отверстия для шарниров. В этих случаях отдельной детали не требуется, что упрощает конструкцию. Ползун 8 перемещается в неподвижных направляющих 9, ось которых перпендикулярна торцовой плоскости круга и проходит через центр шарнира А, который располагается в плоскости, совпадающей с плоскостью рабочего торца шлифовального круга. Эксцентрик 10 служит для изменения длины АВ коромысла. Устройство работает следующим образом. Получение эллиптической формы шлифуемой поверхности основано на свойстве эллипса (основания перпендикуляров, опущенных из фокуса на касательные, лежат на окружности, построенной на большой оси, как на диаметре). Касательные в предлагаемом устройстве реализуются торцом круга, перпендикуляры, опущенные из фокуса С на касательные - осью СА направляющих ползуна. Основа1ния А указанных перпендикуляров всегда лежат на окружности, диаметр которой равен большой оси эллипса, так как АВ равна полуоси. Эта окружность скреплена с эллипсом и перемещается вместе с ним по мере обработки различных участков эллипса. Для обработки эллипса коромысло 6 приводится в качательное движение механическим или ручным приводом так, что шарнир В перемещается по дуге BjBa. Когда шарнир В находится в крайней точке BI, шатун ВСрасположен параллельно торцу круга так же, как и большая ось эллипса. Это соответствует нейтральному положению шатуна 7, из которого его надлежит принудительно вывести, например, переместив его по схеме влево рукояткой. После прохода нейтрального-положения Ci дальнейшее перемещение шарнира и поворот кулачка (детали) можно осуществлять той же рукояткой или поворотом коромысла своей рукояткой против часовой стрелки, пока шарнир не подойдет к точке Сц .При этом центр эллипса перемещается по дуге ВдВ,,, а щлифовальный круг обрабатывает участок эллипса 1-II. Дальнейший по.ворот коромысла против часовой стрелки приводит к перемещениям шарниров по дуге В„В,„ и по прямой С,С,„ (точки С,, и С, совпадают), а шлифовальный круг обрабатывает участок эллипса IIIII. Теперь требуется снова принудительно переместить шарнир С, но .уже вправо по схеме. Далее коромысло поворачивается по часовой стрелке, шарниры перемещаются по дуге B,nB,v , прямой СшС.у, обрабатывается участок эллипса Щ-IV, а далее аналогично - участок IV-I. Так как обычно припуск на шлифовку снимается за несколько проходов, то процесс -повторяется. Рри этом подача осуществляется за счет незначительного изменения длины АВ коромысла. Это производится поворотом эксцентрика 10, при котором ось вращения коромысла остается в точке А (эксцентрик самотормозящийся). Для правки шлифовального круга устанавливается алмазный карандаш, перемещающийся по неподвижным направляющим обычной конструкции. После каждой правки торец круга должен быть снова установлен в плоскости шарнира А, для чего вал шлифовального круга имеет возможность перемещаться в осевом направлении, что осуществляется соответствующим поворотом гайки, регулирующей положение подшипника шлифовального круга. Устройство позволяет получать эллипсы с различными полуосями и эксцентриситетами. Для получения эллипсов с одинаковыми большими полусоями, но разными фокусными расстояниями, достаточно изменить длину шатуна. В тех случаях, когда функции шатуна выполняет сама обрабатываемая деталь, достаточно просверлить в ней отверстия на требуемом расстоянии. Для изменения размеров большой полуоси длина АВ коромысла выполняется регулируемой или применяк)тся сменные коромысла. Таким образом, предлагаемое устройство позволяет повысить точность обработки. Формула изобретения 1.Устройство для шлифования выпуклых эллиптических поверхностей, содержащее приводы вращения детали и щлифовального круга и механизм, звенья которого при перемещении образуют замкнутую эллиптическую траекторию, отличающееся тем, что, с целью повышения точности обработки, оно снабжено коромысло-ползунковым механизмом, выполненным в виде шатуна, щарнирно связанного с ним ползуна, направляющие которого перпендикулярны плоскости, совпадающей с плоскостью рабочего торца шлифовального круга, и коромысла, ось качания которого расположена в точке пересечения оси ползуна с плоскостью, совпадающей с плоскостью рабочего торца шлифовального круга. 2.Устройство по п. 1, отличающееся тем, что, с целью осуществления подачи путем регулирования длины коромысла, ось .качания коромысла снабжена эксцентриком. Источники информации, принятые во внимание при экспертизе 1. Запазнов Н. П. Изготовление асферической оптики. М., «Машиностроение, 1978, с. 124-126, рис. 86.
Фиг.1
Ixxyx
ХХХХУ
ртг
/w/i
X,/XX
