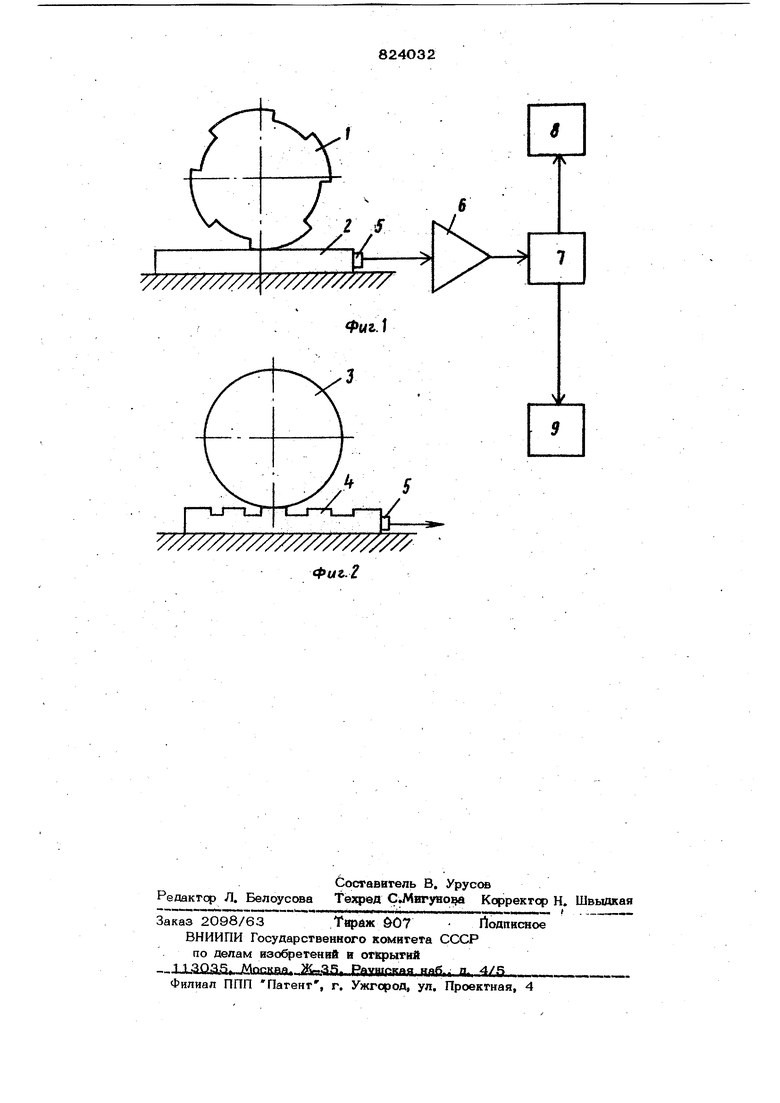
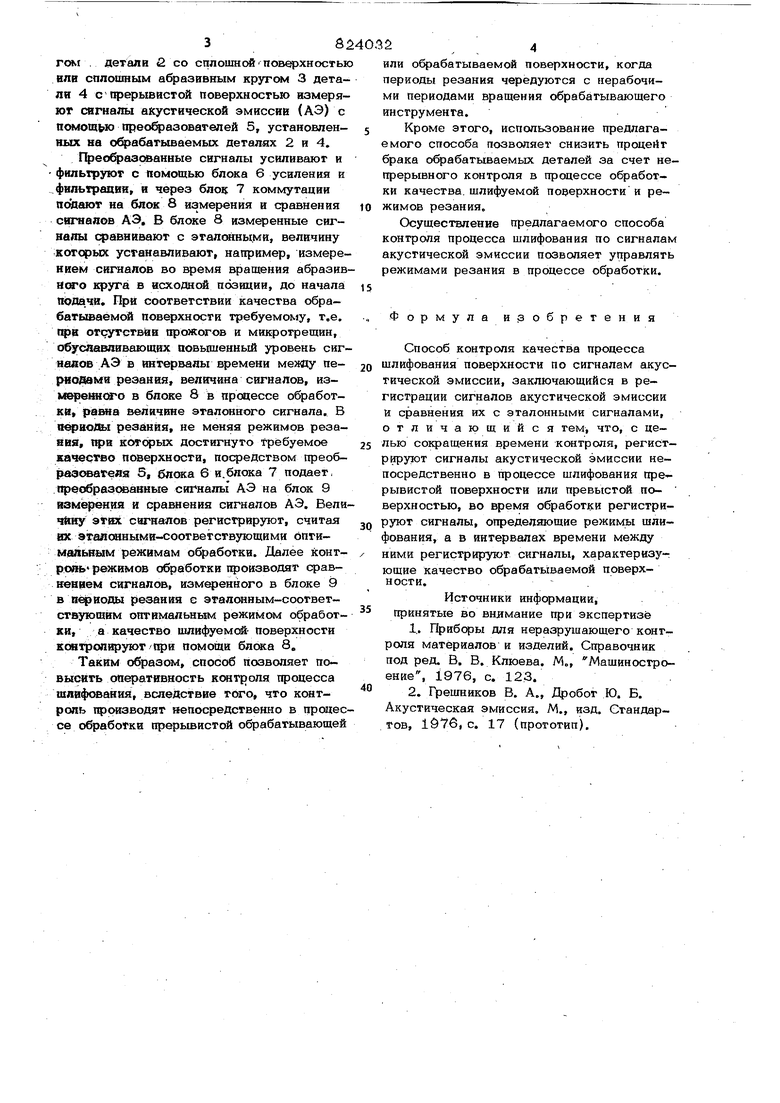
гом . детали 2 со оплошней поверхностью влв сплошным абразивным кругам 3 детали 4 Спрерывистой поверхностью измеряют сигналы акустической эмиссии (АЭ) с помош&ю преофазователей 5, установленных на обрабатываемых деталях 2 в 4.
Г еофазованные сигналы усиливают и фильтруют с помощью блока 6 усиления и фильтрация, и через блок 7 коммутации попают на блок 8 измерения и сравнения АЭ, В блоке 8 измеренные сигвалы сравнивают с эталшными, величину которых устанавливают, например, измерением сигналов во время вращения абразивHcsro круга в исходаой позиции, до начала пода.ни. При соответствии качества обрабатываемой поверхности требуемому, т.е. гфн отсутствии прожогов и микротрещин, обуславливающих повышенный уровень сигнавов АЭ в интервалы времени между периодами резания, величина сигналов, измерешого в блоке 8 в процессе офаботкв равна величине эталонного сигнала. В оервоЛЫ резания, не меняя режимов резания, нрн которых достигнуто требуемое качество поверхности, посредством преоб{эаэовагеая 5, блсжа 6 и.блока 7 подает, (1ресбраэ(шавные сигналы АЭ на блок 9 измерения и сравнения сигналов АЭ. Величину этих Сигналов регистрируют, считая вх эгаяоннымй-соотвегствующими оптимальным режимам обработка. ХЬлее контроль режимов обработки производят сравнением сигналов, измеренного в блоке 9 в вфиоды резания с эталонным-соответствующим оптимальным режимом обработки, а качество шлифуемой поверхности ковфолируют/при помощи блсжа 8.
Таким образом, способ позволяет повысить оперативность к жтроля процесса шлифования, вследствие того, что кс«троль производят йепосредственно в процессе обработки прерывистой обрабатывающей
или обрабатываемой поверхности, когда периоды резания чередуются с нерабочими периодами вращения обрабатывающего нисгрумента.
Кроме этого, использование предлагаемого способа позволяет снизить процейт брака офабатываемых деталей за счет непрерывного контроля Б процессе обработки качества, шлифуемой поверхности и режимов резания.
Осуществление предлагаемого способа контроля процесса шлифования по сигналам акустической эмиссии позволяет управлять режимами резания в процессе обработки.
Формула изобретения
Способ контроля качества процесса шлифования поверхности по сигналам акустической эмиссии, заключающийся в регистрации сигналов акустической эмиссии и сравнения их с эталонными сигналами, отличающийся тем, что, с целью сокращения времени контроля, регистрируют сигналы акустической эмиссии непосредственно в процессе шлифования прерывистой поверхности или превыстой поверхностью, во время обработки регистрируют сигналы, определяющие режимы шлифования, а в интервалах времени между ними регистрируют сигналы, характеризующие качество обрабатьгваемой поверхности.Источники информации, принятые во внимание при экспертизе
1.. Приборы для неразрушающего контроля материалов и изделий. Справочник под ред. В. В. Клюева. М., Машиностроение, 1976, с. 123.
2 Грешников В. А., Дробот Ю. В. Акустическая эмиссия. М., изд. Стандартов, 1976, с. 17 (прототип).
77777777777/.
У////////////
Фиг. I
У////////////////////
Фиг..
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2541730C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2011 |
|
RU2490113C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛИ ПРИ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2000 |
|
RU2163182C1 |
| СПОСОБ ОЦЕНКИ СОСТОЯНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2437090C1 |
| Способ определения износостойкости режущих пластин | 1989 |
|
SU1711034A1 |
| СПОСОБ ОЦЕНКИ СТЕПЕНИ ИЗНОСА ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2010 |
|
RU2437091C1 |
| Способ обработки | 1991 |
|
SU1798037A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ И ДИАГНОСТИРОВАНИЯ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ СЖИЖЕННЫХ ГАЗОВ | 1999 |
|
RU2226272C2 |
| Способ повышения точности и производительности круглого наружного шлифования | 2015 |
|
RU2621495C1 |
| Способ контроля износа режущего инструмента | 1989 |
|
SU1785832A1 |