Изобретение относится к машиностроению и может быть использовано при активном контроле шероховатости поверхности в процессе механической обработки деталей, например, на станках токарной группы.
Известен способ определения параметра поверхности детали при обработке, который заключается в том, что измеряют амплитуды низкочастотной и высокочастотной составляющих акустического сигнала при обработке детали шлифовальным кругом, и по их отношению определяют величину шероховатости обрабатываемой поверхности. (См. а.с. СССР N 1252651, кл. G 01 N 3/58, 1989 г.) - наиболее близкий аналог.
Недостатками этого способа являются: недостаточно высокая точность измерений, обусловленная тем, что в качестве критерия оценки шероховатости используются амплитудные характеристики акустического сигнала; область применения ограничена только одним видом механической обработки - шлифованием.
Задачей настоящего изобретения является повышение точности определения шероховатости и расширение технологических возможностей способа путем обеспечения его использования на станках, например, токарной группы.
Поставленная задача обеспечивается тем, что в способе определения шероховатости поверхности детали при обработке на металлорежущем станке, согласно которому регистрируют сигнал акустической эмиссии и определяют по нему значение шероховатости детали, новым является то, что определяют площадь спектра сигнала акустической эмиссии, а шероховатость поверхности определяют по отношению площадей спектров сигнала акустической эмиссии и определенного заранее эталонного сигнала акустической эмиссии.
Физически способ основан на том, что в процессе формирования поверхности детали (ее обработки) происходит возникновение акустических импульсов широкого частотного диапазона (0,1 - 1,0 МГц), которые отображают процессы деформации и разрушения обрабатываемого материала. Интегральной характеристикой изменений в состоянии поверхности детали, учитывающей одновременное прохождение процессов деформации и разрушения (формирование обработанной поверхности детали), является площадь спектра акустической эмиссии.
Использование для активного контроля шероховатости поверхности в процессе механической обработки интегрального критерия - отношения площадей спектров акустической эмиссии, полученных на обрабатываемой и эталонной деталях, позволяет повысить точность определения шероховатости обрабатываемой поверхности. Использование ПЭВМ позволяет решить задачи активного контроля и достаточно быстро получить оперативную информацию о состоянии поверхности и, в случае необходимости, внести соответствующие коррективы в режимы обработки. При проведении патентных исследований не обнаружены решения, идентичные заявленному, а следовательно, заявленный способ соответствует критерию "новизна".
Сущность изобретения не следует явным образом из известных решений, а следовательно, заявленное изобретение соответствует критерию "изобретательский уровень".
Считаем, что сведений, изложенных в материалах заявки, достаточно для практического осуществления изобретения.
Сущность способа поясняется графическими материалами, где:
На фиг. 1 - схема реализации способа;
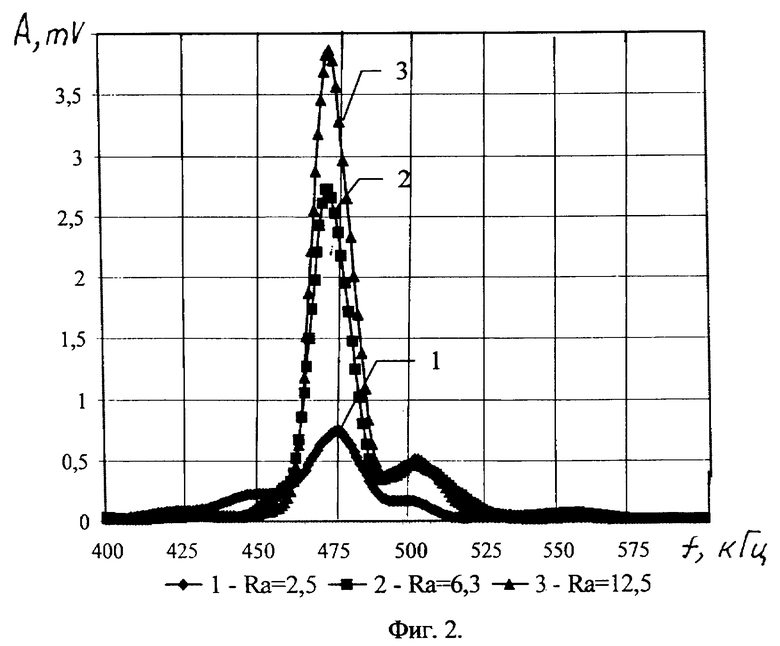
На фиг. 2 - спектры акустической эмиссии при разных режимах обработки;
На фиг. 3 - график зависимости изменения отношения площадей спектров акустической эмиссии.
Схема реализации способа включает в себя пъезоакустический датчик 1, соединенный через аналого-цифровой преобразователъ (АЦП) 2 с ПЭВМ 3, информация с которой может быть выведена на печатающее устройство 4. Датчик 1 может быть закреплен на режущем инструменте 5.
Способ реализуют следующим образом:
К режущему инструменту 5 (или обрабатываемой детали) присоединяют пьезоакустический датчик 1, который в процессе резания детали инструментом преобразовывает упругие колебания, возникающие в технологической системе при механической обработке, в электрический сигнал. В АЦП 2 производится выделение полезного сигнала, его усиление и фильтрация низкочастотной составляющей. Обработанный сигнал поступает в блок памяти ПЭВМ 3. С помощью пакета программ, например STATISTIKA 4.5, производят спектральный анализ осциллограммы сигнала, записывают амплитудно-частотный спектр акустической эмиссии с обработанной поверхности (фиг. 2), вычисляют значение площадей спектров акустической эмиссии Fi, Fэт (соответственно текущую и эталонную площади) и по тарировочному графику (фиг. 3) определяют шероховатость поверхности детали 6. В качестве эталонной детали может быть использована одна из обработанных деталей партии, значение шероховатости поверхности которой определено с помощью известных средств.
Пример конкретной реализации.
Производили определения шероховатости обрабатываемой поверхности при продольном точении заготовки из стали 12Х18Н10Т проходным резцом с механическим креплением четырехгранных неперетачиваемых пластин из твердого сплава ВК 8 при разных режимах обработки. Регистрацию сигналов и определение шероховатости производили через каждые 50 м пути резания предлагаемым способом по отношению Fi/Fэт площадей спектров акустической эмиссии (Ra) и методом профилометрирования поверхностей на профилографе-профилометре Homel 286 (Raп). Режимы обработки (скорость резания V, подача S, глубина резания t) и результаты измерения приведены в таблице. Значения Ra и Raп средние по данным опытов.
На фиг. 2 представлены спектры акустической эмиссии при разных режимах обработки, по изменению площади которых судили о параметре шероховатости обрабатываемой поверхности.
На фиг. 3 представлена зависимость изменения отношения площадей спектров акустической эмиссии от величины шероховатости. Ошибка в определении шероховатости поверхности предложенным способом не превышает 10%.
Технико-экономический эффект заключается в том, что предложенный способ обеспечивает возможность определения шероховатости поверхности при обработке деталей на станках разных групп (шлифовальных, токарных, фрезерных, расточных) непосредственно в процессе механической обработки с достаточно высокой точностью и быстротой измерений; позволяет решать задачи оптимизации и контроля технологических процессов механической обработки, особенно на стадиях финишных и доводочных операций, осуществляемых лезвийным инструментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2209851C1 |
| СПОСОБ ОЦЕНКИ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2541730C2 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА ТОЧЕНИЯ КОЛЕС ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2000 |
|
RU2212308C2 |
| Способ определения параметров токарных переходов обработки резанием по измерениям показателей точности образца изделия | 2023 |
|
RU2811308C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТОЙКОСТНЫХ ПАРАМЕТРОВ РЕЖУЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2298454C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРА ШЕРОХОВАТОСТИ НА ТОКАРНЫХ СТАНКАХ С ЧПУ ПРИ ПОЛУЧИСТОВОЙ И ЧИСТОВОЙ ОБРАБОТКЕ МЕТАЛЛА ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 2012 |
|
RU2492968C1 |
| Способ управления процессом механической обработки | 1980 |
|
SU1022780A1 |
| СПОСОБ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2024006C1 |
| Способ определения стойкости режущего инструмента | 1985 |
|
SU1411640A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТОЙКОСТНЫХ ПАРАМЕТРОВ ПОДВИЖНОГО И ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2298455C1 |


Изобретение относится к машиностроению и может быть использовано при активном контроле шероховатости поверхности детали в процессе ее обработки преимущественно на станках токарной группы. Технический результат - повышение точности оценки шероховатости и расширение технологических возможностей. Согласно способу производят регистрацию сигнала акустической эмиссии и определяют по нему значение шероховатости детали, причем определяют площадь спектра сигнала акустической эмиссии, а о величине шероховатости судят по отношению площадей спектров зарегистрированного сигнала акустической эмиссии и определенного заранее эталонного сигнала акустической эмиссии. 3 ил., 1 табл.
Способ определения шероховатости поверхности детали при обработке на металлорежущем станке, включающий регистрацию сигнала акустической эмиссии и определение по нему значения шероховатости поверхности детали, отличающийся тем, что определяют площадь спектра сигнала акустической эмиссии, а шероховатость поверхности определяют по отношению площадей спектров зарегистрированного сигнала акустической эмиссии и определенного заранее эталонного сигнала акустической эмиссии.
| Способ определения параметра поверхности детали при обработке | 1985 |
|
SU1252651A1 |
| Приспособление для присоединения друг к другу двух сцепных цепей переходного периода | 1935 |
|
SU45942A1 |
| ЗУБНАЯ ЩЕТКА | 1992 |
|
RU2043052C1 |
| US 3834256, 10.09.1974 | |||
| GB 1272593, 03.05.1972. | |||
