1
Изобретение относится к управлению и регулированию, в -частности к самонастраивающимся системам, и может быть использовано в технологии и технике автоматизации-процессов механическойобработки металлов на токарных, фрезерных, шлифовальных и других станках, а также при автоматизации других технологических процессов.
Наиболее близким по технической сущности к пЕ едлагаемому является регулятор самонастраивающихся систем управления подачей металлорежущимстанком, содержащим основной контур, состоящий из элемента сравнения, первый вход которого соединен с задат.чиком регулируемой величины, вто. рой вход - с датчиком регулируемой величины, а выход - с входом усилителя, охваченного регулируемым звеном обратной связи, привод подачи, вход которого соединен с выходом усилителя, а выход подключен к объекту регулирования, выход которого соединен с входом датчика регулируемой .величины и контур самонастройки, состоящий из датчика скорости подачи входом соединенного с выходом привода подачи, а выходом с первым входом делителя, второй вход которого соединен с выходом датчика регулируемой величины, а выход соединен .с первым ВХОДОМ- второго элемента сравнеЬ ния, второй вход которого соединен с задатчиком коэффициента передачи объекта регулирования (ОР), а выход подключен к управляющему входу звена обратной связи Щ.
Недостатком известной системы является низкая точность и производительность обработки деталей в связи с малой точностью стабилизации коэффициента усиления .разомкнутой систе5мы.
Цель изобретения - повышение точности и производительности обработки деталей за счет повышения точности стабилизации коэффициента усиления
0 разомкнутой системы.
Поставленная цель достигается тем, что в самонастраивающийся регулятор, содержащий последовательно соединенные згщатчик упругого переме5щения, первый сумматор, второй сумматор, усилитель и привод подачи, датчик перемещения, выход которого соединен со вторым входом первого сумматора, и последовательно соеди0ненные апериодическое звено, блок
деления, третий сумматор и блок с переменным коэффициентом, выход которого соединен со вторым входом второго сумматора, а вход - с выходом усилителя, а также датчик коэффициента передачи, выход которого соединен со вторым входом третьего сумматора, выход привода подачи соединен со входом датчика скорости подачи, содержит первый и второй пропорциональнодифференцирующие блоки, причем выход .датчика скорости подачи через первый пропорционально-дифференцирующий блок соединен со входом апериодического звена, а выход датчика перемещения через второй пропорционально-дифференцируюций блок соединен со вторым входом блока деления.
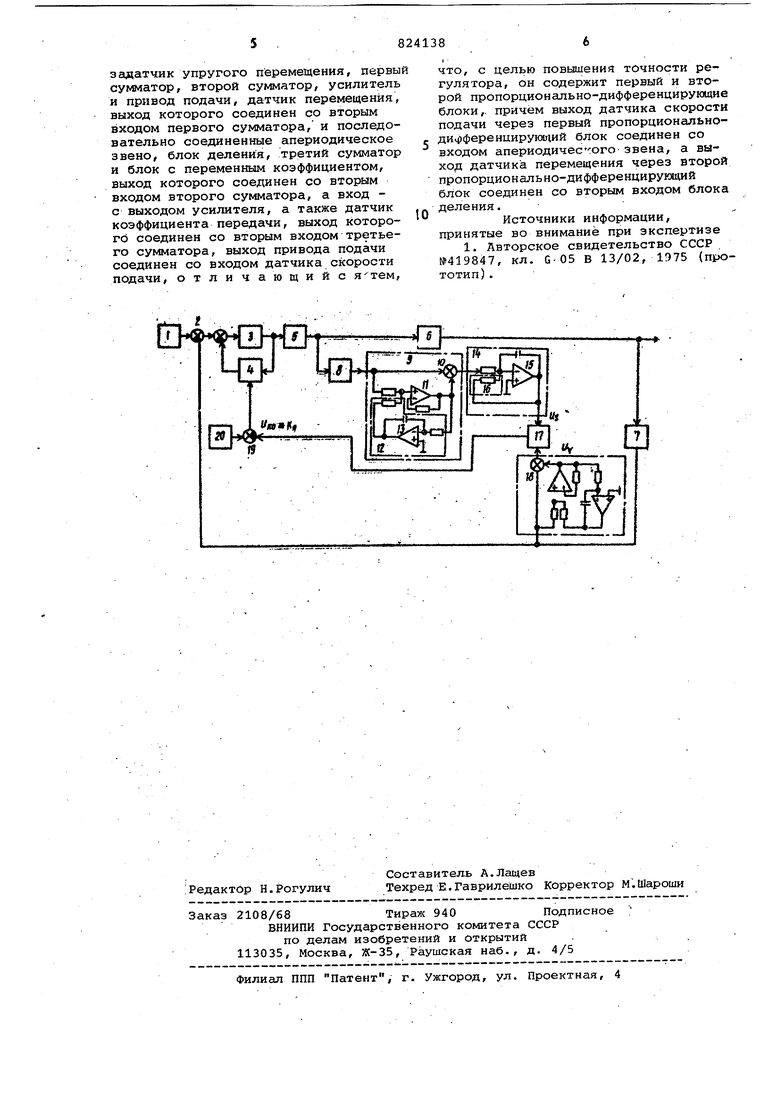
На чертеже приведена структурная схема самонастраивающегося регулятора подачи металлорежущего станка.
Регулятор содержит задатчик. 1 величины упругого перемещения устройства СНИД соединенный с первым входом первого сумматора 2, выход которого усилитель 3, охваченный блоком 4 с переменным коэффициентом обратной связи, соединен с выходом привода 5 поДачи, выход которого через, устройство 6 СПИД подключен к входу датчика 7 величины упругого перемещения устройства СПИД, выход которог соединен с вторым входом первого сумматора 2. Выход привода 5 подачи соединен также с входом датчика 8 скорости подачи, который своим выходом через последовательно соединенные первый пропорционально-дифференцирующий блок 9, состоящий из элемен та 10 сравнения, первый вход которого является входом пропорциональнодифференцирующего блока 9, а второй вход через усилитель 11, охваченный звеном 12 отрицательной обратной связи, включающим интегратор 13, соединен с входом пропорционально-дифференцирующего блока 9, а выход элемента 10 сравнения является выходом пропорционально-Дифференцирующего блока 9 и апериодическое звено 14, состоящее из интегратора 15, охваченного отрицательной обратной связью 16, соединен с первым входом делителя 17, второй вход которого через .второе пропорционешьно-дифференцирующее звено 18 соединен с выходом датчика 7 величины упругого перемещения устройства СПИД. Выход делителя 17 соединен с первым входом элемента 19 сравнения, второй вход которого соединен с выходом задатчика 20 коэффициента передачи устройства СПИД, а выход соединен с управляющи входом блока 4 с переменным коэффициентом.
На вход делителя 17 поступают , пропорциональные соответственно скорости подачи UQ и величине упругих перемещений U. Делитель
осуществляет операцию деления сигнала U на сигнал U и на его выходе сигнал пропорционален коэффициенту передачи К устройства СПИД KQ. Первый и второй пропорциональе но-дифференцирующий блоки 9 и 18 и апериодическое звено 14 обеспечивают более высокую точность вычисления коэффициента передачи К устройства СПИД. Данные звенья компенсиру.. ют инерционности датчиков скорости подачи и величины упругого перемещения устройства СПИД и учитываю инерционность устройства СПИД и тем самым повышают точность вычисления коэффициента передачи устройства
5 СПИД. Это достигается тем, что апе- риодическое зв.ено 14 в соответствии с (1) выбрано с передаточной функцией
WalPl OMP + l
(1)
где TQ TO - постоянные времени.. Пропорционально-дифференцирующий блок 9 выбран с передаточной функцией
ТтмРМ
(2)
Т,Р4где TV. К Ki; Ц , коэффициент усиления,
и Т t постоянные времени и пропорционально-дифференцирующий блок 18 выбран с передаточной функци ЭмР+1
iPb
W
(3)
ПА2
где ; Ка„ Kg; Tg Tg ,
& коэффициент усиления, Jg, Tg, Tjg- постоянные времени.
0 Использование в данной самонастраивающейся системе пропорциональнодифференцирующих блоков 9 и 18 соответственно с передаточными функциями вида (2) и (3) и апериодического
с звена 14 с передаточной функцией
вида (1) обеспечивает точное вычисление коэффициента передачи устройства СПИД, а следовательно, повьпяение точности стабилизации коэффициента усиления разомкнутой системы и тем самым
повышение точности и производительности обработки деталей.
Таким образом, предлагё.емая самонастраивакядаяся система управления подачей металлорежущего станка позволяет повысить точность и производительность обработки деталей за счет повышения точности стабилизации коэффициента усиления разомкнутой системы.
Формула изобретения
Самонастраивающийся регулятор подачи металлорежущего станка, содер 5 жащий последовательно соединенные
задатчик упругого перемещения, первы суглматор, второй сумматор, усилитель и привод подачи, датчик перемещения, выход которого соединен со вторым входом первого сумматора, и последовательно соединенные апериодическое звено, блок деления, третий сумматор и блок с переменным коэффициентом, выход которого соединен со вторым входом второго сумматора, а вход с выходом усилителя, а также датчик коэффициента передачи, выход которого соединен со вторым входом третьего сумматора, выход привода подачи соединен со входом датчика скорости подачи, отличаю щийс .
что, с целью повышения точности регулятора, он содержит первый и второй пропорционально-дифференцирующие блоки,, причем выход датчика скорости подачи через первый пропорциональнодифференцирующий блок соединен со входом апериодичес ого звена, а выход датчика перемещения через второй пропорционально-дифференцирующий блок соединен со вторым входом блока деления.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №419847, кл. G-05 В 13/02, 1975 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА УПРАВЛЕНИЯ ПРОДОЛЬНОЙ ПОДАЧЕЙ ТОКАРНОГО СТАНКА | 1971 |
|
SU419847A1 |
| Следящий привод | 1982 |
|
SU1049864A1 |
| САМОНАСТРАИВАЮЩИЙСЯ ЭЛЕКТРОПРИВОД | 1994 |
|
RU2060530C1 |
| Самонастраивающийся электропривод робота | 1990 |
|
SU1773714A1 |
| Самонастраивающийся электропривод | 1985 |
|
SU1247831A1 |
| САМОНАСТРАИВАЮЩИЙСЯ ЭЛЕКТРОПРИВОД | 2008 |
|
RU2397529C2 |
| Самонастраивающийся электропривод робота | 1988 |
|
SU1618643A1 |
| Устройство для управления приводом робота | 1987 |
|
SU1579770A1 |
| САМОНАСТРАИВАЮЩИЙСЯ ЭЛЕКТРОПРИВОД РОБОТА | 1990 |
|
RU2037173C1 |
| ЭЛЕКТРОПРИВОД ПОСТОЯННОГО ТОКА | 1990 |
|
RU2011286C1 |
