Известны устройства для проточки опорных буртиков овальных лючков паровых котлов, которые производят обработку плоскими резцами, действующими сразу по всей ширине буртика.
Предложенное устройство отличается тем, что позволяет обрабатывать буртики ЛЮЧКОВ подрезным резцом, имеющим прерывистую автоматическую подачу для постепенной обработки буртика по его щирине.
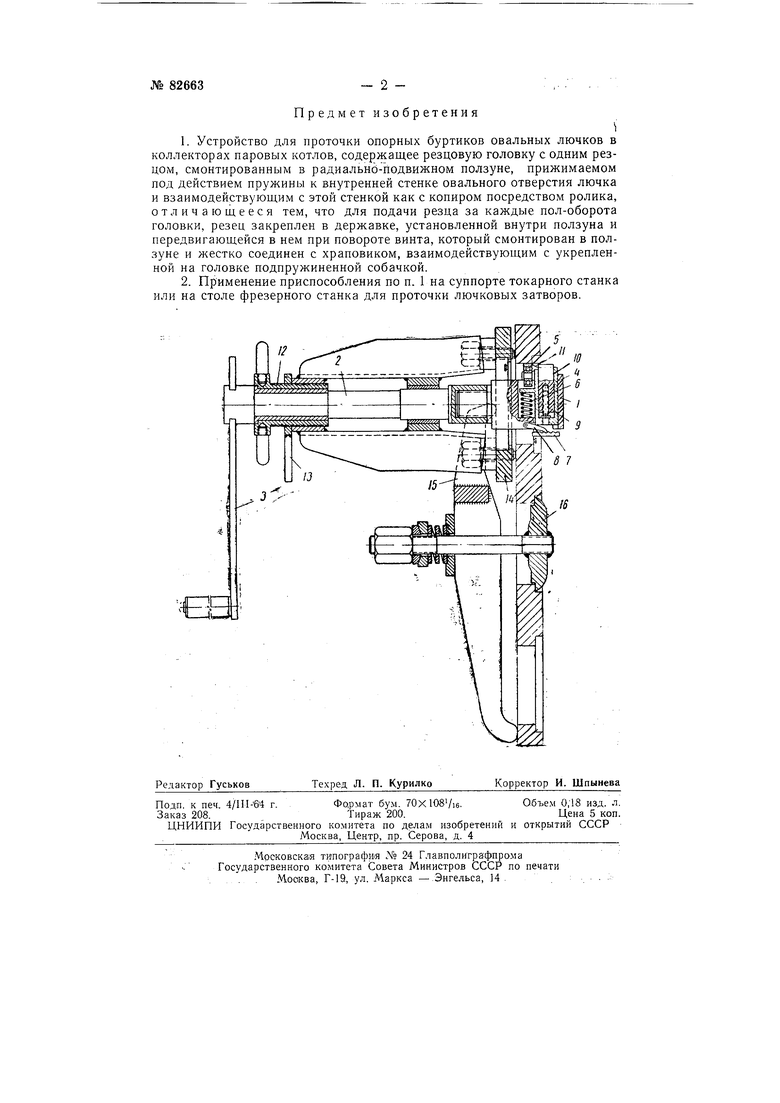
На чертеже изображен продольный разрез устройства.
Резцовая головка укреплена на шпинделе 2 и вращается рукояткой 3.
В направляющих головки скользит ползун 4, несущий ролик 5, прижимаемый Пружиной 6 к стенке, по которой он катится как по копиру. При движении ползун-а назад храповик 7 удаляется от подпружиненной собачки 8, а при движении вперед храповик набегает на собачку, поворачивается на один зуб, вращая винт 9 и подавая державку 10 с резцом 1L Глубина резания устанавливается посредством поворота упорного подшипника 12, который контрится гайкой 13.
Установочный диск 14 прижимается к коллектору рычагом 15 с помощью затвора 16. Диск М устанавливается параллельно обрабатываемой плоскости, что контролируется штангенциркулем, а затем производится обработка поверхности лючка.
С помощью этого же устройства обрабатываются и лючковые затворы. Для этого головка устройства устанавливается на суппорте токарного станка или на столе фрезерного станка, а обрабатываемый лючковый затвор закрепляется в оправке, вставляемой в шпиндель станка.